Rating ng pinakamahusay na drills para sa 2025

Para sa mga mahilig sa tinkering at paggawa ng mga gawaing panlalaki sa paligid ng bahay, gayundin sa mga propesyonal, ang industriya ng tool ay nag-aalok ng maraming kapaki-pakinabang na device. Ang pagbabarena ng mga butas at grooves ay marahil ang pinakakaraniwang operasyon. Para sa mga ganitong pangangailangan, ang mga drill ay nilikha, pinahusay at patuloy na ginagawang moderno. Ang nagagamit na tool na ito ay naging isang natatanging elemento kung saan nakasalalay ang katumpakan ng proseso, ang bilis ng pagpapatupad at pagiging maaasahan nito.
Nilalaman
Ano ang mga rig
Mga drill para sa metal
Depende sa uri ng paparating na saklaw ng trabaho at materyal, pipiliin ang isa o ibang uri ng drill.
Disenyo
- uri ng spiral
Ang tool ay nag-iiba-iba sa haba sa hanay na 40 ÷ 400 mm, at may diameter na 1 ÷ 50 mm at itinuturing na klasiko.
Ang isang sukat ng diameter ay pinananatili kasama ang buong haba, kasama ang circumference mayroong isang pagputol gilid sa anyo ng isang tornilyo na may baluktot na uka upang alisin ang machined na materyal, iyon ay, mga chips. Ang elemento ng pagputol ay nadoble sa isang pares, na matatagpuan nang mahigpit sa 180 °.
Ang ganitong kagamitan ay angkop para sa mga butas sa mga metal na may mahusay na lalim at para sa mga blind recesses. Para sa isang partikular na diameter ng butas, dapat pumili ng 1 mm na mas maliit na drill rod, dahil ang mga gilid ng materyal ay masira pagkatapos ng pagbabarena.

- stepped type
Ang elemento ng pagbabarena ay may disenyong korteng kono. Ang gilid ay tumataas patungo sa base sa diameter at may hindi tuloy-tuloy na hugis. Ang isang makinis na pagtaas at isang matalim na gilid ay naroroon sa simula ng isang bagong hakbang, ang proseso ng pagbabarena ay maaaring magsimula sa alinman sa mga hakbang. Ang bawat tier ay may diameter na pagtatalaga sa mm, ang bilang ng mga tier ay nag-iiba mula 5 hanggang 10. Ang ganitong kagamitan ay nagpapahintulot sa iyo na gumawa ng mga butas ng iba't ibang laki sa isang sheet nang hindi binabago ang mga elemento ng pagputol, na nakakatipid ng oras. Ang isang umiiral na butas ay maaaring drilled sa isang mas malawak na diameter sa pamamagitan ng pagsisimula ng proseso sa isang tiyak na drill tier.Dahil ang bawat tier ay bahagi ng iisang istraktura, hindi nito pinapayagan ang lalim ng recess na higit sa 3 mm, na isang makabuluhang limitasyon.
- uri ng korona
Ang guwang sa panloob na bahagi ng disenyo ng amag ay may maraming dulong ngipin. Ang twisted cutting edge ay nagpapatuloy sa bawat ngipin at maaaring nasa hanay na 4÷16. Ang pagkakapareho ng disenyo sa korona ay nagpasiya ng pangalan nito. Sa tulong ng naturang drill, maaari kang gumawa ng malalaking butas na may lalim na metal na 50 mm. Sa ilang mga kaso, ginagamit ang pagsentro sa mga nakapirming helical na elemento o mga pin upang matiyak ang tumpak na trabaho.
- Zenkers
Ang korteng kono ay walang mga hakbang, ang mga gilid ng pagputol ay patuloy na may mga grooves. Ang countersink ay ginagamit para sa maliliit na recesses hanggang 5 mm. Bilang karagdagan sa mga bilog na butas, ang mga oval drill ay maaaring gawin sa pamamagitan ng pagtaas ng diameter. Maaari kang magbasa nang higit pa tungkol sa mga countersink dito.

