2025 年最佳螺纹量规评级

在对各种零件进行切割时,往往不仅需要使用 模具或水龙头,还有螺纹量规。该工具能够确定螺纹的轮廓特征,这将在未来消除在某些工件中制造相同类型的连接时出现问题的风险。借助该设备,可以评估切割精度,因此,其专业活动与螺纹毛坯生产直接相关的专家需要持续使用螺纹量规。
螺纹可以用英制和公制两种。主要应用于管道元件的各种接头,即塑料或金属配件,用于将管道安装在不同用途的管道中。在俄罗斯,使用螺纹零件的参数,这些参数由相关法规文件 - 国家标准确定。正是它们包含来自公制/英制螺纹的详细技术信息,在应用螺钉槽口时应指导大师。

内容
螺纹量规的设计和范围
螺纹量规(也是确定螺距的模板)的主要功能是监测螺纹本身的状态及其是否符合既定标准。该工具通常用于金属加工行业、工程企业、各种设备和机器的组装/维修工作中。简而言之,任何维修车间或装配车间都只需要在其工具包中配备一套螺纹量规,用于对推力、梯形或角螺纹进行轮廓检查。
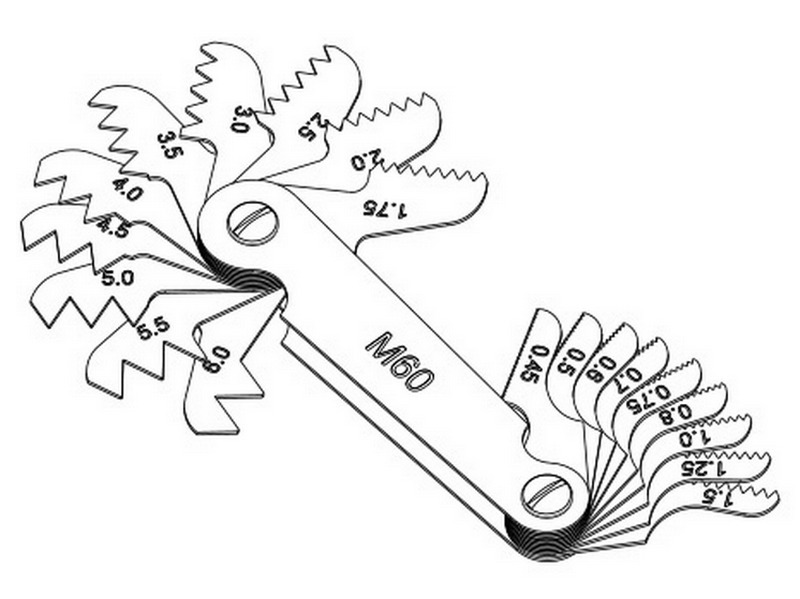
该设备本身是一组由金属板制成的模板,厚度约为 1 毫米。在板的一端有与被测螺纹尺寸相对应的特殊切口,即轮廓和间距。这些齿板也称为梳子。在其公制版本上,设置了螺距,在英制版本上,指示了每英寸的螺纹数。
因此,通过所考虑的设备,可以确定:
- 螺距;
- 每单位距离的线程数;
- 槽口(螺纹)的磨损状态;
- 螺纹符合国家标准规定的参数。
现有类型的模板螺纹量规
公制样本
通常,它们在其工作部件上以铭文“M60”的形式命名,这意味着与公制螺纹轮廓的度数大小。使用此设备的过程非常简单——您只需对可用模板进行分类,并根据零件上测量的凹槽深度选择最适合凹槽的模板。然后只剩下读取标记,该标记应用于合适的模板。还可以将模板与游标卡尺结合使用,从而获得有关被测螺纹特性的更完整信息。值得注意的是,所用线程的参数必须始终由国家标准固定 - 否则,应用线程将被视为婚姻。
英制样品
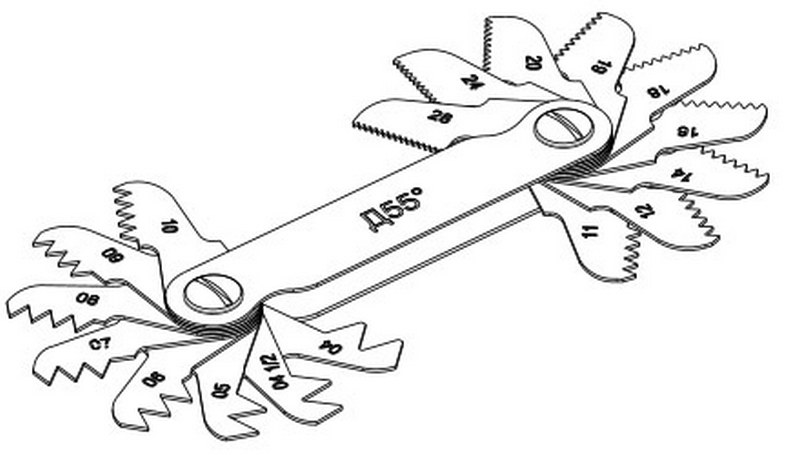
它们用于测量英制和管螺纹接头的特性。在这些仪器的帮助下,可以精确测量沿某个距离单位长度的圈数。此类螺纹量规的本体标有“D55”,表示异型管/英制螺纹的角度度数有55的指示。
现有的螺纹类型及其特点
公制
在俄罗斯境内,它最常用于生产设备和机器,以及各种家用电器。公制螺纹的直径范围非常大,可以从一毫米到六百毫米不等。公制的步长以毫米为单位,数字指标的范围从 0.25 到 6 毫米不等。如果我们说金属切削的轮廓,那么它应该看起来像一个等边三角形,其中顶部的角度是60度。如果产品必须使用公制,所有这些尺寸都在其技术文档中标有字母“M”。该系统在工程领域极为普遍,因此很难想象这个行业没有它的使用,因为它易于使用。事实上,公制螺纹易于制造,具有多功能性和更高的可靠性。
