2025 کے لیے بہترین کٹنگ ٹولز کی درجہ بندی

خاص کٹر کے ذریعہ موڑنے کا کام کافی مقدار میں کیا جاتا ہے۔ استعمال کی فریکوئنسی کے لحاظ سے، کاٹنے والے اوزار ان نوزلز میں سے ایک سرکردہ جگہ پر قابض ہیں۔ یہ ایک قسم کا ٹرننگ ٹول ہیں جو خالی اشیاء میں گہری اور تنگ نالیوں کو کاٹنے کے لیے ڈیزائن کیا گیا ہے۔ اس طرح کے ماڈل، ایک اصول کے طور پر، ایک بار سے پہلے سے عملدرآمد شدہ ورک پیس کو ہٹانے کے لیے استعمال کیے جاتے ہیں جسے اسپنڈل ہول کے ذریعے کھلایا گیا تھا۔ ان کی کٹنگ ایج کی خاص خصوصیات کی وجہ سے، کٹ آف کے نمونے ان کے ہم منصبوں سے نمایاں طور پر مختلف ہیں: تھریڈڈ، تھرو ہول، بورنگ اور دیگر قسم کے کٹر۔
کٹ آف آپریشن حصے کی پروسیسنگ میں صرف ہونے والے کل وقت کے مقابلے کام کے وقت کا اتنا بڑا حصہ نہیں لیتا ہے، تاہم، یہ اکثر کام کے چکر کی عمومی فہرست میں آخری ہوتا ہے، جس کی وجہ ورک پیس کے آخری چہرے کی اعلی معیار کی پروسیسنگ کی فراہمی۔ کٹنگ پلیٹ پر تیز کرنے والے زاویے کا غلط انتخاب کٹی ہوئی سطح پر چپس اور کھردرا پن کا خطرہ نمایاں طور پر بڑھاتا ہے، جس کے نتیجے میں پروڈکٹ کو مسترد کر دیا جائے گا یا اس پر مزید کارروائی کرنا ناممکن ہو جائے گا۔ کٹ آف ٹرننگ کٹر کی ایک اہم خصوصیت یہ ہے کہ اس کا اگلا حصہ، آپریشن کے دوران، ایک تنگ نالی میں ڈوب جاتا ہے، جس کا قطر کٹنگ ایج بلیڈ کی چوڑائی سے قدرے بڑا ہوتا ہے۔ یہ صورت حال فضلہ چپس کو ہٹانے اور نوزل کو ٹھنڈا کرنے کے عمل کے لیے کچھ مشکلات پیدا کرتی ہے، جس کے لیے غیر معیاری کام کرنے والے حل کے استعمال کی ضرورت ہوتی ہے۔

