Betyg av de bästa svetstraktorerna och vagnarna för 2025

En svetsvagn (eller en svetstraktor) är en speciell typ av självgående utrustning som används för att kontinuerligt och exakt flytta svetsbrännaren (eller flera) längs den erforderliga banan under svetsprocessen. Den lilla storleken på denna mekanism gör att den kan användas i de mest otillgängliga positionerna. Denna typ av mekaniserad anordning kan svetsa sömmar med ökad längd, samtidigt som man eliminerar faktorn för mänskliga fel och upprätthåller en hög kvalitet på det utförda arbetet.

Innehåll
Grundläggande designdetaljer
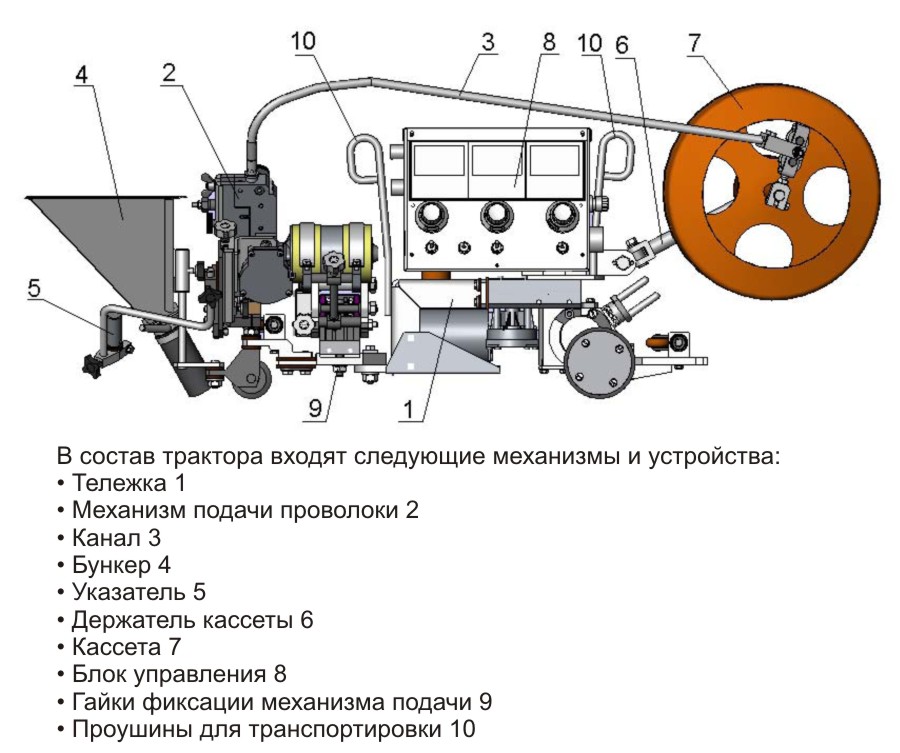
Med hjälp av svetsvagnen utförs elektrisk bågsvetsning. Som vilken automatisk maskin som helst fungerar den enligt ett visst program, har speciella hjul som den rör sig med. Huvuddraget hos denna apparat kan kallas dess självgående - rörelse utförs längs skenor (läggs längs sömmens axel) oberoende eller rörelsevektorn bestäms av en person. Vagnarna är ganska kompakta och det är mycket lätt att transportera dem mellan intilliggande rum på grund av att skenorna för rörelse är lätta och de kan bäras med enheten. Det huvudsakliga arbetselementet är svetshuvudet, genom vilket flytande gas tillförs. Förbrukningstråd och skyddande flussmedel spelar också en stor roll. I allmänhet är enhetens design som en vagn med en kontrollpanel, på vilken själva traktorn och ytterligare mekanismer är placerade. De flesta av detaljerna kan antingen byggas in i mekanismen eller tas ur dess design. I sig själva används de beskrivna enheterna oftast i industriföretag och i verkstäder på mellannivå. De kan användas både separat och som en del av en stor transportör.Mängden möjlig funktionalitet kommer direkt att påverka priset på vagnen (till exempel har dyrare modeller möjligheten att automatiskt kontrollera korrektheten av geometrin för den applicerade sömmen eller kan självständigt reglera mängden skyddsflöde som utfärdas).
Befintlig klassificering
Hittills har flera typer av utrustning under övervägande utvecklats, som kan grupperas enligt vissa kriterier. Om vi pratar om antalet motorer som är installerade i svetsvagnen / traktorn, kan de delas in i:
- Enmotor - all rörelse utförs med en enda motor (de har enklare tekniska egenskaper, men de är lätta i vikt);
- Dubbelmotor - vagnens rörelse styrs av två motorer längs olika axlar (en sådan enhet är mer massiv, men har en högre grad av tillförlitlighet, och dess parametrar kan justeras på en finare nivå).
Klassificering enligt de använda skyddsmetoderna kan ske enligt följande typer:
- "Öppen bågsvetsning" - med denna metod används inget skydd alls, därför kan sömmen utsättas för olika negativa påverkan, men själva produktionsprocessen blir billigare;
- "Med gasskydd" - med denna metod, genom att skapa en skyddande miljö från aktiva / inerta gaser, tillåts syre inte att komma in i sömmen och det utsätts inte för andra negativa påverkan;
- "Sänkt båge" - i denna metod används ett extra flussmedel, vilket förbättrar kvaliteten på sömmen på metallen som svetsas och samtidigt skyddar produktionen från negativ påverkan;
- "Användning av en icke förbrukningsbar elektrod" - tillsatsmaterialet används helt enkelt inte i svetsprocessen.
Klassificering enligt metoden för samtidigt stödda svetsbågar:
- Enkelbåge - leder en båge, anpassad för de flesta traditionella operationer, är den enklaste metoden och används i enmotoriga vagnar;
- Tvåbågar - kan leda ett par bågar parallellt, medan svetsning sker samtidigt, vilket avsevärt påskyndar de flesta komplexa operationer, till exempel vid massproduktion;
- Trebågar - kapabel att introducera tre bågar samtidigt och är avsedd för professionellt svetsarbete av hög komplexitet (kan endast användas i tvåmotorsystem).
Svetstraktor med PU för alla lägen
