Betyg av de bästa gage-blocken för 2025

För alla industrisektorer är grunden för linjära mätningar planparallella ändblock av längd (förkortat "KMD"). De används för att lagra en längdenhet och reproducera den senare. De används också för att kontrollera mätinstrument, överföra dimensioner för de erforderliga inställningarna och markera nollmärket på instrument, dessutom kan de fungera som ett naturligt mätinstrument för dimensioner av olika föremål. En uppsättning planparallella ändblock av längd gör att du kan utföra märkningsarbete med ökad noggrannhet och justera maskinen. Huvudfunktionen för CMD anses vara att upprätthålla identiteten för åtgärder inom olika industriområden.
Innehåll
- 1 Allmän information
- 2 Bakgrund
- 3 Produktionsmaterial
- 4 Funktionsprincip
- 5 Nödvändiga tillbehör
- 6 Valfria tillbehör
- 7 Instrument för verifiering och kalibrering av själva KMD
- 8 Betyg av de bästa gage-blocken för 2025
- 9 Istället för en epilog
Allmän information
Alla instrument som används för att göra mätningar i reparations- och serviceorganisationer eller i industriföretag måste nödvändigtvis och på permanent basis kontrolleras för noggrannheten av de utfärdade resultaten. För verifiering är det naturligtvis omöjligt att leverera det testade instrumentet till just den institution där olika mätstandarder lagras. Därför, för att utföra alla sådana procedurer, utan att lämna sin egen plats, utförs de med hjälp av planparallella längdmått, som är standarden eller provet på vilken denna längd är fixerad. Som regel är själva anordningen gjord i form av en cylinder med numrerade dimensioner mellan mätplanen.
Således är huvuduppgiften för CMD att bevara den etablerade längdenheten och dess efterföljande överföring. Planparallella CMD:er är ett oumbärligt verktyg för att kontrollera, kalibrera eller ställa in dimensioner på olika mätinstrument:
- Mikrometer;
- Kaliber;
- sinus linjal;
- Indikatorer osv.
KMD kan också användas för styrning av produktionsenheter och mallar. På grund av det faktum att KMD är ett noggrant mätverktyg, regleras deras produktion på lagstiftningsnivå och regleras av GOST 4119 från 1976 (som ändrad).
VIKTIG! På grund av det faktum att volymen av uppgifter för att kalibrera mätningar är ganska bred, säljs CMDs sällan i enstaka exemplar - oftast levereras de i stora uppsättningar, som är långt ifrån billiga, på grund av noggrannheten i deras produktion.
Bakgrund
Den första releasen av mätblock utfördes av det schweiziska företaget Ioganson. De var gjorda av stål och var rektangulära parallellepipeder, deras första presentation ägde rum 1900 på världsutställningen i Paris. Tack vare tillverkaren kallades denna verktygslåda "Joganson-plattor" och den (namnet) användes under lång tid för att beteckna KMD, och förvandlades senare till bara "plattor".
Den första produktionen av KMD i Sovjetunionen utfördes vid Tula- och Sestroretsk-fabrikerna, och deras serieproduktion började i mitten av 30-talet vid Kirov-fabriken "Krasny Instrumentalshchik" och Moskva "Caliber". I den moderna världen, med tillkomsten av beröringsfria laserinterferometrar, längdmätare och andra elektriska mätinstrument som utför mätningar med hjälp av koordinatpunkter, såväl som höjdmätare, har användningen och syftet med CMD förändrats avsevärt.Deras huvudsakliga kvalitet - att vara en materialbärare av en viss storlek - förblev dock oförändrad. Samtidigt kvarstår deras betydelse till denna dag, trots närvaron av ett stort utbud av elektroniska och optiska mätinstrument.
Planparallella ändmått på längd (eller "Joganson-plattor") tillverkas med dimensioner som sträcker sig från 0,5 till 1000 millimeter mellan mätplanen. Om det blir nödvändigt att ställa in en godtycklig storlek som inte fastställs av detta längdmått, är det möjligt från lämpliga plattor-delar genom att slipa CMD till varandra. Denna lappningsprocess bör ske tills plattorna är tätt sammankopplade, d.v.s. det ska inte finnas något förfall.