مواد
- 1 کٹ آف کٹر کے ڈیزائن کی خصوصیات
- 2 کاٹنے کٹر کی اقسام اور دائرہ کار
- 3 الٹا کٹر - خصوصیات اور فوائد
- 4 لاگو مارکنگ
- 5 داخلوں کو کاٹنے میں کاربائیڈ استعمال کرنے کے فوائد
- 6 کاٹنے کے اوزار کو منتخب کرنے کے لئے سفارشات
- 7 ورک فلو کی بنیادی باتیں
- 8 2025 کے لیے بہترین کٹنگ ٹولز کی درجہ بندی
- 9 ایک محاورہ کے بجائے
کٹ آف کٹر کے ڈیزائن کی خصوصیات
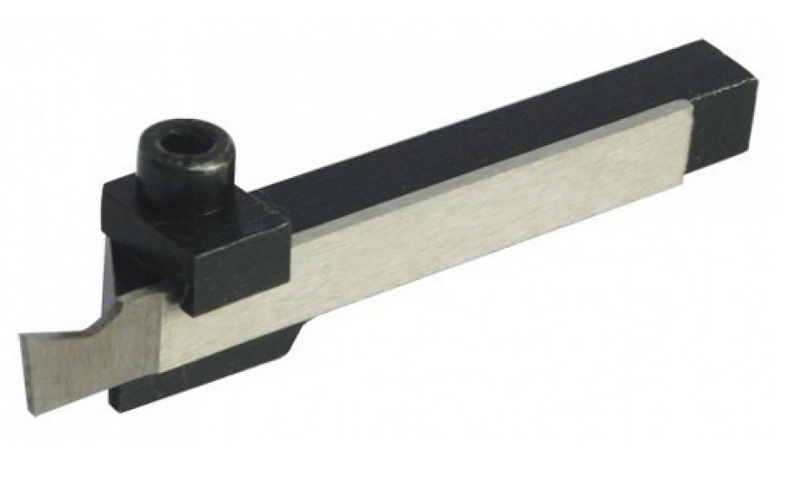
وہ خود ایک یک سنگی آل میٹل موڑنے والا آلہ ہے، جس میں ایک چپٹا سر اور ایک بڑے ہولڈر ہوتا ہے۔ سر کے آخر میں ایک کٹنگ پلیٹ ہے۔ ٹرننگ نوزلز کی دیگر اقسام کے مقابلے میں، مین کٹنگ ایج کے علاوہ، کٹر میں دو معاون بھی ہوتے ہیں، جو مرکزی ایک کے دونوں طرف واقع ہوتے ہیں، جس کا مقصد کٹے ہوئے سلاٹ کی طرف کی سطحوں کو کاٹنے کے لیے ہوتا ہے۔ کٹنگ ہیڈ بلیڈ تنگ ہو جاتا ہے جب ہولڈر کی طرف ہر طرف کے 1-3 ڈگری کے زاویوں پر منتقل کیا جاتا ہے۔ یہ ڈیزائن خصوصیت نالی کی دیواروں کے خلاف نوزل کے رگڑ کو کم کرنے کے ساتھ ساتھ کاٹنے والے سیال کی گردش اور چپس کے اخراج کو بہتر بنانے کے لیے ضروری ہے۔
بلیڈ کے سر کی چوڑائی 3-10 ملی میٹر تک ہوسکتی ہے، اور اس کی لمبائی کو اس طرح منتخب کیا جانا چاہئے کہ ورک پیس کے رداس کے مقابلہ میں کچھ ملی میٹر بڑا ہو۔ طاقت بڑھانے اور کمپن کی سطح کو کم کرنے کے لیے، خاص قسم کے کٹ آف کٹر استعمال کرنے کی ضرورت ہے، جس میں سامنے والے حصے کو بڑا کیا جاتا ہے۔ اس طرح کے آلے کو ان سروں کے ذریعہ ایک قابلیت کا توازن دیا جائے گا جن کے اوپر گول پروٹریشن ہوتے ہیں (انہیں "کاکریل" بھی کہا جاتا ہے) ، اور جو ہولڈر کے محور کی طرح کٹنگ ایج کو اسی لائن پر رکھنا ممکن بنائے گا۔
کاٹنے کٹر کی اقسام اور دائرہ کار
ساختی طور پر، زیر غور نوزلز کو پہلے سے تیار شدہ اور یک سنگی (آل میٹل) میں تقسیم کیا گیا ہے۔مؤخر الذکر ہیوی ڈیوٹی ٹول اسٹیل سے بنائے گئے ہیں، اور ان کی اہم تکنیکی خصوصیات کو 1973 کے اسٹیٹ اسٹینڈرڈ نمبر 18874 کے ذریعے منظم کیا جاتا ہے۔ اس طرح کے کٹر کے زیادہ سے زیادہ طول و عرض یہ ہیں:
- مکمل لمبائی - 80 ملی میٹر؛
- سر کی لمبائی - 15 ملی میٹر؛
- کٹنگ ایج کی چوڑائی 12 ملی میٹر ہے۔
اہم! جیسا کہ incisal کنارے نیچے گرا ہوا ہے، اس ٹول کے سر کی لمبائی کم ہو جائے گی، جس کے مطابق، کٹ آف قطر کی حد کم ہو جائے گی۔
پہلے سے تیار شدہ ماڈلز کو دو اقسام میں تقسیم کیا جا سکتا ہے۔ پہلی قسم یک سنگی نمونے کی طرح دکھائی دیتی ہے، جس میں سر اور ہولڈر دونوں ایک بار سے بنے ہوتے ہیں، لیکن کٹنگ پلیٹ سر کے سرے پر نصب ایک الگ تیار شدہ عنصر ہے۔ اس کی جکڑنا دو طریقوں سے کیا جا سکتا ہے - یا تو بیس پر سولڈرنگ کے ذریعے، یا مکینیکل بندھن کے ذریعے۔
پہلے سے تیار شدہ ماڈل کی دوسری قسم اسمبلڈ انسیسرز کی جدید دنیا میں سب سے زیادہ پھیلی ہوئی ہے۔ اس کا ایک لمبا اور چپٹا سر ہے جس میں ایک کٹنگ ایج ہے، جسے میکانکی طور پر ایک خاص فریم میں لگایا گیا ہے، جو ایک قسم کے ہولڈر کے طور پر کام کرتا ہے۔ یہ کٹر قابل تبادلہ داخلوں کے ساتھ فروخت کیے جاتے ہیں جو موٹائی اور چوڑائی میں مختلف ہوتے ہیں۔ دوسری چیزوں کے علاوہ، کچھ بیان کردہ نمونے اپنے سر کے اخراج کی لمبائی کو ایڈجسٹ کرنے کے قابل ہیں۔
کلاسک ڈیزائن میں کاٹنے والی نوزل کے مضبوط اور معیاری ورژن کے علاوہ، دیگر قسم کے کاٹنے والے اوزار خاص حالات میں کام کرنے کے لیے استعمال کیے جا سکتے ہیں، جو لیتھ کی کم سختی یا کم طاقت کی تلافی کر سکتے ہیں۔ اس میں الٹے یا موسم بہار کے ماڈل شامل ہیں، جو اکثر چھوٹے پیمانے پر پیداوار یا گھریلو ورکشاپوں میں استعمال ہوتے ہیں۔ان کے سر متحرک جھٹکوں کے بوجھ کی تلافی کر سکتے ہیں اور پیدا ہونے والی کمپن (جہاں تک ممکن ہو) جذب کر سکتے ہیں، اور اس سے سطح کا مطلوبہ معیار حاصل ہو جائے گا اور کٹنگ کنارے کو نقصان سے بچایا جا سکے گا۔
اہم! الٹے ماڈلز کی مقبولیت تقریباً پانچ یا چھ سال پہلے آئی تھی، اس حقیقت کی وجہ سے کہ ایک موثر اور استعمال میں آسان کٹنگ انسرٹ تیار کیا گیا تھا۔
الٹا کٹر - خصوصیات اور فوائد
اس قسم کے کاٹنے والے آلات کو اس لیے کہا جاتا ہے کیونکہ یہ گھڑی کے برعکس کام کرتا ہے، یعنی تکلی کی الٹی حرکت پر۔ اس کا ڈیزائن کسی حد تک علمی چاقو سے ملتا جلتا ہے: ایک لمبے بلیڈ کی شکل میں ایک پلیٹ اور ایک ہولڈر ایک ترچھے سرے پر لگا ہوا ہے۔ بلیڈ تیز رفتار اسٹیل سے بنا ہوا ہے، جو کوبالٹ سے ملا ہوا ہے، اور کراس سیکشن میں اسے بصری طور پر اس طرح دکھایا گیا ہے جیسے حرف "T" الٹا ہوا ہے، جس میں دونوں کراس بار، جیسا کہ یہ تھا، چھوٹا ہوتا ہے۔ کٹنگ ایج کے سرے کا تیز کرنے والا زاویہ سات ڈگری ہے، مینوفیکچرر ایک ملی میٹر کے ایک سے تین پوائنٹ کے دو دسویں حصے تک مختلف موٹائی میں ٹولز تیار کر سکتا ہے۔