- Shank
Ang lakas ng attachment ay nakakaapekto sa hindi kanais-nais na posibilidad:
- shift sa gitna;
- pagkasira ng drill;
- pinsala sa materyal ng workpiece.
Ang uri ng attachment ng seksyon ng buntot ay dapat tumugma sa kartutso.
- Uri ng cylindrical
Ang hugis ng silindro ay sumusunod sa disenyo ng cutting edge, ngunit may mas maliit na diameter upang pasimplehin ang paikot na paggalaw kapag bumubulusok sa metal. Tinitiyak ng tatlong clamping tab ang mahigpit na paghawak kapag naka-lock. Ang ganitong uri ay ginagamit sa mga electric drill at maliliit na makina.
- Uri ng hex
Ang hexagonal base ay maayos na lumilipat sa isang cylindrical na hugis at pagputol ng mga alon. Ang view ay hindi nangangailangan ng karagdagang pag-aayos sa pamamagitan ng pag-twist ng kartutso at naka-install sa pagtanggap ng manggas ng mga reciprocal na mukha. Ang mabilis na pagbabago kapag gumagawa ng mga balon na may iba't ibang diyametro ay nakakatipid ng oras.Ang lahat ng mga screwdriver ay tugma sa hex shank. Ang pag-snap ng tool o ang mga reciprocating na paggalaw ay maaaring maging sanhi ng hindi gustong pag-drop out sa chuck. Ang view na ito ay hindi angkop para sa mga balon sa makapal na metal.

- uri ng korteng kono
Ang pagbabawas ng diameter ng bahagi ng buntot sa dulo ay nagbibigay-daan sa iyo upang i-fasten ang elemento na may pagsisikap ng kalamnan. Ang pag-load sa panahon ng operasyon ay nagsisiguro na matatag itong magkasya. Ang pagkuha ay isinasagawa gamit ang isang wedge na hinihimok sa mga puwang ng kartutso. Ang view ay malawakang ginagamit sa mga drilling machine. Pinapayagan na gumamit ng isang intermediate cone na may malaking diameter ng kartutso.
Paraan ng paghahanda
Tinutukoy ng parameter ang lakas; habang buhay; mga uri ng bakal na ipoproseso.
- One piece view
Ang tooling ay nakukuha sa pamamagitan ng paghahagis at ang ganitong uri ang pinakakaraniwan.
Gawa sa high speed na bakal, ang mga ito ay maaaring mga countersink, korona, spiral at cone.
- welded hitsura
Para sa mga diameter ng butas na higit sa 20 mm, ginagamit ang welded tooling; ginamit ang carbon steel upang gawin ang mga shank. Ang bahagi ay may maliit na bahagi ng gastos at isang mahabang buhay ng serbisyo.
- Mga tip sa karbida
Ang Grade BK8 ay iniangkop sa mas mataas na temperatura ng pagbabarena sa mga matigas na metal. Ang one-sided sharpening ng espesyal na teknolohiya ay ginagarantiyahan ang pagtaas sa buhay ng istante. Pinapayagan na palitan ang tip habang pinapanatili ang katawan ng elemento.