英寸
它的不同之处在于它的角度轮廓度数具有55个单位的定量指标,并且切割间距不是以毫米为单位,而是以每英寸距离的圈数为单位。在国外的旧设备或管道各段的接头处,最容易发现这种切割。
圆柱形(又名管道)
除上述螺纹外,该螺纹的轮廓为 55 度,其螺距也通过每英寸距离的圈数来衡量。这只是由于其专门用于管道的特殊性而使用的,并标有字母“G”。
其他差异
在螺纹牙脊的比较分析中,可以看出英制螺纹的牙脊比公制螺纹的牙棱更锋利。考虑到 55 度与 60 度的设定标准,这并不奇怪。因此,即使用肉眼但经验丰富的眼睛也可以看到差异。当然,测量系统本身对他们来说是不同的,尤其值得记住的是,在使用这些标准时,公制 2.54 厘米并不是普遍接受的英寸长度,而是等于 3.324厘米,因为。很特别。例如,可以给出以下计算:如果在公制中螺纹直径为 25 毫米,那么在英寸中它将等于 ¾ 英寸。无论如何,要选择准确的值,您应该始终查阅国家标准中的相应表格。
测量过程的特点
要测量管道中英制螺纹的螺距,应使用以下算法:
- 对于经典模板的作用,可以使用内螺纹特性完全符合国家标准的管件或联轴器;
- 将要检查其螺纹特性的螺栓拧入配件或联轴器中;
- 在螺栓与配件/联轴器形成完整的螺纹联轴器的情况下,这意味着应用于其表面的螺纹的螺距/直径与所需的图案完全重合;
- 否则,如果螺栓无法旋入,或已旋入,但联轴器松动,则值得更换作为测量装置的接头/联轴器。使用相同的方法,您也可以测量内管螺纹,但您应该使用带外螺纹的毛坯。
使用螺纹量规完全不会产生任何问题:
- 首先,确定应用的螺纹类型——公制、英制、管;
- 进一步地,通过简单的列举,将对应刀具的各种模板交替应用到切削中;
- 当找到一个紧密贴合的模板时,从模板中扣除一个识别标记,这将意味着确定所需的步骤;
- 为了测量外径,再加上螺纹规,使用额外的千分尺或卡尺。
数学(非工具)方法
可以不用螺纹量规模板。为此,只需在一张白纸(用细铅笔勾勒出轮廓)上留下所研究部分的螺纹印记,然后根据公式 P \u003d L / N 进行计算,其中:
- P——螺距;
- L是用普通尺子计算的长度;
- N 是打印的圈数。
切割技术
圆柱管螺纹可以是英制螺纹(外螺纹和内螺纹),既可以手动加工,也可以在机器上加工。
它可以手动应用如下:
- 该过程使用用作手动工具的丝锥/模具进行。如果需要外螺纹,则使用模具。对于内螺纹,使用丝锥;