زیر غور کٹر کا سب سے بڑا فائدہ چپس کو آسانی سے ہٹانا ہے، کیونکہ جب تکلی کو مخالف سمت میں گھمایا جاتا ہے، تو چپس، اپنے وزن کے زیر اثر، نیچے پھینک دی جاتی ہیں۔ یہ موڈ کام کرنے والی نالی کو خرچ شدہ چپس سے بھرنے کے امکانات کو نمایاں طور پر کم کرتا ہے، جس کا مطلب ہے کہ مشین کے ٹوٹنے یا جام ہونے کا تقریباً کوئی خطرہ نہیں ہے۔ اس طرح کے نوزل کے اضافی فوائد میں شامل ہیں:
- بلیڈ کو تیز کرنے میں آسانی؛
- بڑھتی ہوئی پہنچ پر پروسیسنگ کا امکان؛
- کولنگ کے عمل کی اصلاح (چپس نیچے جاتی ہیں، اور کولنٹ اوپر سے فراہم کیا جاتا ہے)؛
- کٹنگ انسرٹ کے بار بار ری گرائنڈنگ کے ساتھ بھی طویل خدمت زندگی کا قبضہ۔
دوسری چیزوں کے علاوہ، الٹا کٹر میں پوائنٹ کی اونچائی کو ایڈجسٹ کرنے کا نظام ہوتا ہے، جس کی وجہ سے نوزل کی پوزیشن کو پوزیشن میں ایڈجسٹ کرنے کی ضرورت ہوتی ہے جب گاسکیٹ استعمال کرنا محض غیر ضروری ہوتا ہے۔
لاگو مارکنگ
روسی فیڈریشن میں، تین ریاستی معیارات (GOST) ہیں، جو سوویت دور میں تیار کیے گئے تھے اور 1973 سے نافذ ہیں (دستاویز کے ڈیجیٹل نام کے آخر میں ان کا انڈیکس "73" ہے) اور جو کاٹنے کے اوزار کو نشان زد کرنے کے لیے ضابطے قائم کرنے کے لیے ڈیزائن کیا گیا ہے۔ نوزلز کی کوڈنگ اور تیز رفتار سٹیل سے بنی ان کے معیاری سائز معیاری نمبر 18874 کے ذریعے قائم کیے گئے ہیں۔ سخت مصر دات پلیٹوں کے ساتھ نوزلز - معیاری نمبر 18884؛ مڑے ہوئے پلیٹیں ("کاکریل") کاربائیڈ - معیاری نمبر 18894۔ ان معیارات کی تکنیکی جدولوں کا استعمال کیے بغیر نشان لگا کر جیومیٹری اور ٹائپ کو درست طریقے سے قائم کرنا ناممکن ہے۔ تینوں درج ریگولیٹری دستاویزات میں، ہر قسم کا اپنا کوڈ اور جدولوں میں بتائے گئے پیرامیٹرز کی تعداد ہوتی ہے۔ مارکنگ کا واحد قابل فہم معلوماتی عنصر کاٹنے والے حصے کے مرکب کی درجہ بندی ہے۔ مثال کے طور پر، تیز رفتار سٹیل سے بنا ایک صحیح کٹر میں درج ذیل خصوصیات ہیں:
- کراس سیکشن - 16x16 ملی میٹر؛
- لمبائی - 80 ملی میٹر؛
- سر - 15 ملی میٹر؛
- بلیڈ کی چوڑائی - 12 ملی میٹر۔
معیار نمبر 18874 کے مطابق مندرجہ بالا پیرامیٹرز پر عمومی نشان "2120-0519" ہوگا۔ ایک جیسے جیومیٹری کے ساتھ ایک کٹر، لیکن کاربائڈ ڈالنے کے ساتھ، معیاری نمبر 18884 کی بنیاد پر "2130-055 T5K10" کے طور پر نشان زد کیا جائے گا۔ آخری حروف نمبری سیٹ کا مطلب ہے کاربائیڈ کی ساخت میں ٹائٹینیم کاربائیڈ کے ساتھ کوبالٹ کی موجودگی، جہاں 10 مؤخر الذکر کا فیصد ہے۔مزید معلومات کے لیے، کچھ مینوفیکچررز خاص طور پر رنگ میں استعمال ہونے والے مواد کی قسم کو نمایاں کرتے ہیں۔ مثال کے طور پر، اوپر والا "T5K10" پیلا ہے۔
آئی ایس او (انٹرنیشنل آرگنائزیشن فار اسٹینڈرڈائزیشن) کی درجہ بندی میں کٹنگ ٹولز کا تعین کرنے کے لیے دنیا میں ایک عالمگیر بین الاقوامی نظام بھی موجود ہے۔ اس تنظیم کی متعلقہ دستاویز بہت بڑی ہے، بہت سی خصوصیات پر مشتمل ہے، اس لیے مکمل مارکنگ کافی طویل معلوم ہوتی ہے۔ مثال کے طور پر، "QFGD2525R2252H" زمرہ "گروونگ اور ایکسٹرنل کٹس" میں دیا جا سکتا ہے، جہاں:
- Q - کاٹنے ہولڈر؛
- F - اختتام پروسیسنگ؛
- جی - پلیٹ کے طول و عرض؛
- D - ڈبل رخا پلیٹوں کے لیے؛
- 25 - ہولڈر کی اونچائی؛
- 25 - ہولڈر کی چوڑائی؛
- R - بائیں، دائیں، غیر جانبدار؛
- 22 - زیادہ سے زیادہ کام کرنے کی گہرائی؛
- 52 - کم از کم کٹ ان قطر؛
- H چہرے کی نالی کے لیے داخل کی پوزیشن ہے۔
داخلوں کو کاٹنے میں کاربائیڈ استعمال کرنے کے فوائد
اس کے تیز رفتار اسٹیل ہم منصبوں پر کاربائیڈ داخل کرنے کا بنیادی فائدہ یہ ہے کہ اس میں تیز رفتار کاٹنے کی صلاحیت ہے (اسٹیل خالی جگہوں کے لیے 500 m/s تک)۔ مزید یہ کہ، کام کرنے والے علاقے (900 ڈگری سیلسیس تک) میں عام اعلی درجہ حرارت پر اپنی سختی کو برقرار رکھتے ہوئے جیسا کہ اوپر ذکر کیا گیا ہے، ہولڈر کے سر پر کاربائیڈ داخل کرنے کے دو طریقے ہیں - مکینیکل کلیمپنگ اور سولڈرنگ (یا اسی طرح کے دوسرے طریقے)۔ کنکشن جو ایک ٹکڑا ہیں کمپن کے خلاف زیادہ مزاحم سمجھے جاتے ہیں اور عام طور پر ساختی طور پر آسان ہوتے ہیں، خاص طور پر جب شدید بوجھ پر کام کرتے ہیں۔تاہم، تکنیکی طور پر پیچیدہ پیداواری طریقہ کے باوجود، کٹ آف ٹول، جس پر پلیٹ میکانکی طور پر فکس ہوتی ہے، کے بہت سے فوائد ہیں:
- اس کے ہولڈر کے سر پر کام کرتے وقت، کاٹنے کا عنصر طے ہونے پر کوئی تھرمل اثر نہیں ہوتا ہے۔
- ایک اور کٹنگ ایج پر فوری الٹ جانا یا ایک تیز رفتار تبدیلی دستیاب ہے۔
- داخل کو تبدیل کرنے کے بعد، ہندسی خصوصیات کو محفوظ کیا جائے گا۔