Pagmamarka
- HSS
General purpose abbreviation para sa high-hardness at fracture-resistance high-speed steel na may mga impurities.
Tinutukoy ng mga dumi ang uri, katangian at gastos:
Ang P ay doping na may tungsten;
F ay ang pagkakaroon ng vanadium;
Ang M ay ang pagdaragdag ng molibdenum.
- HSS-E
Ang bakal na may karagdagan ng cobalt mula 5% hanggang 8% ay ginagawang angkop ang tool para sa hindi kinakalawang na asero na may lakas na 1200 N/mm². Ito ay kadalasang ginagamit sa mga proseso ng pagbabarena sa mahihirap na materyales na may astringent effect kapag pinainit. Ang pagtatalaga ng HSS-Co ay pinapayagan din.
- HSS TiAIN
Ang pagdadaglat para sa three-layer deposition ng titanium, aluminum at nitride marks tooling na may heat resistance na hanggang 900°. Ang paggawa sa bakal na may lakas na 1100 N/mm² ay pinapayagan.
Ang mga elemento ng HSS-TiAIN ay nagsisilbi nang mahabang panahon at lumalampas sa iba pang mga uri sa mga tuntunin ng buhay ng serbisyo ng 5 beses.
- HSS TiN
Ang sodium nitride ay ginagamit bilang spray sa panlabas na layer. Ang mga katangian ng thermal resistance ay tumataas sa isang threshold na 600°.
Ang isang drill na may ganitong pagmamarka ay angkop para sa mga materyales sa pagbabarena 1100 N / mm² lakas:
- sa cast iron;
- aluminyo;
- haluang metal na bakal;
- carbon steel.
- HSS-G
Ang paggiling gamit ang cubic boron nitride ay ginagawang lumalaban sa abrasion ang cutting part at paglaban sa radial runout. Ang naisasagawang bakal ay angkop lamang na may lakas na 900 N/mm² at ginagamit din kapag nag-drill ng mga cast iron na materyales.
- HSS-R
Ang mga elementong may kumbensyonal na heat treatment at roller rolling ay ginagamit sa trabaho sa cast iron at mild steel grades.
Matigas na haluang metal
Ang materyal ay ginagamit para sa mga tip at ay angkop para sa mataas na temperatura load. Ang tooling ay lubos na lumalaban sa pagsusuot.
Maaaring gamitin para sa pagbabarena:
- sa titan alloys;
- hindi kinakalawang na Bakal;
- mga bakal na lumalaban sa init.
Center drill
Upang makakuha ng mga butas sa mga produktong cast iron at bakal, ginagamit ang metal, cermet alloys, pinagsamang mga elemento ng pagsentro. Ang ganitong kagamitan ay itinuturing na propesyonal at nagbibigay ng mataas na kalidad na pagproseso at katumpakan.Isang mahalagang katangian din ang pagbubukod ng mga pagkakamali at kamalian sa gawain. Mayroong ilang mga kagaspangan sa ibabaw na may kaugnayan sa nagagamit na tool.
Pagbabarena sa kahoy
Ang pagtatayo at pagkumpuni, paggawa ng mga bahagi, maraming intermediate na manipulasyon sa anumang trabaho ay nangangailangan ng pagbabarena sa kahoy.
Disenyo
Ang spiral view ay karaniwan sa mga unibersal na hanay na may kasamang trabaho sa kahoy, metal, at kongkreto.
- Uri ng Forstner
Ang twist drill ay karagdagang nilagyan ng mga elemento ng pagputol, habang ang proseso ay gumagawa ng makinis na mga dingding ng mga butas at isang patag na ilalim.
Gayundin, ang gumaganang bahagi ay maaaring nasa anyo:
- pagsentro;
- patag;
- isang panig para sa malalim na pagbabarena.

- Shank
Ang lahat ng mga bahagi ng buntot ay maaaring nahahati sa:
- uri ng kono;
- cylindrical;
- 3,4,6 faceted;
- SDS.
Ang pagbabarena sa isang kahoy na materyal ay tiyak na sapat na upang pumili ng isang drill na mas mahirap sa istraktura kaysa sa kahoy. Ang isang karaniwang mataas na lakas na bakal, kung saan ang karamihan sa mga drill ay ginawa, ay angkop.
elemento ng formwork
Sa tulong ng tulad ng isang consumable elemento, ang isang butas ay drilled sa pamamagitan ng panloob at panlabas na balat ng mga board sa isang operasyon. Ito ay dahil sa haba na lumalampas sa karaniwan, karaniwang laki.
kongkretong pagbabarena
Para sa naturang trabaho, ginagamit ang isang core, screw at twist drill.
Mga elemento ng singsing
Ang uri ay kinakailangan para sa pagbabarena sa plastic. Maaari mo ring gamitin ang mga elemento ng spiral class.
Diamond tooling
Ang mga elemento ng brilyante ng panulat ay ginagamit para sa pagbabarena sa salamin at ceramic tile. Para sa mas malaking sukat na trabaho - pagbabarena sa reinforced concrete para sa mga kable, mayroong isang espesyal na tool at mga korona ng brilyante para dito.

Pamantayan para sa tamang pagpili
Para sa paunang oryentasyon sa isang malawak na hanay ng mga panukala, mahalagang matukoy ang paparating na saklaw ng trabaho. Para sa paggamit ng bahay o bansa, ang mga unibersal na hanay na may mga bloke ng mga elemento para sa kahoy, metal at iba pang mga materyales ay mas angkop. Kung kinakailangan, maaari kang bumili ng hiwalay na mga drills para sa mga partikular na trabaho.
Susunod, ang uri ng gumaganang bahagi ay napili, na inilarawan nang detalyado sa itaas.
Mahalagang isaalang-alang:
- konstruksiyon;
- materyal ng paggawa;
- haluang metal;
- mga diameter.
Ang shank ay nangangailangan ng tamang diskarte ayon sa magagamit na tool. Dapat kang gabayan ng:
- sa kartutso;
- makunan;
- paraan ng pagkuha ng drill.
Ang halaga ng lahat ng kagamitan ay mula 9 rubles hanggang 18,000 rubles.
bagay:
- propesyonal na diskarte;
- tiyak na gawain;
- kinakailangang tagal ng operasyon.