Denna typ av traktor körs på flexibla stål/aluminiumskenor, som är fixerade till den bearbetade strukturen med magnetiska klämmor. Skenans flexibilitet gör att du kan upprepa konturerna av det svetsade föremålet, medan sömmen kommer att appliceras strikt enligt det specificerade mönstret. Denna automatiseringsmetod är extremt produktiv för att skapa kontinuerliga och långa sömmar. En av de viktigaste egenskaperna hos denna typ av traktor är också deras innovativa kontrollfunktion, tack vare vilken hastigheten på vagnen bibehålls oavsett vilken last som tas emot (inom 45 kilogram). Detta faktum innebär att traktorn under drift kan dra upp svetstrådmatarna, liksom de kablar som krävs för driften av anordningen.
För att öka flexibiliteten i den automatiserade processen har flera programmallar tagits fram.Det finns traktorer som arbetar enligt programmet för utförande av svetsfogar i en kedja av enkla operationer ("Omedelbar start", "Stopp", "Start av svetsbågen", "Svetsning", "Stopp", "Repeat" ). Som ett resultat är syftet med att använda algoritmmallar att öka hastigheten och noggrannheten vid svetsning, vilket avsevärt påskyndar produktionsprocessen jämfört med klassisk manuell svetsning. Således är PU (mjukvarukontroll) ett idealiskt alternativ för implementering av storskaliga projekt där det är nödvändigt att automatisera samma typ av processer.
Detaljerade funktionella fördelar med att använda svetstraktorer
Användningen av självgående svetstraktorer för halvautomatisk svetsning i skyddsgaser spelar en viktig roll inom området för full automatisering av komplexa produktionsprocesser. De förändrar kvalitativt arbetsförhållandena, hastigheten och noggrannheten i jämförelse med konventionell manuell svetsning, och bland deras omedelbara fördelar är:
- Tillämpning av standardsvetsutrustning - vid permanent användning inom svetstraktorindustrin finns det inte längre ett behov av att köpa några andra alternativ för specialanordningar - de flesta traktorer är lätt kompatibla med traditionella halvautomatiska svetsmaskiner och ett brett utbud av svetsbrännare.
- Det finns inget behov av ekonomiska kostnader för ytterligare utbildning av operatörer - driften av själva svetsvagnen är intuitiv, och den kan användas av alla svetsare som är bekanta med driften av halvautomatiska maskiner. Det enda är att du fortfarande måste gå igenom den inledande genomgången, men det kan ta max 2 dagar.Dessutom tillåts vagnsvetsning att anförtros även till de specialister som har lägre kvalifikationer även i förhållande till den manuella processen. Detta beror på det faktum att huvudsvetsparametrarna (trådmatningshastighet, spänning och ström) är förinställda av mer erfarna specialister direkt på kontrollpanelen, och svetskontrollhastigheten (vagnhastighet) och svetsbrännarens lutning i förhållande till ytan som ska behandlas ligger också utanför den aktuella operatörens kontroll och bestäms i förväg. Operatören behöver alltså bara placera vagnen i rätt läge över föremålet som ska svetsas, välja önskat svetsläge och trycka på "Start"-knappen. Efter det återstår det bara att visuellt kontrollera hela proceduren.
- Förbättring av den övergripande kvaliteten - vid svetsning med traktor kommer avståndet från brännarens vinkel (både över och längs skarvarna) till utgången från svetsbrännarens munstycke, som ställer in bågstorleken, att vara permanent och kontrolleras av svetsningen ficklampa installerad i hållaren. Hastigheten förblir oförändrad under hela bågsträckan längs skarven. Banan för att flytta bågen är också föremål för kontroll. Allt detta bidrar till kontrollerad penetration, skapandet av en fint flagnande och enhetlig svetsstruktur, förhindrande av underskärningar, en ökning av den applicerade svetsens geometriska kvalitet och skapandet av ett jämnt flöde till basmetallen i den avsatta strängen. När du använder brännarens oscillerande block förbättras svetskvaliteten på sömmarnas yt- och fyllningsvulster med många pass.Även om svetsfogen inte är ordentligt sammansatt kan god arbetskvalitet erhållas genom att de flesta vagnar har stopprullar som kan spåra foglinjen samtidigt som svetsbrännarens väg korrigeras.