کاربائیڈ کے پرزوں کو کاٹنے کے علاوہ، خاص طور پر سخت دھاتوں پر کام کرتے وقت، سیرامکس پر مبنی داخلوں کا استعمال ممکن ہے۔ اگرچہ انہیں زیادہ نازک سمجھا جاتا ہے، لیکن ان میں کاٹنے والے حصے کی لباس مزاحمت میں اضافہ ہوا ہے اور یہ کام کرنے والے علاقے میں بننے والے بہت زیادہ درجہ حرارت (1200 ڈگری سیلسیس تک) پر کام کرنے کے قابل ہیں۔
کاٹنے کے اوزار کو منتخب کرنے کے لئے سفارشات
پیداواری ٹیکنالوجی
زیر بحث کٹر کی قسم خریدتے وقت، مینوفیکچرر کے ذریعہ پیداوار میں استعمال ہونے والے ریاستی معیارات کی ضروریات پر زیادہ توجہ دی جانی چاہئے۔ چھوٹی قیمت کے سوال کو غالب پوزیشن پر قبضہ نہیں کرنا چاہئے۔ اس طرح، incisors، جس کی مینوفیکچرنگ ٹیکنالوجی کی تصدیق نہیں کی جا سکتی، زیادہ دیر تک چلنے کے قابل ہونے کا امکان نہیں ہے، اور ان کو تیز کرنا مشکل ہوگا۔ ٹول پروڈکشن ٹیکنالوجی میں عدم مطابقت کی سب سے آسان علامت اس کی بہت سستی قیمت ہے۔ یہ ہمیشہ یاد رکھنا چاہئے کہ صرف ریاستی معیارات کے مطابق تیار کردہ سامان ہی بغیر کسی رکاوٹ کے تکنیکی ورک سائیکل فراہم کر سکے گا۔
انتخاب کے معیارات
آپ کو یہ جاننے کی ضرورت ہے کہ کٹر انتہائی مخصوص نوزلز ہیں اور انہیں صرف دو کاموں کے لیے استعمال کیا جانا چاہیے - موڑنا اور کاٹنے۔ اس طرح، چھوٹی مرمت کی سہولیات اور گھریلو استعمال کے لیے، آپ کو ضرورت سے زیادہ مہنگے اور پیشہ ورانہ نمونے نہیں خریدنا چاہیے۔اس صورت حال میں، بریزڈ پلیٹ کے ساتھ روسی ساختہ نمونہ حاصل کرنا کافی ممکن ہے، جس کی قیمت میکانکی طور پر جکڑی ہوئی کاربائیڈ پلیٹ کے ساتھ ملتے جلتے نمونے سے 1.5-2 گنا کم ہوگی۔ ایک ہی وقت میں، یہ اصول بڑے پیمانے پر پیداوار پر لاگو نہیں ہوتا ہے، خاص طور پر اگر کٹر CNC مشینوں پر استعمال کیا جائے گا۔ تبادلہ کرنے کے قابل داخل کے ساتھ ہائی ٹیک کٹنگ ماڈل کا کوئی متبادل نہیں ہے۔
خلاصہ کرتے ہوئے، یہ واضح رہے کہ حصول سے پہلے، ممکنہ خریدار کو درج ذیل نکات پر فیصلہ کرنے کی ضرورت ہے:
- مستقبل کے بوجھ کی شدت کا حساب لگائیں؛
- پروسیسنگ مواد کی سختی کو مدنظر رکھیں؛
- مستقبل کے کام کی اقسام پر غور کریں؛
- مطلوبہ سطح کے معیار کے پیرامیٹرز اور پروڈکٹ کے طول و عرض کی درستگی کے درمیان ترجیح کا تعین کریں۔
- ٹولنگ کے لباس مزاحمت کی مطلوبہ ڈگری کو اپنائیں.
ورک فلو کی بنیادی باتیں
کٹر کو تیز کرنا - عام سفارشات
کٹر کی کارکردگی کے ساتھ ساتھ کاٹنے والی قوت اور مجموعی خدمت زندگی کا براہ راست انحصار اعلیٰ معیار کی تیز کرنے پر ہوتا ہے۔ موڑنے والے سامان کے لیے، اس کے دونوں کناروں کو تیز کرنے کا رواج ہے۔ پیسنے کا عمل کئی مراحل میں کیا جاتا ہے، ہر کام کرنے والی کٹنگ سطح کے لیے الگ الگ۔ یہ عمل پیچھے سے شروع ہوتا ہے - آپریٹر کو پچھلی سطح پر تقریباً 5 ڈگری کے زاویے پر کام کرنا چاہیے۔ اگلا، آپ کو کٹنگ ایج کے پچھلے جہاز کو پیسنا چاہئے۔ پیچھے داخل کرنے کے لیے جو زاویہ تیز کرنا ہے وہ کٹ کے کلیئرنس زاویہ سے تقریباً دو ڈگری زیادہ ہونا چاہیے۔ کٹنگ اور پچھلے حصوں کو موڑنے کے بعد، آپریٹر کو فنشنگ کرکے حتمی کاٹنے کا زاویہ بنانا چاہیے۔ سامنے والے حصے کو بھی اوپر بیان کردہ الگورتھم کے مطابق موڑ دینا چاہیے۔یہ یاد رکھنے کے قابل ہے کہ کٹر کے سامنے کا زاویہ ڈبل موڑنے یا ختم کرکے بنایا جانا چاہیے۔ ورکنگ ایج جس کے ساتھ پیسنے کا عمل کیا جاتا ہے وہ پیسنے والی سطح کے ساتھ متوازی سیدھی لائن پر واقع ہونا چاہئے۔
کٹر نصب کرنا
کاٹنے کے طریقہ کار کو صحیح طریقے سے انجام دینے کے لیے اور کٹنگ انسرٹ کے بڑھتے ہوئے لباس کو روکنے کے لیے، ساتھ ہی ساتھ کاٹنے کے بعد اعلیٰ معیار کے اختتامی چہرے کی پروسیسنگ کو یقینی بنانے کے لیے، یہ کٹر کو ورک پیس کے حوالے سے مکمل طور پر سیدھا کھڑا کرنے کے قابل ہے۔ اس کے علاوہ، اسے گردشی محور کے مخالف نصب کیا جانا چاہیے، دونوں سمتوں میں عمودی انحراف 0.1 ملی میٹر سے زیادہ نہ ہو۔ کٹنگ ایج کو ایک ملی میٹر کے دسویں حصے کا ایک چھوٹا سا حصہ بھی اونچا رکھنا بلیڈ کے ٹوٹنے کا باعث بن سکتا ہے، اور کم ترتیب کے ساتھ، ورک پیس پر ایک کٹا ہوا کنارے بن سکتا ہے۔ کم سے کم اوور ہینگ کے ساتھ کٹر کا استعمال کرتے ہوئے، چک کے جبڑوں کے قریب سے زیادہ تک کٹائی کی جانی چاہئے۔ بینچ ٹاپ مشینوں کے ساتھ سخت مواد کی آرام دہ مشینی کے لیے، الٹی یا بہار سے بھرے اوزار استعمال کیے جائیں۔
2025 کے لیے بہترین کٹنگ ٹولز کی درجہ بندی
بجٹ کے اختیارات
تیسرا مقام: Tekhnostal 2130-0001 036258
دائیں ہاتھ کی خوراک کے ساتھ معیاری نمونہ۔ اس کی کل لمبائی 100 ملی میٹر ہے جس کے ہولڈر کی لمبائی 10 ہے، اور اس کی اونچائی 16 ہے۔ T5K10 مواد سے بنا ہے - کاربائیڈ کے ساتھ جڑا ہوا ہے۔ اصل ملک چین ہے، تجویز کردہ خوردہ قیمت 185 روبل ہے۔