Mga error sa pagpili
Ang isang baguhan o isang propesyonal na patuloy na nakikitungo sa isang tool ay siguradong haharapin ang problema ng isang kakulangan ng isa o isa pang kagamitan. Imposibleng bumili ng isang set na minsan at para sa lahat ay matugunan ang lahat ng mga pangangailangan. Ang karagdagang pagkuha ng mga drills ng piraso ay maaaring tawaging isang pattern. Ang isang espesyal na proseso ay mangangailangan ng pangkalahatang probisyon. Gayunpaman, ang pagkakaroon ng ilang mga set at piraso ng kagamitan sa arsenal, maaari mong makayanan ang anumang gawain. Hindi ka dapat magsikap na bumili ng isang set na may pinakamataas na bilang ng mga yunit kapag bumubuo ng isang pribadong pagawaan. Gayundin, itinuturing na hindi kapaki-pakinabang ang pagbili ng mga mamahaling elemento ng instrumento sa pag-asang "sa ibang araw ay magiging kapaki-pakinabang ito." Mahalagang makakuha ng karanasan sa gawaing pagbabarena, ang kakayahang makilala sa pagitan ng mga tampok ng proseso at ang kakayahang gumawa ng tamang pagpili ng mga consumable.
Rating ng pinakamahusay na drills

Pangkalahatang-ideya ng pinakamahusay na tooling para sa metal
DeWALT DT7926-XJ
Ang American brand ay kilala sa mga makabagong pagpapatupad nito at mataas na manufacturability.

Mga kalamangan:
- isang set ng 29 piraso ng iba't ibang diameters 1÷13 mm;
- intermediate at buong halaga;
- buong saklaw ng mga pangangailangan sa pagbabarena;
- may trihedral shanks;
- maaasahang pag-mount ng kartutso;
- ang pagkakaroon ng tatlong sectional storage case para sa Midisafe;
- na may mabilis na pagbabarena;
- pangmatagalang kaligtasan ng hasa;
- angkop para sa propesyonal na paggamit;
- na may pagmamarka sa itaas ng lugar ng pagtatrabaho para sa madaling oryentasyon sa kinakailangang diameter.
Bahid:
- malakas na pag-init ng isang drill na may manipis na diameter.
AEG 4932352463
Ang tatak ng produkto ay hiniram mula sa isang wala nang kumpanyang Aleman, ngunit nanatili ang tiwala sa kalidad at katanyagan. Nagbibigay-daan ito sa kumpanyang Swedish na Electrolux at isang grupo ng mga kumpanyang Tsino na Techtronic Industries na gumawa ng mga sikat na device at malawak na ibenta ang mga ito sa buong mundo.

Mga kalamangan:
- set ng 18 piraso;
- dinisenyo para sa mga manipulasyon sa mga materyales na gawa sa kongkreto, metal, kahoy;
- klase ng badyet;
- mataas na pagtutol sa mga naglo-load ng patuloy na paggamit;
- tandaan ng mga gumagamit ang isang malawak na sukat ng mga diameter;
- maginhawang kaso;
- materyal ng produksyon - mataas na kalidad na bakal;
- magtrabaho sa mga sample ng bakal na Sobyet;
- mahabang pangangalaga ng hasa;
- isang karagdagang kompartimento sa kaso.
Bahid:
- walang diameter na 11/13 mm para sa metal na kinakailangan para sa pag-install ng mga kandado;
- na may malaking anggulo ng drill na 10 mm, na nangangailangan ng pre-drill.
Metabo 627098000
Ang tatak ng kumpanyang Aleman na Metabo werk GmbH ay itinayo noong 1924 at kumakatawan sa mataas na kalidad na mga tool sa kuryente, kagamitan sa paggupit, kagamitan sa paggawa ng kahoy ng sarili nitong produksyon.

