
Betyg av de bästa uppsättningarna med kranar och matriser för 2025
Kranar och formar utgör en sådan speciell grupp av verktyg som kan behövas när som helst under arbetet. Tack vare deras kit är det möjligt att reparera fastnade invändiga gängor och avskalade bultar, samt att återställa enstaka prover av muttrar och dubbar, vilket kan vara svårt att köpa i detaljhandeln. På grund av det faktum att formar och kranar har olika design, tillämpningsmetoder, användningsområden, bör de övervägas i detalj separat.
Innehåll
Tappning
Bland de befintliga löstagbara anslutningarna anses gängade anslutningar vara särskilt tillförlitliga. En gång i tiden (före den första användningen av en skruvsvarv på 1600-talet) tillverkades varje par mutterbultar individuellt och de kunde inte bytas. På 1800-talet började mänskligheten tillämpa speciella standarder för applicering av inre gängor. Det kan utföras både med hjälp av en verktygsmaskin och med hjälp av kranar.
Design egenskaper
En modern kran utan misslyckande har följande designelement:
- Intag (aka huvud) del i form av en ihålig kon, nödvändig för att starta bildandet av en skärprofil;
- Flera laterala spår (vanligtvis två till sex) som ger smörjning och spånutkastning;
- Kalibreringselement, i form av en långsträckt cylinder, som kommer att slutföra bildningen av profilen;
- Skaftet som ansvarar för att fästa kranen i chucken eller blinkersklämman.