فوائد:
- پیداواری مواد کاربائیڈ کے ساتھ جڑا ہوا؛
- کافی لمبائی؛
- کٹنگ ایج سولڈرنگ۔
خامیوں:
- ابتدائی کھردری کی ضرورت ہے۔
دوسرا مقام: "سیکیرا 1781"
بجٹ گروپ کا ایک اور نمائندہ، مضبوط مواد T5K6 (چھوٹے ٹائٹینیم شمولیت) سے بنا ہے۔ اس کی کل لمبائی 140 ملی میٹر ہے، جس کی اونچائی 25 ہے اور اس کی چوڑائی 16 ہے۔ اصل ملک چین ہے، خوردہ زنجیروں میں قیمت 205 روبل ہے۔

فوائد:
- تیاری کے مواد میں ٹائٹینیم کی شمولیت؛
- لمبی بنیاد؛
- بجٹ کی لاگت.
خامیوں:
- ابتدائی تیز کرنے کی ضرورت ہے۔
پہلا مقام: Tekhnostal 2130-0005 030431
یہ کٹر عام سپر ہارڈ اسٹیل گریڈ T5K10 سے بنا ہے جس میں کاربائیڈ امپریگنیشن ہے اور اس میں بریزڈ کٹنگ ٹپ ہے۔ اس کی مجموعی لمبائی 120 ملی میٹر ہے، جس کی اونچائی 20 ہے اور اس کی چوڑائی 12 ہے۔ چین میں روسی لائسنس کے تحت تیار کی گئی ہے۔ ریٹیل اسٹورز میں قیمت 220 روبل پر رکھی گئی ہے۔