Mga kalamangan:
- ergonomya;
- kumportableng pagkuha ng mga elemento;
- ang paggiling ay ginagamit sa produksyon, na nagpapataas ng lakas ng gilid;
- pagkakaroon ng lahat ng kinakailangang diameters;
- may mga intermediate na halaga;
- pagiging maaasahan ng kaso ng bakal;
- isang mahusay na pagpipilian para sa mga gawa sa bahay at bansa;
- walang gilid overheating sa operasyon;
- rotational force nang walang runout.
Bahid:
- average na bilis ng pagbabarena;
- mayroong karagdagang hasa na may katanggap-tanggap na pagkasira ng cutting edge.
Bosch Robust Line2.607.019.925

Ang tatak ng mga korporasyong Aleman na si Robert Bosch gmbH, Siemens AG ay pinalamutian ang maraming device na ginawa sa pinakamahusay na mga tradisyon ng pangmatagalang kalidad at gamit ang mga pinakabagong teknolohiya.

Mga kalamangan:
- gawa sa high speed steel na may cobalt alloying;
- nabibilang sa klase ng mahusay na lakas;
- angkop para sa paghawak ng lahat ng uri ng mga metal;
- eksklusibong hasa ng tagagawa;
- mahabang buhay ng serbisyo;
- mahusay na wear resistance.
Bahid:
- walang mga intermediate na halaga;
- para lamang sa butas hanggang ø10 mm;
- inirerekomendang pampadulas, na hindi kasama sa kit.
Irwin Titanium 10503991
Isang brand mula sa sikat na American manufacturer na Irwin Industrial Tools, na dalubhasa sa tooling para sa mga propesyonal na tool, ang produksyon nito ay bahagi ng pandaigdigang korporasyon na Newell Rubbermaid.

Mga kalamangan:
- pinahiran ng titanium nitride;
- nadagdagan ang tibay;
- nabawasan ang alitan sa panahon ng pagbabarena;
- intermediate gradation;
- na may sharpening angle na 135°;
- maginhawang hanay ng 15 mga yunit;
- katanggap-tanggap na presyo;
- magagamit ang online na pagbili;
- makipag-ugnayan sa pagbabarena.
Bahid:
- hindi mahanap.

Ang pinakamahusay na mga accessory para sa pagbabarena ng kahoy
Heller TD24646CV
Ang kumpanyang Aleman ay dalubhasa sa paggawa ng mga nagagamit na kasangkapan at may pagkilala sa buong mundo. Ang karanasang natamo ng higit sa 160 taon ng pag-iral, kakayahan, malawak na pagpili at hindi maunahang kalidad ay ginawa ang tatak na isang nangunguna sa bahagi ng pagbabarena at pagbabarena.

Mga kalamangan:
- uri ng spiral;
- pinakamababang diameter 3 mm;
- isang set ng 10 item;
- na may isang malakas na kaso;
- nailalarawan sa pamamagitan ng mabilis na pagtagos;
- mahusay para sa paglutas ng mga problema sa sambahayan;
- na may maginhawang pag-alis ng chip.
Bahid:
- ang pagtatalaga ng diameter ay hindi sapat na malinaw, nangangailangan ng karagdagang diin.
Encore 19131
Ang trademark ng domestic manufacturer ng mga power tool ay kinikilala ng Russian consumer para sa katatagan at pagiging maaasahan ng presyo.