När du gör ett tvärsnitt kommer spårets form att bero på två av dess ytor: den främre kanten på kranens skärtand och baksidan av denna tand.
Spånspår kan variera och vara av följande typer:
- Enkelradie - de används på kalibreringsverktyg och är ett tvärsnitt i form av en rund båge;
- Rättlinjig - används för att applicera muttertrådar och deras tvärsnitt har formen av bokstaven "U";
- Blandat - det bakre spåret har formen av en båge, och det främre spåret har en rak linje (de flesta universella verktyg är gjorda enligt detta schema).
Unika egenskaper hos kranar
Huvudtyperna av kranar har bara sina exklusiva egenskaper. Genom att känna till dessa egenskaper kan du alltid välja rätt kranmodell:
- Gängad stigning;
- Profil och med sin höjd;
- Maximal profilhöjd;
- Gängdiameter utvändigt;
- Längden på staketdelen;
- Rygglängd;
- Hörn av insugningskonen.
VIKTIG! Det är värt att komma ihåg att alla kranar är uppdelade i enheter med vänster och höger trådar.
Typer efter användningsområde
Beroende på användningsområdet är kranar uppdelade i:
- Låssmeder - de har ett skaft i form av en fyrkant, de används manuellt. De kommer med en krage, genom vilken rotationen och gängningen sker. Setet innehåller två kranar, något olika varandra i diameter, och där var och en endast tar bort sin del av utsläppet från ytan av hålet som bearbetas. Verktyg i en sådan uppsättning skiljer sig åt i antalet linjer som är graverade på skaftet eller stämplade där (särskilt exakt indikeras med tre linjer, mellanliggande med två och grov med endast en).
- Maskin (maskin) eller maskinmanual - de kan skära både manuellt och på industriell utrustning (för dessa ändamål krävs borr-/svarvmaskiner och till och med stora industriella bearbetningscentra).I motsats till ovanstående har dessa kranar ett förkortat insugningselement, eftersom inriktningen av axlarna tillhandahålls av maskinen. De är gjorda av högkvalitativt verktygsstål, har värmebeständighet och är lite känsliga för mekaniskt tryck.
- skiftnyckel - de används i automatiska maskiner för att gänga in muttrar. I sin design kännetecknas de av en mer långsträckt skaft, som har en slät cylindrisk form. Efter avslutad gängrotation, en efter en, flyttar muttrarna till skaftet och väntar där på slutet av arbetet under hela serien. Efter slutet av serieproduktionen kommer skaftet ut ur chucken och alla resulterande muttrar faller ner i mottagningsfacket.
Skillnader i typer beroende på designegenskaper
Kranar i sin egen design kan variera mycket mellan sig:
- Fluteless - de används när de interagerar med mjuka / viskösa material och har därför mycket små spår (viskösa material kan kallas lättmetallegeringar och flera typer av lågkolhaltiga och höglegerade stålkvaliteter);
- Skruv - de har spår i en uppåtgående spiral, genom vilken de utför gängor inuti blinda hål på produktionsmaskiner / automatisk utrustning;
- Steg - arbetselementet är uppdelat i två sektorer, den första skär igenom och den andra jämnar ut;
- Kombinerat - en borr installeras precis framför inledningselementet, under ett tillvägagångssätt borras ett hål och gängning utförs där;
- Broscher - de behövs för gängning i passerande hål med hjälp av en svarv;
- Klocktyp - de behövs för att gänga större diametrar (upp till 0,5 meter) och inkluderar flera skärsystem som är fixerade i en gemensam ram.
Det finns även exklusiv design, som beror på speciella produktionsuppgifter.
Trådtyper
Varje trådstorlek och typ kräver sina egna kranar. De är inte utbytbara, som gängade. Huvudtyperna kan skilja sig åt:
- Metrisk - betecknad med bokstaven "M" är en triangulär likbent profil, där spetsvinkeln är 60 grader, och dess dimensioner bestäms i millimeter;
- Tum - betecknad med bokstaven "W", dess profil är en spetsig vinkel på 55 grader, och diametern visas i tum och såväl som bråkdelar, och antalet varv per tum används som ett stegmärke;
- Rör - dess skillnad är en annan lutning av de bakre / främre delarna av profilen, vilket ger en garanterad anslutning och förhindrar också självavveckning.
Tillverkningsmaterial
Alla kranar utsätts för stora mekaniska/termiska stötar under drift, och själva verktyget måste skära ett stort antal hål vid denna tidpunkt. Följaktligen krävs verktygsstål av hög kvalitet för produktionsmaterial:
- Manuella modeller - U10A eller U12A - högkolhaltiga stål;
- Maskinmodeller - PM5 höghastighetsstål;
- För automatiska maskiner med ökad produktivitet - hårda legeringar med ökad värmebeständighet.
VIKTIG! Sådana metaller har dock en stor nackdel - om den är skadad kan kranen för gängning inte fritt borras / tas bort.
Teknologisk process för trådning
Totalt innehåller det fyra huvudsteg:
- Det förberedande skedet är valet av en borr med önskad diameter och genomförandet av borrning, medan borren inte får lämnas kvar. Innan det måste det vara tillräckligt skärpt, annars kommer materialet att överhettas och trådens tillförlitlighet minskar. Hålet är försänkt och vid blindhål ska en liten djupskillnad redovisas;
- Skärning direkt - i detta skede utförs alla rörelser som utförs mätt, tydligt och noggrant, linjer bör inte hoppas över, men alla tre ska appliceras i sekvens från grov till exakt;
- Rengöringssteg - här rengör de passagehålen med en stålborste, och de döva - med luft under tryck eller med en byggdammsugare;
- Kontrollera steg - här är det nödvändigt att skruva in skruven i det befintliga hålet, medan ingången ska vara jämn längs gängan, utan någon extra ansträngning och alla möjliga förvrängningar.
Tappskador - möjliga orsaker och lösningar
Verktyget i fråga är naturligtvis inte helt hållbart, benäget att bli banalt föråldrat och naturligt slitage. De vanligaste skadefallen:
- Förhalning;
- För smal arbetsöppning;
- Överdriven ansträngning som operatören utövar på grinden;
- Underlåtenhet att följa de omvända halvvarvsreglerna i slutet av varje hel rullning.
Om något av ovanstående fall inträffar finns det ingen anledning att rusa och försöka köra tråden snabbare eller försöka hoppa över kranen från setet. Allt detta kan resultera i tillfälliga förluster, och därför bör alla utvinningsåtgärder göras långsamt.
Träning med dies
Anslutningen med bultar kan säkert kallas den mest populära typen av fästelement.Men även carving av superkvalitet kommer så småningom att bli oanvändbar. Och här finns det två sätt - du kan söka hjälp av en professionell låssmed eller tråda själv. I vilket fall som helst, för den här operationen, kommer en uppsättning leroks eller stansar att behövas - det är så handverktyg för att applicera externa trådar kallas. Med hjälp av dem är det möjligt att snabbt återställa utsliten hårdvara eller göra önskad del till en befintlig bult / bult.