فوائد:
- اچھا ہندسی ڈیٹا؛
- تیز رفتار سٹیل استعمال کیا جاتا ہے؛
- سولڈرڈ ٹپ۔
خامیوں:
- ایک بار پھر، ابتدائی تیز کرنے کی ضرورت ہے.
درمیانی قیمت کا حصہ
تیسرا مقام: ٹیکنو اسٹال 036377
یہ ٹرننگ ٹول اس کی توسیع شدہ ہندسی خصوصیات سے ممتاز ہے، بنیاد ٹائٹینیم کے ساتھ جڑے ہوئے مرکب سے بنا ہے۔ اس کی کل لمبائی 170 ملی میٹر ہے، ہولڈر کی چوڑائی 20 ہے، اور اس کی اونچائی 32 ہے۔ چین میں بنایا گیا ہے۔ اسٹور کے لئے تجویز کردہ قیمت 310 روبل ہے۔

فوائد:
- مناسب قیمت؛
- بہترین ہندسی طول و عرض؛
- ٹائٹینیم ڈالیں۔
خامیوں:
- پتہ نہیں چلا۔
دوسرا مقام: "سیکیرا 15125"
صحیح فیڈ کے لئے بیلاروسی صنعت کار کی طرف سے ایک اچھا اختیار. باڈی کاربائیڈ کی شمولیت کے ساتھ تیز رفتار اسٹیل سے بنی ہے۔ اس کی کل لمبائی 140 ملی میٹر ہے، اور ہولڈر کی اونچائی 25 ہے، اور اس کی چوڑائی 20 ہے۔تیاری کا ملک - بیلاروس. تجویز کردہ خوردہ قیمت 410 روبل ہے۔