Mga kalamangan:
- kakulangan ng pambubugbog sa trabaho;
- pangmatagalang pangangalaga ng pagpapatalas ng pabrika;
- magandang ratio ng presyo/kalidad;
- magagamit sa mga online na tindahan;
- unibersal na pagpili ng mga diameters para sa iba't ibang pangangailangan.
Bahid:
- disposable ang packaging, kailangan ang storage space.
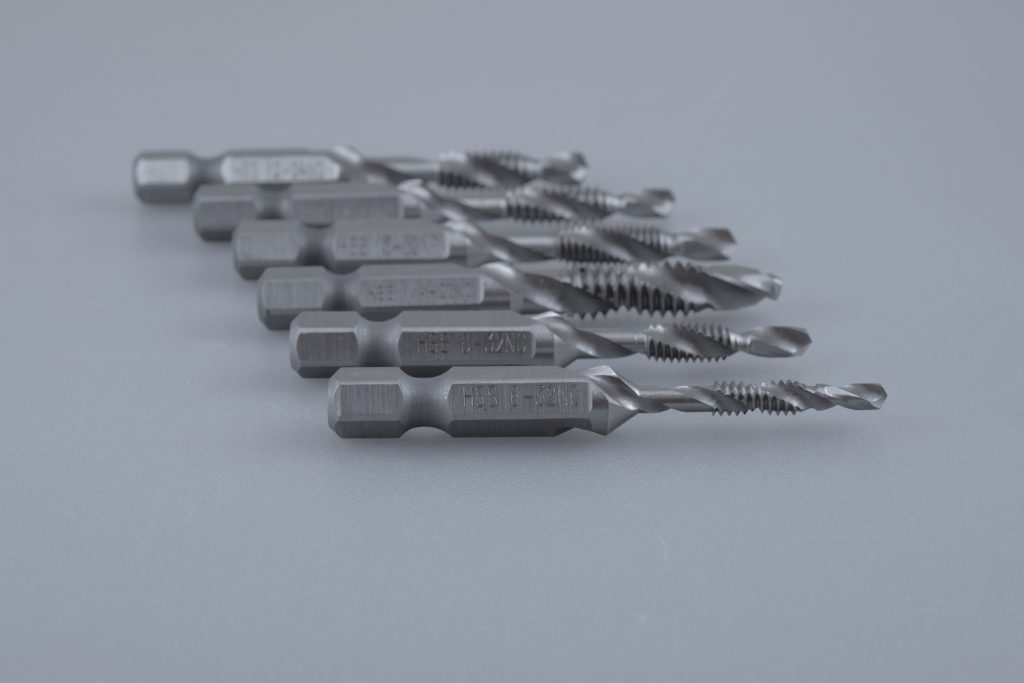
Dalubhasa sa ZUBR 2948-235-N6

Ang tatak ng kumpanyang Ruso na Masternet ay kilala sa merkado nang higit sa 20 taon. Ang mga produkto ay malawakang ginagamit kapwa ng mga hindi propesyonal at sa pang-industriyang produksyon.
Mga kalamangan:
- magandang kaso;
- set ng 6 na yunit;
- drill uri ng tornilyo;
- hex shank;
- para sa mabilis na pagpasok mayroong isang centering tip ng isang spiral type;
- gawa sa tool steel;
- presyo ng badyet;
- nang walang pagkatalo sa aktibong mode;
- mahusay na pagpapanatili ng hasa.
Bahid:
- maaaring kailanganin ang mga karagdagang diameter.
Milwaukee Forstner 4932363704
Ang American brand ay sikat sa mataas na teknikal na katangian, kalidad ng kasiguruhan at abot-kayang presyo.

Mga kalamangan:
- na may isang cylindrical shank;
- ang nagtatrabaho bahagi ay 50 mm;
- tumpak na pagbabarena na may perpektong pagproseso;
- na may sentrong punto.
Bahid:
- para sa mga espesyal na gawain.
D.Bor 840280002D
Isang unibersal na tatak kung saan ang paggawa ng mga tool ay isinasagawa sa Europa at Asya.

Mga kalamangan:
- na may isang cylindrical na buntot;
- sa isang piraso;
- na may sharpening angle na 118°;
- abot-kayang presyo;
- ang pagkakaroon ng malalim na mga grooves para sa maaasahang pag-alis ng chip;
- gawa sa espesyal na bakal.
Bahid:
- hindi natukoy.

Ang pinakamahusay na mga elemento ng brilyante at pagsentro
Stayer 2986-06 BK6
Ang German na kumpanya na Kraftool GmBH ay kilala sa buong mundo para sa Stayer brand, kung saan ginagawa ang mga hand-held power tool.
Mga kalamangan:
- uri ng balahibo;
- na may isang piraso na kumpletong hanay;
- abot-kayang presyo;
- mayroong isang online na pagbebenta;
- nagbibigay para sa proseso ng pagbabarena sa mga ceramic tile, salamin;
- tip ng brilyante.
Bahid:
- hindi mahanap.
CNIC D 8x20x80x21 P18 8x80mm
Ang bersyon ng badyet ng produksyon ng Tsino ng sektor ng industriya ay kinakatawan ng isang de-kalidad na tool na nagagamit. Ang P18 ay nagpapahiwatig ng materyal ng paggawa - mataas na bilis ng bakal at 18 porsiyento ng tungsten.