- 首先,将管坯牢固地固定在虎钳中,然后将加工工具夹在模架(用于模具)或扳手(用于丝锥)中;
- 然后将龙头插入管道内部,将模具分别放在外部;
- 接下来,旋转所使用的设备,通过该设备应用具有必要参数的螺纹台阶;
- 为了获得更准确和更清晰的结果,整个过程会重复多次。
车削设备的使用:
- 被加工的管材紧紧地固定在机夹头上,并在其支架上安装所需型号的刀具;
- 在管端工作,先去除裂隙,然后调整卡钳位移速度;
- 刀具带至工件表面后,开启螺纹进给模式。
重要的!必须始终记住,英制切割只能使用这种机械设备和在其刚度和厚度足以承受机械化过程的管状坯料上进行。值得注意的是,机械加工可以让您获得最高质量和最有效的结果,但这将直接取决于操作人员的资质和经验。
精度等级和标记规则
按照国家标准的规定,英制螺纹可以有三个精度等级——从一级到三级。在相应的数字旁边,在字母“A”或“B”的坐浴盆中做了一个字母标记,分别表示“内螺纹”和“外螺纹”。由此可见,1级对应的是最粗糙的质量,3级是最准确和非常严格的要求。
国际标记标准
为了了解这个或那个螺纹组件对应的特征,人们应该只正确理解应用于它的标记。大多数国外和国内制造商使用相同的标准。因此,如果您正确理解了应用信息,那么您将不必使用螺纹量规。
传统的信息集包括:
- 外径(即公称尺寸)——第一个数字;
- 每英寸距离的螺纹数;
- 集团隶属关系;
- 很酷的准确性。
重要的!西方制造商可能在英制螺纹的信息中带有字母“LH”(左处理),表示零件的转动方向是向左而不是向右。
另外,在国外生产的细节上,需要注意以下几点:
- 突出显示特定颜色仅适用于具有英制螺纹的零件;
- 以“tpi”(每英寸螺纹数)为单位,在英寸值旁边,可以指示以毫米为单位的步长;
- 通常,具有锥形螺纹的接头上没有螺纹槽。
另外需要指出的是,锥形NPT和BSPT的外来配件在外观上非常相似,但后者在六角形上有一个缺口风险形式的标记。因此,美国企业在这些配件上使用的标准 - UTS UNF(英寸)和 UNC UNF(米)通常可能会混淆。因此,缺口风险将指示公制系统的使用。在任何情况下,如有极端疑问,始终可以使用适当的螺纹量规测量零件。
2025 年最佳螺纹量规评级
预算部分
第三名:“Autodelo M60 0.5-7.0 mm 40384 11083”
该模型使用公制,非常易于使用,不需要任何专业技能。它是执行公制测量和确定切割精度的最佳解决方案。脱模采用冲压法定性进行,样品不存在影响测量精度的间隙。模板由经过校准的钢制成,可抵抗机械应力和磨损。模板数量 - 20 件,重量 - 15 克,原产国 - 俄罗斯。建议零售价为 100 卢布。