Produktionsmaterial
Moderna mätblock (planparallella) är gjorda av höglegerat stål, samt glas, keramik eller hårda legeringar.
stålmodeller
Längdmått gjorda av stål, till exempel, från dess kromutseende, är perfekt kapabla att lappa med föremålsbaser av mätställ och andra mått. Deras arbetsytor är slitstarka, vilket indikerar deras ökade livslängd. Stålprover av åtgärder utsätts nödvändigtvis för härdning, varefter de åldras på konstgjord väg. Denna procedur låter dig behålla exakta dimensioner under lång tid. Hårdheten på arbetsbasen för stål "Joganson kakel" är minst 800 HV. Nackdelarna med stålmodeller inkluderar hög känslighet för mekaniska repor, såväl som sannolikheten för korrosion på ytan. Innan sådana plattor börjar användas, avlägsnas skyddsmaterialet i form av ett smörjmedel från dem, och efter avslutat arbete appliceras smörjmedlet för skydd igen.Det är värt att notera att stålprover är mycket känsliga för förändringar i driftstemperaturen, vilket skadar deras noggrannhet (till exempel metall kan expandera och endast ta emot värme från användarens händer).
Hårdmetallmodeller
Dessa plattor är gjorda av volframkarbid, och deras styrka är flera gånger högre än stål. Dessutom har de en hög motståndskraft. Hårdheten på arbetsytan på hårda legeringar är nästan dubbelt så hög och är 1400 HV jämfört med stålprover. Den största nackdelen kan identifieras - en stor massa. Således kommer det att vara svårt att montera ett mätblock av stora storlekar från hårdmetallprover.
Keramiska modeller
Planmätare gjorda av zirkoniumkeramik är de mest motståndskraftiga mot mekaniska repor och slitage på den operativa basen. Keramik, till sin natur, är helt immun mot korrosion, och deras bas kommer inte att påverkas av värmen från användarens händer, vilket skiljer dessa prover från stål eller karbid. Keramiska plattor kännetecknas av den största stabiliteten och de har den längsta livslängden, vilket i sin tur gör det möjligt att öka tidsintervallet mellan besiktningarna. Keramiska CMD:er är inte magnetiserbara, kräver inget speciellt rostskydd och drar inte till sig damm. De är också ganska stabila och kan hålla en fast storlek under lång tid. En analys av deras arbete visar att både keramiska och stålplattor har en linjär värmeutvidgningskoefficient som är nära i värde.Denna parameter gör att du kan vika komplexa KMD-block från stål och keramiska plattor, vilket indikerar utbytbarheten av sådana modeller.
glasmodeller
Som namnet antyder är dessa enheter gjorda av glas. Inte illa för att kolla planhet och lapping. Också bra för att kontrollera exakta, plana arbetsytor, som skrivbordsskivor. De kan tillverkas i variationer med en diameter på 50 till 75 millimeter, med en planhet på minst 0,125 mikrometer och med en tjocklek på 15 till 20 millimeter.
Funktionsprincip
Bevarande och överföring av dimensionsnoggrannhet med hjälp av planparallell KMD utförs i följande steg. På en speciell installation för att utföra mätningar kontrolleras dimensionerna enligt den första kategorin av exemplariska ändmått. KMD, som har certifikatet för plattor med högsta noggrannhet, lagras endast i speciella hallar i laboratorierna i den statliga standarden och i industriföretag, beroende på behovet av lämpliga noggrannhetsmått för tillverkade produkter, KMD från den andra till den femte kategorin används. Att sända den korrigerade storleken innebär att göra en periodisk jämförelse mellan brickorna i första och andra raden. Vidare jämförs den andra siffran med den tredje, den tredje med den fjärde och så vidare upp till den femte. Följaktligen kontrolleras alla mätanordningar i industriorganisationer, allt från exakta till grova. Resultatet av de utförda kontrollerna registreras i passet för varje enhet.
Lappande "plattor"
Lappningsprocessen hänvisar till processen att de håller ihop. Själva KMD:erna är polerade på ett sådant sätt att när de sammanfogas avlägsnas resterande luft, och endast atmosfärstryck verkar på de två plattorna.Ytspänningen hos vätskedropparna mellan plattorna från att tvätta bort det skyddande smörjämnet, liksom interaktionen på molekylär nivå mellan materialen för tillverkning av KMD, ökar bara vidhäftningskraften. I de fall plattorna är ordentligt polerade kan de gnugga in perfekt. Denna förmåga hos KMD är obligatorisk. Förlusten av den beskrivna kvaliteten indikerar slitaget på måttets yta; följaktligen kommer det inte att vara möjligt att uppnå de önskade resultaten.

Nödvändiga tillbehör
För att samla in block från KMD-plattor och fixa dem, för att förse den sammansatta strukturen med enkel användning, används en uppsättning speciella tillbehör. De kommer till exempel att behövas för att installera och kontrollera måtten på olika mätverktyg. Dessa inkluderar:
- Kaliber;
- Nutrometrar;
- Mikrometrar;
- Olika indikatorer.
Satsen innehåller som regel sidopaneler av olika dimensioner, vilket gör det enkelt att utföra både interna och externa mätningar. Denna omständighet är särskilt viktig vid tillverkning av högprecisionsprodukter i begränsade serier. Alltså bör all produktion fokuseras på produktens maximala storlek och på minimum. Detta visar att KMD bör användas som spårvidd med två sidor (icke-passerande och förbipasserande sida).