فوائد:
- اچھی ہندسی خصوصیات؛
- تیز رفتار سٹیل مواد؛
- پیسے کے لیے مناسب قیمت۔
خامیوں:
- نہیں ملا.
پہلا مقام: "سیکیرا 18917"
اس کے طبقہ کے لیے معروف ماڈل۔ یہ ہیوی ڈیوٹی R6M5 سٹیل سے بنا ہے اور اس میں درج ذیل ہندسی خصوصیات ہیں: مجموعی لمبائی - 125 ملی میٹر، ہولڈر کی چوڑائی - 4، ہولڈر کی اونچائی - 18۔ اس کے خصوصی جیومیٹرک پیرامیٹرز کی وجہ سے، اسے چھوٹے تقریباً زیورات کے کام کے لیے استعمال کیا جا سکتا ہے۔ تیاری کا ملک - بیلاروس. دکانوں کے لیے مقرر کردہ قیمت 520 روبل ہے۔

فوائد:
- صحت سے متعلق کام کے لیے ڈیزائن کیا گیا؛
- جدید مواد کا استعمال؛
- حقیقی قیمت۔
خامیوں:
- پتہ نہیں چلا۔
پریمیم کلاس
تیسرا مقام: "MGEHR1212-2"
قابل تبادلہ کٹنگ انسرٹس کے ساتھ استعمال ہونے والا ایک بہترین اور ملٹی فنکشنل ماڈل۔ اعلی استحکام اور طویل آپریشنل مدت میں مختلف ہے۔ معیاری مواد سے بنایا گیا ہے۔ تیاری کا ملک روس ہے، تجویز کردہ خوردہ قیمت 900 روبل ہے۔

فوائد:
- مختلف کاٹنے والی پلیٹوں کے استعمال کا امکان؛
- نالیوں اور کٹوتیوں کی اعلیٰ معیار پر عملدرآمد؛
- کثیر فعلیت اور استعداد۔
خامیوں:
- نہیں ملا.
دوسرا مقام: "24554 Proxxon"
ایک انتہائی عملی غیر ملکی ساختہ ٹول، نالیوں کو کاٹنے اور مواد کو کاٹنے کے لیے بہترین۔ کوبالٹ مواد (سخت) کے ساتھ تیز رفتار اسٹیل سے تیار کیا گیا ہے۔ لیتھ PD-400 کے لیے موزوں ہے۔ اس کے طول و عرض ہیں - 12 x 3 x 85 ملی میٹر۔ تیاری کا ملک - جرمنی۔ خوردہ زنجیروں کے لئے تجویز کردہ قیمت 1300 روبل ہے۔