Klassificering av lerok (dies) efter design
Den första egenskapen som skiljer en stans från en annan är skrovdesignen. Enligt denna indikator är de indelade i:
- Formarna är rundade - deras kropp är en fullfjädrad ring, genom vilken arbetsstycket passeras. På grund av den ökade styvheten, som ett resultat, bildas en högkvalitativ spiralprofil på en utmärkt tråd;
- Glidformar (lehrs) - de består av 2 element och är avsedda för tillverkning av gängade områden med olika diametrar;
- Skärformar - deras gängade diameter längs uttaget kan vara från 0,1 - 0,3 millimeter, och därför måste de användas vid applicering av felaktiga gängor.
Klassificering av trådorientering
På grundval av detta kan formarna delas upp:
- Vänster - används sällan och speciellt i specifika bildelar, rotationsmekanismer och i fall där högergängan kan varva ner;
- Höger - den mest populära riktningen, används på skruvar, bultar, axlar.
Profilklassificering
Enligt profilen på plattan kan vara:
- Metrisk - har en metrisk gänga, märkt med bokstaven "M", följt av en siffra som anger diametern i millimeter.Storlekar upp till 68 mm är standard, medan varje standard motsvarar ett stort eller litet steg (i Ryska federationen regleras detta av GOST 9740);
- Cylindriskt rör - märkt med den latinska bokstaven "G", deras tråd mäts i tum (i förhållande till det metriska systemet 1 tum = 2,54 mm);
- Koniskt rör - de kommer att märkas med bokstaven "K", de används för att få en gängad yta i form av en kon i särskilt kritiska fogar som installeras på platser där element arbetar under högt tryck (till exempel arbetsenheter av produktionsmaskiner);
- Trapetsformad - deras gängsektion är en liksidig trapets. De används i kraftpar, där rotation omvandlas till translationella rörelser (till exempel en mutter och en blyskruv i en bänk och maskinskruvstäd).
Formhållare
För att skära räcker det inte med en tärning. Det är också nödvändigt att använda en assistentanordning för att hålla och klämma fast lehrka - det kallas en formhållare. En sådan enhet är omedelbart utformad för flera storlekar - från liten till stor. Plattan är installerad inuti och hålls av en skruv.
Produktionsmaterial
För tillverkning av dies-lerok används snabbstål R18 eller R6M5 som standard. De är bra vad gäller "pris/kvalitet", har en förlängd drifttid och gör ett utmärkt jobb med mindre reparationer och hushållsarbete.
Trådskärningsteknik med hjälp av stansar
I grund och botten är handlingsprincipen ganska enkel, och här finns det några nyanser:
- På förberedelsestadiet måste du slipa av en liten trubbighet i slutet av delen med en fil (verktyget skär bättre);
- Fäst formen ordentligt i hållaren, se till att den inte roterar;
- Utför två hela varv, tryck lätt på handtaget med handen;
- Efter att verktyget har gått in i delen måste du utföra 2-3 hela varv och en åtgärd ett halvt varv tillbaka - på så sätt utförs applikationen mer effektivt.
VIKTIG! Det är nödvändigt att ständigt kontrollera hållarens position i förhållande till elementet som ska bearbetas - det måste alltid vara vinkelrätt i frånvaro av lutning!
Funktioner för att välja en uppsättning stansar och kranar
Först och främst måste du tydligt separera alla verktyg och navigera i setet. Det finns professionella alternativ för kit, och det finns amatörer som är designade för hushållsbruk.
Först måste du bestämma vilken typ av stansar / kranar. Till exempel, vilket system är tänkt att användas mer föredraget - tum eller metriskt. I Ryssland används det metriska systemet oftare. Här kan du visuellt identifiera hålen i detta system baserat på deras koniska form och den etablerade metriska gängstigningen. Det är också värt att överväga det faktum att lerkas trådar har en triangulär profil - detta kan ses från de sista varven på bladen. Med hjälp av ett liknande verktyg kan muttern således skruvas på den återställda gängan.
Noggrannheten för den önskade skärningen kommer att uppnås genom delade stansar, och om exakt skärning inte behövs, är det vettigt att ta en uppsättning med solida lehrs. Naturligtvis rekommenderar de flesta proffs att köpa ett set som innehåller alla befintliga typer av snitt.
Separat är det nödvändigt att nämna fallen - uppsättningarna kan vara i praktiska plast- eller trälådor, de låter dig bekvämt transportera hela verktyget. Och om det behövs är det lätt att använda det.
När det gäller tillverkningsmaterialet - i det här fallet finns det inget behov av att filosofera mycket - verktyget är per definition tillverkat av höghållfast kolstål. Du bör dock fortfarande undvika direkt förfalskning - vanligtvis tillverkar asiatiska "no-name"-tillverkare sina set av mjuka metaller.
Betyg av de bästa uppsättningarna med kranar och matriser för 2025
Hand set
3:e plats: 5545 ERMAK M3-M10
En utmärkt och billig uppsättning av inhemsk produktion, perfekt för inhemska behov. Även om verktygsuppsättningen är liten klarar den de vanligaste hushållsuppgifterna. Fodralet är tillverkat av plast, har skumurtag för verktygsförvaring.