- Att öka intensiteten i svetsprocessen - det är naturligt att all automatisering av vilken process som helst gör det möjligt att öka intensiteten av arbetet. När det gäller ämnet vagnsvetsning, enligt statistik, kommer arbetsintensiteten att öka med 40-45% av den totala arbetstiden, vilket motsvarar en besparing på cirka tre eller tre och en halv timme per skift, jämfört med manuell svetsning. I de fall då dyra och multifunktionella svetstraktorer används kan denna siffra närma sig besparingar på fem eller sex timmars arbetstid per skift. Som ett enkelt exempel kan följande situation nämnas: även en erfaren svetsare med en viss uthållighet kommer sällan att kunna göra en söm längre än en meter utan att ändra sin position. I vilket fall som helst måste han antingen röra sig längs sömmen som görs eller ändra arbetsstyckets position. Genom att utföra dessa operationer tvingas svetsaren naturligtvis att släcka bågen. När han återupptar arbetet och före den obligatoriska svetsningen av sömmens överlappning med 15-25 millimeter, måste han först rengöra sömmens ände från filmer och stänk. Svetstraktorn, å andra sidan, rör sig utan avbrott och svetsar samtidigt en söm längs vilken längd som helst, så den behöver inte ändra sin position (som en svetsare) samtidigt som den avbryter operationer. Därför förekommer inte periodiskt avbrott i svetsarbetet.Dessutom kommer frånvaron av behovet av periodisk vila av svetsaren också att spela en betydande roll, eftersom det inte är nödvändigt att permanent kontrollera svetshastighetens fortskridande och samtidigt upprätthålla den korrekta elektrodräckvidden för att erhålla en bättre svetsning. Detta visar att operatören inte bara kan övervaka sin egen lilla del av bågen, utan han kan också kontrollera situationen i allmänhet, inklusive att titta på andra operatörers handlingar som behandlar samma objekt för att i tid samordna sina handlingar med dem . Detsamma kan sägas om kontrollen över själva strukturens beteende under arbetets gång. Ett stort plus kan vara användningen av en enhet med två svetsbrännare, vilket gör det möjligt att samtidigt utföra två sömmar parallellt eller göra två pass längs samma söm när man separerar kanterna. Samtidigt kan en operatör betjäna flera vagnar samtidigt, vilket ytterligare ökar produktiviteten med flera gånger.
- Att minska andelen inom området för deformationssvetsning - kontroll över värmetillförsel gör att du kan minska den totala procentandelen av deformation av den bearbetade strukturen efter avslutat arbete. Denna omständighet är en direkt konsekvens av det faktum att mycket exakta svetsparametrar upprätthålls under bearbetningen - bågspänning och svetshastighet, vilket inte kan uppnås inom ramen för manuell produktion. Dessutom, den konstanta släckningen / tändningen av bågen när svetsaren rör sig längs sömmens längd, liksom behovet av att utföra proceduren för att stänga sömmen - allt detta påverkar risken för efterföljande deformationer. Det bör noteras att suturering med två vagnar samtidigt kommer att minska risken för eventuella negativa konsekvenser med hälften.
- Besparingar på svetstillsatsmaterial - denna omständighet uppstår på grund av genomförandet av finare justeringar av svetsparametrar och deras underhåll under hela arbetet. Som huvudfaktor kan man peka ut minskningen av förluster i volymen av svetstråd under stänk. Det påverkar också frånvaron av avbrott under arbetet, när man rör sig längs svetsarens fog, och faktiskt själva återupptagandet av arbetet (avsaknaden av behovet av att överlappa sömmarna sparar avsevärt svetsmaterial). Antalet pass kan minskas på grund av möjligheten att svetsa med tvärgående vibrationer. Dessutom, med enhetligheten och homogeniteten i alla operationer, minskar förbrukningen av skyddsgas, vilket kommer att vara en betydande artikel när det gäller besparingar när dyra argonbaserade gasblandningar används för skydd.