优点:
- 无需专业知识即可轻松使用;
- 轻的;
- 预算成本。
缺陷:
- 有点脆弱的塑料外壳。
第二名:“格里夫 D55 D155005”
该量规模板适用于英寸测量系统,专门用于在转动各种零件时进行测量。但是,这并不能否定它用于标准检查。该设备在家庭和工业生产中都很有用。模板按照高精度标准制作,将误差降至最低。该产品的小尺寸让您不必担心它在箱子中的特殊运输。模板数量 - 17,重量 - 30 克,原产国 - 中国。建议零售价为 190 卢布。

优点:
- 小尺寸;
- 测量精度;
- 17 种通用尺寸。
缺陷:
- 狭窄的焦点。
第一名:STAYER PROFI 0.5-1.75 mm 28041
该螺纹规是由耐用金属制成的优质夹具。使用的系统是公制的,总尺寸从 0.5 到 1.75 毫米不等。有两种用于测量管螺纹的模板 - 27 和 28 tpi。该套装包括 12 个模板,质量为 30 克,原产国为德国。商店销售的建议成本为 320 卢布。

优点:
- 添加了两个用于管道测量的板;
- 耐用的制造材料;
- 成本低廉。
缺陷:
- 刀片起初可能无法很好地旋转(时间或一滴油可能会解决问题)。
中产阶级
第三名:WIEDERKRAFT WDK-MG60
由高品质欧洲品牌发布的简单但同时功能极强的模型。它由 20 个板组成,用于测量 0.4 至 6 毫米的尺寸。使用公制系统进行测量。模板数量为20个,质量为30克,原产国为德国。推荐的商店价格是 450 卢布。

优点:
- 坚固的外壳;
- 知名优质德国品牌;
- 不需要随身携带。
缺陷:
- 小螺距。
第二名:“CALIBRON 463691”
来自俄罗斯制造商的优质高品质模型。它具有所有必要的品质,尽管您不必为额外费用多付。安静地处理公制中从 0.4 到 6 毫米的所有常见尺寸。外壳和组件均采用适当级别的优质金属制成。制造商声明的误差仅为 15 微米。有20个模板-板,重量100克,原产国是俄罗斯。零售连锁店的建议费用为 670 卢布。
优点:
- 加重的身体;
- 测量误差小;
- 小尺寸。
缺陷:
- 没有检测到。
第一名:CHIZ N1 М60 54563
俄罗斯制造商的另一位代表。面向在公制系统中工作。表壳由耐用的钢制成,测量板的厚度为 1 毫米,这消除了它们对增加的机械应力的敏感性(它们甚至可以抵抗强烈的弯曲)。制造商声明的误差只有15微米,套装中的板是20块,原产国是俄罗斯。建议零售价为 750 卢布。

优点:
- 加固外壳;
- 减少测量误差;
- 物有所值。
缺陷:
- 没有检测到。
高级型号
第三名:“Kinex М+W+G, 58”
简单的通用螺纹量规,可以在公制和英制系统中工作,也可以测量圆柱螺纹。探头数量能够满足专业车工的任何要求。尽管尺寸很大,但该模型并不是很重 - 它仅重 100 克。同时,探头数量为58个。步距从0.25到6毫米不等,误差不超过10微米。商店销售的建议价格为 1500 卢布。
优点:
- 极其先进的功能;
- 重量轻,探头数量多;
- 能够在三个系统中同时工作。
缺陷:
- 高价。
第二名:“米/Whi/BSP SCHUT”
来自荷兰制造商的优秀产品,可以确定公制螺纹的轮廓和螺距的完整性,还可以与使用 Whi 和 BSP 技术连接的特殊类型的西欧接头一起使用。包括一组 58 个锯齿刀片,牢固地安装在高品质金属夹上。误差不超过8微米,这使得覆盖过程非常准确。凭借其所有功能和大尺寸,该设备的重量不超过 100 克。零售连锁店的建议费用为 1800 卢布。