Mga kalamangan:
- ipinakita bilang isang piraso;
- na may diameter na 8 mm;
- double-sided na uri;
- mataas na katumpakan sa trabaho;
- pagsusuot ng pagtutol;
- pagsentro ng klase.
Bahid:
- nawawala.

| Pangkalahatang-ideya ng pinakamahusay na mga drills | ||||||
|---|---|---|---|---|---|---|
| 1. | Ang pinakamahusay na tool para sa metal | |||||
| Modelo | Shank, hugis | Packaging, bilang ng mga yunit | Mga sukat, mm | Pagmamarka | karagdagang impormasyon | |
| DeWOLT DT7926-XJ | silindro | 29 | 1÷13 | HSS-G | 3 gilid ng shank | |
| AEG 4932352463 | −”− | 18 | 3÷10 | HSS-R | - | |
| Irwin Titanium | −”− | 15 | 1,5÷10 | HSS-G Tin | na may tamang pag-ikot | |
| Metabo 627098000 | −”− | 25 | 1÷13 | HSS-G | tamang pagputol | |
| Bosch Robust Line | −”− | 10 | 1x12÷10x87 | HSS Co | na may sharpening angle na 135° | |
| 2. | Ang pinakamahusay na mga accessory para sa pagbabarena ng kahoy | |||||
| Heller TD24646 | silindro | 10 | 3÷12 | - | na may pag-alis ng chip | |
| D.Bor 840280002D | −”− | 1 | 28*100*400 | - | na may sharpening angle na 118° | |
| Milwaukee Forstner 4932363704 | −”− | 1 | 12*50*90 | - | na may 8 Round Shank | |
| Encore 19131 | −”− | 5 | 4÷10 | HSS | - | |
| Dalubhasa sa ZUBR | heksagono | 6 | 6*160*235÷18*160*235 | kasangkapang bakal | na may mabilis na pagpasok | |
| 3. | Ang pinakamahusay na brilyante at center drills | |||||
| Stayer 2986-06 BK6 | silindro | 1 | 6*65 | brilyante | ginamit na may coolant | |
| CNIC D 8x20x80x21 | - | 1 | 8*25*80 | P18 | may hawak na ø20 mm | |
Konklusyon
Ang isang malawak na hanay ng mga kagamitan ay magagamit para sa pagbabarena at pagbabarena sa iba't ibang mga materyales. Ang mga elemento ng pagputol ay naiiba sa uri, disenyo, gumaganang bahagi, shank, presyo, tagagawa at maraming iba pang mga parameter. Ang merkado ay nag-aalok ng mga drills ng parehong Russian at dayuhang produksyon. Para sa tamang pagpili, mahalagang magkaroon ng karanasan sa paghawak ng naturang tool, sumunod sa pinakamainam na pamantayan at magpatuloy mula sa gawaing nasa kamay.
mga bagong entry
Mga kategorya




Ang pinakamahusay na men's sneakers noong 2025
Mga view: 124030

Ang Pinakamahusay na Mga Kumplikadong Bitamina sa 2025
Views: 121937





Kapaki-pakinabang




Pinakamahusay na Antivirals sa 2025
Views: 33333

Mga Popular na Artikulo
-
Nangungunang ranggo ng pinakamahusay at pinakamurang mga scooter hanggang 50cc sa 2025
Views: 131649 -
Rating ng pinakamahusay na soundproofing na materyales para sa isang apartment sa 2025
Views: 127688 -
Rating ng murang analogues ng mga mamahaling gamot para sa trangkaso at sipon para sa 2025
Views: 124517 -
Ang pinakamahusay na men's sneakers noong 2025
Mga view: 124030 -
Ang Pinakamahusay na Mga Kumplikadong Bitamina sa 2025
Views: 121937 -

Nangungunang ranggo ng pinakamahusay na smartwatches 2025 - ratio ng kalidad ng presyo
Views: 114978 -

Ang pinakamahusay na pintura para sa kulay-abo na buhok - nangungunang rating 2025
Views: 113393 -

Pagraranggo ng pinakamahusay na mga pintura ng kahoy para sa panloob na trabaho sa 2025
Views: 110318 -

Rating ng pinakamahusay na spinning reels sa 2025
Views: 105327 -

Pagraranggo ng pinakamahusay na mga sex doll para sa mga lalaki para sa 2025
Views: 104363 -

Pagraranggo ng pinakamahusay na mga action camera mula sa China noong 2025
Views: 102214 -

Ang pinaka-epektibong paghahanda ng calcium para sa mga matatanda at bata sa 2025
Mga View: 102010