- Hjälpprocesser kommer att kräva mindre kostnader - kostnaden för ytterligare operationer, såsom rengöring av den värmepåverkade zonen och sömavgradning, samt avlägsnande av sömförstärkningen, kommer att minska avsevärt på grund av att släta och snygga sömmar redan kommer att erhållas i första passet. En minskning av nivån av stänk kommer också att påverka kostnaderna för injektering.
- Öka produktionens miljönivå - miljövänliga arbetsförhållanden kommer att uppnås på grund av att svetsaren kommer att vara på operatörens plats, och inte sitta i närheten av röken och värmen som genereras vid bågsvetsning.
Som ett resultat, med användning av traktorsvetsning, är det möjligt att automatisera vilket som helst, även ett litet, företag och få det till ett "plus".Detta gäller särskilt för de företag där personalen av specialister har tillräcklig erfarenhet av att arbeta med halvautomatisk svetsning i skyddsgaser - då kommer resultatet att uppnås på kortast möjliga tid och kommer att bli mer uttalat. Dessutom kommer introduktionen av vagnar / traktorer inte att kräva extremt stora investeringar och kommer att betala sig ganska snabbt (om inte ett superstort och komplext projekt planeras) och det finns tid för installation:
- Vissa vagnsmodeller kostar ännu mindre än sina motsvarigheter med nedsänkt traktor;
- Trots att inköpsvolymerna av förbrukningsvaror (skyddsgaser och förbrukningstråd) kommer att förbli på samma nivå, kommer deras kostnader att minska avsevärt;
- Det finns inget behov av att köpa ytterligare utrustning för att kalcinera flödet, samt att utrusta ett speciellt rum för detta;
- Det finns inget behov av en radikal förändring av tekniken för de processer som utförs (det finns till exempel inget behov av att introducera nya typer av kantskärning);
- Det finns inget behov av att utbilda personal i nya svetsmetoder, respektive, det kommer inte att behövas ytterligare certifiering och intyg av arbetare.
Befintliga brister
Tyvärr, med alla betydande positiva aspekter, har de enheter som övervägs också betydande nackdelar:
- Innan du börjar arbeta måste du göra alla inställningar mycket exakt;
- Precisionsutrustning är föremål för komplexa haverier, så snabba reparationer och återupptagande av arbetet är extremt tveksamt;
- Det finns specifika begränsningar för den maximala/minsta diametern för öglor;
- Själva tekniken har oftast en liten massa, men en oavsiktlig överbelastning på den kan snabbt inaktivera den;
- Drift kräver vissa färdigheter, vilket gör denna teknik dåligt tillgänglig för små företag;
- Högt pris.
Problem med kompetent val
Varje svetsuppgift har sina egna specifika parametrar som måste kontrolleras noggrant vid köp av vagn/traktor. För uppgifter med små volymer som inte involverar särskild komplexitet och endast kräver konstant utförande av samma typ av operationer, är enmotoriga maskiner utan programkontroll ganska lämpliga. De är lätta att använda, ger inga speciella svårigheter i händelse av reparationssituationer. I händelse av att ett storskaligt projekt krävs, och ännu mer dess genomförande på kort tid, är det bättre att köpa flerbågs- och multimotorprover. Detsamma kommer att gälla genomförandet av massproduktion.
VIKTIG! När du köper bör det huvudsakliga urvalskriteriet vara indikatorn för maximal och lägsta ström, såväl som storleken på de förbrukningsbara trådarna som används!
Betyg av de bästa svetstraktorerna och vagnarna för 2025
Budgetprissegment
2:a plats: "EvoSAW 1250-II"
Denna självgående apparat är anpassad för att självständigt utföra svetsarbete med flussmedel; strukturellt uppdelad i två block (faktiskt automatiserad enhet och växelriktarströmförsörjning). Det kännetecknas av en ökad arbetshastighet - inom sextio sekunder kommer det enkelt att slutföra en söm med en längd på 10 till 15 centimeter. Arbetsuppgifternas hastighet kommer dock att påverkas av tjockleken på metallen som bearbetas. Växelriktaren kan bland annat användas som fristående utrustning för skärning till ett givet djup (luftbågsmejsling) eller som manuell svetsmaskin. Paketet innehåller ett system för skydd mot kortslutning och överhettning.Ursprungslandet är Ryssland, det rekommenderade detaljpriset är 250 000 rubel.