优点:
- 高功能;
- 能够使用西方配件的特殊剪裁;
- 优质金属做工。
缺陷:
- 价格过高。
第一名:“INSIZE Tr 30”
一种极其昂贵且高质量的半径型设备,旨在测量螺距和螺纹轮廓。一般来说,半径螺纹量规被认为非常准确,更准确地说,它们的测量只能使用激光进行。具体来说,这个模型的误差只有 5 微米。同时,该模型不能夸耀大量的测量板——只有 12 个。该模型在德国制造,重量约为 180 克。制造商声称延长了使用寿命,最初是工具的高质量工作,不需要任何“堆积”(所有组件和刀片都可以自由打开和锁定)。为了保持精度特性并防止磨齿,仅需要在品牌外壳中进行存储和运输。建议零售价为 3200 卢布。

优点:
- 非常高的准确度;
- 钛金属表壳;
- 半径设计。
缺陷:
- 成本极高。
而不是尾声
对俄罗斯螺纹量规市场的分析发现,最受欢迎的型号是预算部分,其中大部分是亚洲样品。然而,这些样品的质量,以及它们的误差范围,加上在构造中使用廉价材料(直到塑料),都不是很好的推荐。同时,这种情况是由俄罗斯买家的朴实无华、对高精度测量的需求以及省钱的平庸愿望所决定的。因此,很有可能追踪一种趋势,即俄罗斯人会更喜欢一种花瓣被拉得很差但价格更便宜的模型,并希望随着时间的推移它们会“发展”并成为更容易得到它们。然而,实践表明,价格为 100-200 卢布的螺纹量规不会持续很长时间,甚至用油润滑它们的机构也不会产生预期的结果。
首选选项被认为来自中间部分,成功地结合了价格和质量。是的,它们的误差很少低于 15 微米,但对于国内任务,不需要更高的精度。此外,该细分市场中的大多数型号都具有耐用的外壳,可以使用很长时间。因此,正是这些样本可以被认为是最佳选择。
新条目
2025 年最佳热沙拉吧评级
浏览量:25
2025 年最佳冷冻溶脂设备评级
浏览量:25
2025年俄罗斯最佳洗发水评级
观看次数:39
2025 年莫斯科最佳美容师评级
浏览量:23
2025年最佳防护鞋套排名
浏览量:89
类别

2025 年最高 50cc 的最佳和最便宜的滑板车排名
浏览量:131652

2025年公寓最佳隔音材料评级
浏览量:127693

2025 年流感和感冒昂贵药物的廉价类似物评级
浏览量:124520

2025 年最佳男士运动鞋
浏览量:124034

2025 年最佳复合维生素
浏览量:121941

回顾智能手机小米 Poco F2 Pro 的主要特点
浏览量:2344

Kenwood 英式绞肉机 - 碎肉、沙拉、果汁、汉堡
浏览量:5266

2025 年疫霉病最佳治疗方法评级
浏览量:2739

2025 年最佳标记棒评级
浏览量:3132

2025年最佳电地暖评级
浏览量:26441
有用

2025年最佳真空封口机排名
浏览次数:1938

2025 年最佳电炉的评级
浏览量:2341

2025 年最可靠的手扶式拖拉机评级
浏览量:17598

2025 年最佳抗病毒药物
浏览量:33335

2025 年排名前 15 的悬浮滑板。物超所值
浏览量:29340
热门文章
-
2025 年最高 50cc 的最佳和最便宜的滑板车排名
浏览量:131652 -
2025年公寓最佳隔音材料评级
浏览量:127693 -
2025 年流感和感冒昂贵药物的廉价类似物评级
浏览量:124520 -
2025 年最佳男士运动鞋
浏览量:124034 -
2025 年最佳复合维生素
浏览量:121941 -

2025年最佳智能手表最高排名-性价比
浏览量:114981 -

最好的白发涂料 - 2025 年最高评价
浏览量:113396 -

2025年室内工作最佳木器漆排名
浏览量:110320 -

2025 年最佳旋转卷轴的评级
浏览量:105330 -

2025 年男性最佳性玩偶排名
浏览量:104368 -

2025年中国最佳运动相机排行榜
浏览次数:102217 -

2025年成人和儿童最有效的钙制剂
浏览次数:102012