| namn | Index |
|---|---|
| Antal artiklar | 14 |
| fallmaterial | Plast |
| Totalvikt, gram | 600 |
| Producerande land | Ryssland |
| Mått, mm | 15x20x15 |
| Pris, rubel | 1300 |
Fördelar:
- Budget pris;
- Hållbart material för verktygstillverkning;
- Tillräcklig funktionalitet för vardagliga sysslor.
Brister:
- Skört fodral.
2:a plats: Stayer Master 28020-h24
Utökad i funktionssats från en utländsk tillverkare. Det är ganska kapabelt att klara inte bara hushållsuppgifter, utan kan också användas för enkla mindre reparationer av bildelar. Levereras i metallfodral, verktygsfack är tillverkade av plast.

| namn | Index |
|---|---|
| Antal artiklar | 24 |
| fallmaterial | Metall |
| Totalvikt, gram | 1200 |
| Producerande land | Norge |
| Mått, mm | 30x20x30 |
| Pris, rubel | 2100 |
Fördelar:
- Avancerad funktionalitet;
- Tillräckligt pris;
- Dubbelt mätsystem (tum och meter).
Brister:
- Obekvämt fall.
1:a plats: "Berger" BG31TDS
På många sätt, ett universellt kit, eftersom det kan användas både för låssmed och bildelar. De flesta formarna och kranarna för standard rifling finns i den. Utmärkt kvalitet på skärpningen gör det möjligt att inte göra alltför stora ansträngningar under arbetet. Boetten är tillverkad av stål och har ett starkt nyckellås.

| namn | Index |
|---|---|
| Antal artiklar | 31 |
| fallmaterial | Metall |
| Totalvikt, gram | 1300 |
| Producerande land | Danmark |
| Mått, mm | 30x20x30 |
| Pris, rubel | 3400 |
Fördelar:
- Utmärkt skärkvalitet
- Pålitligt fodral;
- Slitstarkt verktygsmaterial.
Brister:
- I praktiken finns det ingen M12x1,25-matris (den finns inte på bilden, men den finns i beskrivningen).
Maskinsatser
3:e plats: ZUBR Professional 28110-H24
Liksom de flesta professionella kit kännetecknas denna av ett stort antal verktyg i kitet, ett brett användningsområde och användningen av flera märkningssystem samtidigt. Alla verktyg är gjorda av hållbart stål med hög kolhalt och är designade för att tåla de högsta belastningarna när de installeras i verktygsmaskiner.