Fördelar:
- Närvaron av skydd;
- Möjlighet till separat användning av element;
- Kvalitetsbygge.
Brister:
- Det har begränsningar för tjockleken på den svetsade metallen.
1:a plats: ADF-1000
Detta prov från en rysk tillverkare kan utföra flerskikts- och enkelskiktssvetsning med beläggning av förbrukningsbar tråd under flussskydd. Det kommer dock att kräva en trefas elektrisk anslutning. Mjukvaran som medföljer i satsen löser problemet med att synkronisera rörelsehastigheten och matningen av elektrodtråden. Enheten kan röra sig både längs förinstallerade skenor och direkt på ytan av det föremål som bearbetas. En fjärrkontroll finns tillgänglig, genom vilken det även är möjligt att justera svetsspänningen. Arbetselementet - huvudet - är rörligt, kan installeras i en viss vinkel mot arbetsytan. För att underlätta visuell kontroll finns en laserdesignator i designen. Sömmar kan appliceras både i ringformad och i en rak linjeteknik. Enheten kan svetsa utan skärkanter eller med dem (rumpa), sammanfoga i "oxen" (i en vinkel) och överlappande sömmar. Det rekommenderade priset är 260 000 rubel.

Fördelar:
- Rörelse på arbetsobjektets yta är tillgänglig;
- Närvaron av en lasermarkör;
- Har en fjärrkontroll.
Brister:
- En trefas nätanslutning krävs.
Mellanprissegment
2:a plats: Promotech LIZARD
Detta prov har en stabil rörelsehastighet, som förblir oförändrad under hela arbetsflödet.Detta faktum gör det möjligt att uppnå extrem precision i appliceringen av svetsen, samt att säkerställa dess förbättrade kvalitet. Samtidigt kommer fyllnadsmaterialet att användas extremt ekonomiskt. Maskinen kan programmeras för att sy en lång eller specialsöm med stygn. Endast genom att trycka på två knappar är det möjligt att bestämma typen av önskad söm, medan parametrarna för längd, radavstånd, sömfyllning, kraterfyllningstid redan kan förinställas. Ett mycket viktigt alternativ är närvaron av en oscillerande enhet, med hjälp av vilken de nödvändiga kriterierna för svetsoperationen väljs automatiskt. Detta block utökar avsevärt enhetens kapacitet, vilket är särskilt viktigt för vertikala sömmar och sömmar med skärning längs kanten. Det rekommenderade priset är 312 000 rubel.