فوائد:
- کارخانہ دار دنیا کا مشہور برانڈ ہے۔
- اعلی معیار کا کیس مواد؛
- طویل سروس کی زندگی.
خامیوں:
- پتہ نہیں چلا۔
پہلا مقام: "جیٹ 50000909"
یہ نمونہ JET BD-7، 8 اور 920 مشینوں پر کام کرنے کے لیے موزوں ہے۔ یہ گھومنے والے محور سے 90 ڈگری کے زاویے پر مواد کو کاٹنے اور بہت تنگ نالیوں کو کاٹنے کے لیے ہے۔ بھاری بوجھ کے تحت کام کرنے کے قابل، بڑی درستگی کے ساتھ کاٹنے والی ٹیکنالوجی کی ضرورت پڑسکتی ہے۔ اس کے ساتھ کام کرتے وقت، فیڈ کی شرح سے تجاوز نہ کریں! طول و عرض - 150 x 8 x8 ملی میٹر، ملک - صنعت کار - سوئٹزرلینڈ۔ دکانوں کے لیے تجویز کردہ قیمت 2300 روبل ہے۔
فوائد:
- اعلی معیار کی مینوفیکچرنگ مواد؛
- کام کرنے کی صلاحیت؛
- شدید بوجھ برداشت کرنا۔
خامیوں:
- فیڈ ریٹ کے عین مطابق عمل کی ضرورت۔
ایک محاورہ کے بجائے
کٹر مارکیٹ کے تجزیے سے معلوم ہوا کہ گھریلو ضروریات کے لیے روسی خریدار، موڑ کے شعبے میں ایک چھوٹے کاروباری کی طرح، سب سے زیادہ سستے آلے کے نمونوں کو ترجیح دیتے ہیں جو کم قیمت والے حصے میں واقع ہیں۔ اس طرح کے ماڈل میں کٹنگ ایجز سولڈرڈ ہوتے ہیں، اصل کی ضرورت ہوتی ہے، لیکن قیمت میں انتہائی سستی ہوتی ہے۔ یہ بات قابل غور ہے کہ روسی مینوفیکچررز نے بھی اس طرح کے نوزلز کی تیاری کے لیے ٹیکنالوجی کو ایشیا میں منتقل کر دیا ہے - زیادہ تر مقبول کٹر یا تو ایشیائی ممالک میں یا روسی لائسنس کے تحت پڑوسی ممالک میں تیار کیے جاتے ہیں۔ ایک ہی وقت میں، پریمیم طبقہ، جو بڑے پیمانے پر پیداوار پر مرکوز ہے اور شدید بوجھ کی وجہ سے خصوصی برداشت کی ضرورت ہے، کو مغربی یورپ کے نمونوں سے خصوصی طور پر ظاہر کیا گیا ہے۔وہ اعلی معیار کی طرف سے ممتاز ہیں، ان کی قیمت 3-5 آرڈرز زیادہ مہنگی ہے، اور اکثر یہ ملٹی فنکشنل اور آفاقی ماڈل ہوتے ہیں۔
نئی اندراجات
2025 کے لیے بہترین تھرمل سلاد بارز کی درجہ بندی
ملاحظات: 26
2025 کے لیے بہترین حفاظتی جوتوں کی درجہ بندی
ملاحظات: 89
اقسام

2025 میں 50cc تک کے بہترین اور سستے ترین سکوٹرز کی ٹاپ رینکنگ
ملاحظات: 131653

2025 میں اپارٹمنٹ کے لیے بہترین ساؤنڈ پروف مواد کی درجہ بندی
ملاحظات: 127694

2025 میں مردوں کے بہترین جوتے
ملاحظات: 124036

2025 میں بہترین کمپلیکس وٹامنز
ملاحظات: 121942


اسمارٹ فون آرکوس ڈائمنڈ - فوائد اور نقصانات
ملاحظات: 1404


بچوں کی سمارٹ گھڑیاں DokiWatch کا جائزہ
ملاحظات: 3680

2025 کے لیے بہترین روسی نیلے پنیر کی درجہ بندی
ملاحظات: 135
مفید

2025 کے لیے بہترین ویکیوم سیلرز کی درجہ بندی
مناظر: 1939

2025 کے لیے بہترین الیکٹرک ہوبس کی درجہ بندی
ملاحظات: 2342

2025 کے لیے بہترین قابل اعتماد واک بیک ٹریکٹرز کی درجہ بندی
ملاحظات: 17599

2025 میں بہترین اینٹی وائرل
ملاحظات: 33335

2025 کے سرفہرست 15 ہوور بورڈز۔ پیسے کی معقول قیمت
ملاحظات: 29340
مشہور مضامین
-
2025 میں 50cc تک کے بہترین اور سستے ترین سکوٹرز کی ٹاپ رینکنگ
ملاحظات: 131653 -
2025 میں اپارٹمنٹ کے لیے بہترین ساؤنڈ پروف مواد کی درجہ بندی
ملاحظات: 127694 -

2025 کے لیے فلو اور نزلہ زکام کے لیے مہنگی ادویات کے سستے اینالاگ کی درجہ بندی
ملاحظات: 124521 -
2025 میں مردوں کے بہترین جوتے
ملاحظات: 124036 -
2025 میں بہترین کمپلیکس وٹامنز
ملاحظات: 121942 -

بہترین سمارٹ واچز 2025 کی ٹاپ رینکنگ - قیمت کے معیار کا تناسب
ملاحظات: 114981 -

سرمئی بالوں کے لیے بہترین پینٹ - ٹاپ ریٹنگ 2025
ملاحظات: 113398 -

2025 میں اندرونی کام کے لیے لکڑی کے بہترین پینٹس کی درجہ بندی
ملاحظات: 110320 -

2025 میں بہترین اسپننگ ریلوں کی درجہ بندی
ملاحظات: 105332 -

2025 کے لیے مردوں کے لیے بہترین جنسی گڑیا کی درجہ بندی
ملاحظات: 104369 -

2025 میں چین کے بہترین ایکشن کیمروں کی درجہ بندی
ملاحظات: 102218 -

2025 میں بالغوں اور بچوں کے لیے کیلشیم کی سب سے مؤثر تیاری
ملاحظات: 102013