| namn | Index |
|---|---|
| Antal artiklar | 24 |
| fallmaterial | Metall |
| Totalvikt, gram | 900 |
| Producerande land | Ryssland |
| Mått, mm | 30x15x20 |
| Pris, rubel | 4700 |
Fördelar:
- Använder två system - rör och metriskt;
- Slitstark verktygstillverkning i metall.
Brister:
- Ej identifierad (för sitt segment).
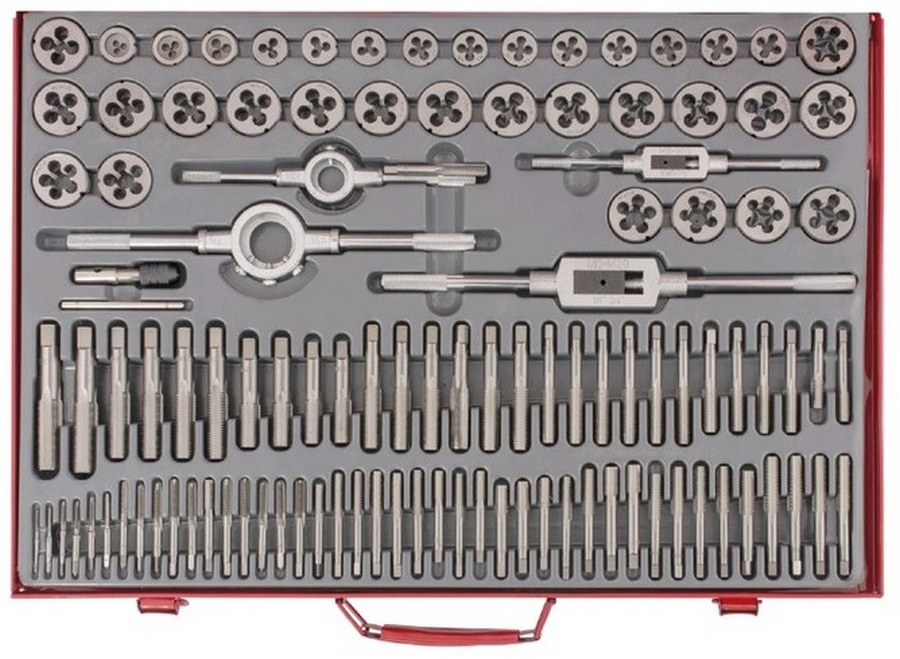
2:a plats: SKRAB 33895
Detta kit kännetecknas av ett bekvämt arrangemang av föremål i fodralet - kranar på botten, dör på toppen. För att hålla verktyget under den inre gängan finns en speciell grind med präglade handtag.En universalhållare för alla storlekar medföljer också. Användare noterar den höga kvaliteten på skärning både med maskinella och manuella arbetsmetoder.
![]()
| namn | Index |
|---|---|
| Antal artiklar | 45 |
| fallmaterial | Plast |
| Totalvikt, gram | 1100 |
| Producerande land | Taiwan |
| Mått, mm | 30x20x30 |
| Pris, rubel | 9700 |
Fördelar:
- Bekvämt arrangemang av föremål i fodralet;
- Universalhållare för lerok;
- Komplett set med en speciell grind.
Brister:
- Högt pris.
1:a plats: Matrix 773110
Det mest professionella setet för 110 föremål. Kan utföra absolut alla arbeten både i hemmet och industriellt. Fullt lämplig för bearbetning av delar av vilket material som helst - aluminium, gjutjärn, stål och koppar. Alla verktyg är gjorda av innovativt kraftigt skärstål 9XC.
| namn | Index |
|---|---|
| Antal artiklar | 110 |
| fallmaterial | Plast |
| Totalvikt, gram | 1500 |
| Producerande land | Taiwan |
| Mått, mm | 50x30x50 |
| Pris, rubel | 11000 |
Fördelar:
- Aktuellt pris/kvalitetsförhållande;
- Verktyget är tillverkat av det senaste stålet;
- Praktisk mångsidighet och mycket funktionalitet.
Brister:
- Hittades inte.
Istället för en epilog
Under analysen av marknaden fann man att den ryska köparen fortfarande föredrar utländska varianter av set. Detta beror på deras bredare funktionalitet, såväl som ytterligare utrustning. Samtidigt försöker användare från Ryssland att göra de flesta köp via Internet. Anledningen till detta är den höga kostnaden för ett riktigt bra kit, i samband med vilket det är nödvändigt att göra några ekonomiska besparingar, vilket gör att du kan handla online.
Populära artiklar
-

Toppranking av de bästa och billigaste skotrarna upp till 50cc 2025
Visningar: 131651 -

Betyg av de bästa ljudisoleringsmaterialen för en lägenhet 2025
Visningar: 127690 -

Betyg av billiga analoger av dyra läkemedel för influensa och förkylning för 2025
Visningar: 124519 -

De bästa sneakers för män 2025
Visningar: 124033 -

De bästa komplexa vitaminerna 2025
Visningar: 121 939 -

Toppranking av de bästa smartklockorna 2025 - pris-kvalitetsförhållande
Visningar: 114 980 -

Den bästa färgen för grått hår - toppbetyg 2025
Visningar: 113 395 -

Ranking av de bästa träfärgerna för inredningsarbeten 2025
Visningar: 110 318 -

Betyg av de bästa snurrande hjulen 2025
Visningar: 105 329 -

Ranking av de bästa sexdockorna för män för 2025
Visningar: 104 366 -

Ranking av de bästa actionkamerorna från Kina 2025
Visningar: 102216 -

De mest effektiva kalciumpreparaten för vuxna och barn 2025
Visningar: 102011