Fördelar:
- Styv och lätt kropp i ett stycke;
- Närvaron av ett magnetiskt positioneringssystem;
- Kan spela in upp till 40 programmallar.
Brister:
- Inte upptäckt:
1:a plats: "Riland-Aurora PRO MZ 1250"
Ett bra prov från en kinesisk tillverkare, som har en modulär arkitektur med en separat växelriktare. Enheten kan utföra nedsänkt bågsvetsning i ett automatiserat läge. Detta läge kommer att ha en positiv effekt på den effektiva accelerationen av produktionen i allmänhet, medan kvaliteten på de applicerade sömmarna inte kommer att gå förlorad. Kan svetsa i vinkel, samt överlappa och jämna rumpa. Den kan röra sig både längs det bearbetade objektet och längs en given vektor med hjälp av installerade skenor. Svetsens position är ganska justerbar - den kan placeras både utanför spåret och inuti det.Själva enheten är strukturellt mycket enkel, vilket innebär ökad tillförlitlighet. Skydd mot överspänningar och uppvärmning - finns. Högkvalitativ forcerad kylning tillhandahålls, vilket påverkar ökningen av livslängden. Det rekommenderade priset är 338 000 rubel.

Fördelar:
- Forcerat kylsystem tillgängligt;
- Kan utföra svetsning på icke-standardiserade sätt;
- Separat modulär arkitektur.
Brister:
- Hittades inte.
Premiumklass
2:a plats: "Svarog MZ1000"
Ett annat ryskt prov utformat för att arbeta med metallföremål med en tjocklek på 4 till 30 millimeter. Visar hög produktivitet när enheten används i nästan kontinuerliga produktionsoperationer. Jämnheten i bågen säkerställs genom finjustering av de inställbara strömparametrarna, vilket innebär bättre suturering. Enheten har en insiderstabiliseringskrets som styr inspänningsfluktuationer, men det kommer att kräva ett trefasnät för att ansluta den. Bekväm hantering och drift tillhandahålls av ljusa och kontrasterande informationsdisplayer och kontrollpanelen. Upp till 100 algoritmmallar kan laddas in i minnet, vilket gör att du inte kan ställa in utrustningen igen varje gång. Det rekommenderade priset är 350 000 rubel.

Fördelar:
- Upp till 100 programmerbara mönster;
- Det finns en intern stabiliseringskrets;
- Kvalitetssömmar.
Brister:
- Ett trefasnät krävs.
1:a plats: ESAB A2 Multitrac
Utmärkt, men väldigt dyr modell från en europeisk tillverkare. I produktionsprocessen kan den arbeta med två bågar och dela den förbrukningsbara tråden.Tillgång av luft till sömmens tillämpningsområde förhindras av tillförseln av inerta gaser. Genom att installera en speciell adapter är det möjligt att producera luftmejsling med en kolelektrod. Tyristorväxelriktaren kan ge en stabil ljusbåge även vid låg spänning. Det rekommenderade priset är 1 100 000 rubel.

Fördelar:
- Bågstabilitet vid låg spänning;
- Parallell drift med två bågar;
- tyristor växelriktare.
Brister:
- Högt pris.
Istället för en epilog
Svetstraktorer/vagnar är en enkel men funktionell lösning för automatisk bågsvetsning. De kan röra sig längs en förvald väg eller längs speciella skenor, vilket lämnar en person endast med skyldigheten att visuellt kontrollera det arbete som utförs. Operatörens huvuduppgift är att korrekt och lämpligt ställa in nödvändiga inställningar i enlighet med den uppgift som utförs. Maskinen klarar allt arbete på egen hand. Typen av arbete kan vara helt annorlunda, så själva enheterna kan vara lätta och billiga eller skrymmande och dyra. Ändå är det mer korrekt att säga att en svetstraktor eller -vagn i första hand är inriktad på industriella produktionsvolymer.
nya poster
Betyg av de bästa termiska salladsbarerna för 2025
Visningar: 33
Betyg av de bästa enheterna för kryolipolys för 2025
Visningar: 35
Betyg av de bästa ryska schampona för hår 2025
Visningar: 47
Betyg av de bästa kosmetologerna i Moskva för 2025
Visningar: 33
Ranking av de bästa skyddsskoöverdragen för 2025
Visningar: 96
Kategorier

Toppranking av de bästa och billigaste skotrarna upp till 50cc 2025
Visningar: 131667

Betyg av de bästa ljudisoleringsmaterialen för en lägenhet 2025
Visningar: 127704

De bästa sneakers för män 2025
Visningar: 124049

De bästa komplexa vitaminerna 2025
Visningar: 121 953

Översikt över de bästa nivåerna och lasernivåerna Matrix
Visningar: 4470

Betyg av de bästa spjutfiskeknivarna för 2025
Visningar: 6619
Recension av de bästa Atlantvattenberedarna 2025
Visningar: 4617

Betyg av de bästa utvecklarna i Moskva för 2025
Visningar: 3784

Användbar

Ranking av de bästa vakuumförslutarna för 2025
Visningar: 1943

Betyg av de bästa elektriska spisarna för 2025
Visningar: 2345

Betyg av de bästa pålitliga gå-bakom traktorerna för 2025
Visningar: 17605

Bästa antivirala medel 2025
Visningar: 33342

Topp 15 hoverboards 2025. Anständigt värde för pengarna
Visningar: 29347
Populära artiklar
-
Toppranking av de bästa och billigaste skotrarna upp till 50cc 2025
Visningar: 131667 -
Betyg av de bästa ljudisoleringsmaterialen för en lägenhet 2025
Visningar: 127704 -

Betyg av billiga analoger av dyra läkemedel för influensa och förkylning för 2025
Visningar: 124530 -
De bästa sneakers för män 2025
Visningar: 124049 -
De bästa komplexa vitaminerna 2025
Visningar: 121 953 -

Toppranking av de bästa smartklockorna 2025 - pris-kvalitetsförhållande
Visningar: 114 988 -

Den bästa färgen för grått hår - toppbetyg 2025
Visningar: 113406 -

Ranking av de bästa träfärgerna för inredningsarbeten 2025
Visningar: 110 335 -

Betyg av de bästa snurrande hjulen 2025
Visningar: 105 340 -

Ranking av de bästa sexdockorna för män för 2025
Visningar: 104 380 -

Ranking av de bästa actionkamerorna från Kina 2025
Visningar: 102228 -

De mest effektiva kalciumpreparaten för vuxna och barn 2025
Visningar: 102022