För märkningsarbeten används en speciell märkningssats, i vilken det finns hållare för mycket noggranna mätningar. Det kan också inkludera:
- Olika band;
- Radiella och planparallella sidoväggar;
- Linjalen är trihedral;
- Bläck och centrala sidoväggar;
- Bas;
- Sonder och kex.
Separat är det värt att markera sonderna, som är utformade för att bestämma storleken på gapet mellan markytorna.De är stålplåtar med en minsta storlek på 0,02 mm till en maximal storlek på en millimeter. Förändringssteget för dem kan vara från 0,01 mm till 0,05. Processen att bestämma storleken på gapet består i att placera sonden mellan ytorna. Därefter ska sonden flyttas med lite ansträngning, medan den inte ska sjunka eller röra sig fritt. Som ett resultat kommer summan av tjockleken på sonderna som ingår i gapet att bestämma dess värde.
Valfria tillbehör
Bekvämligheten med att utföra mätningar kan säkerställas genom att använda ytterligare tillbehör. Deras användning kommer att vara mer än motiverad vid tillverkning av precisionsmätinstrument i små partier. Oftast produceras de i fulla uppsättningar, i enlighet med standarderna för GOST 4119. Dessa inkluderar:
- Set nr. 0 - innehåller en uppsättning band för att ansluta plattor till block;
- Set nr 1 (komplett) - innehåller en uppsättning ytterligare enheter för interna och externa mätningar upp till 320 millimeter;
- Set nr 2 (liten) - innehåller en uppsättning ytterligare enheter för interna och externa mätningar upp till 160 millimeter;
- Set nr 3 (förlängt) - används för märkningsarbete i samband med ett litet och komplett set.
Varje set har separata spår för förvaring av varje element, och för att säkerställa komforten med att använda och ta bort verktyg finns det val i uttagen. Varje set säljs med tillhörande dokument som bekräftar den nuvarande standarden för noggrannhet.
Instrument för verifiering och kalibrering av själva KMD
Mätmått är ett viktigt steg i hierarkin av enheter för att överföra standardlängddimensionen, eftersom de är en stabiliserad materialbärare av konstant storlek.Överföringen av referensstorleken, som är baserad på ljusets våglängd, till referens QMD sker med hjälp av djupa interferensmätningar. Det kan ses av detta att standarden som erhålls vid utgången tillhör klassen "K". Sedan kan det enligt verifieringsschemat överföras till andra åtgärder. Baserat på huvudsyftet med CMD, det vill säga att säkerställa likvärdighet i mätningar och överföring av dimensioner av standardens längd, utvecklades verifieringssystem. För liknande ändamål producerar de också mått med en annan noggrannhet, som skiljer sig åt i klasser och kategorier. Processen för verifiering av KMD utförs av speciella instrument med högsta noggrannhet.
Dessa inkluderar en mikrometer på grund av dess höga noggrannhetsegenskaper. Sedan dess uppfinning har den genomgått många förbättringar och har nått den högsta noggrannhetsklassen. Andra anordningar för att mäta noggrannheten av mätningar inkluderar induktiva eller inkrementella fotoelektriska komparatorer (komporatorer), som är tillåtna för civil cirkulation. Fördelen med att använda dem är att verifieringsschemat för dem är avsevärt förenklat. Ett minus kan kallas villkoret för ökade krav på erfarenhet och utbildning av en specialist som använder dem, såväl som den höga kostnaden för denna verktygslåda. Detta tillstånd beror på det extremt låga fel som kan tillåtas under kontrollen/kalibreringen av CMD.
- De viktigaste verifieringsmetoderna är:
- Indirekta mått av en viss längd;
- Mått av en viss längd direkt;
- Jämförelse med hjälp av en komparator;
- Direkt jämförelse med standarden.
Felfaktorn för CMD är så liten att det är väldigt, väldigt svårt att upptäcka det med andra instrument.
Betyg av de bästa gage-blocken för 2025
VIKTIG! Det är värt att nämna att KMD-enheter med hög precision i budgetsegmentet upp till 10 000 rubel produceras endast i separata kopior!
Budgetsegment (enskilda kopior)
3:e plats: ”Åtgärd A3 Engineering CO-3 enl. med GOST R 55724-2013 med verifiering 8243321568541"
Denna åtgärd levereras i ett exemplar och är avsedd för produktion av oförstörande provning av svetsfogar. Den är lätt i vikt och har andra klassens noggrannhet. Den används i de flesta fall för specifika mätningar vid tillverkning av svetsarbeten. Tillverkningslandet är Ryssland, den fastställda kostnaden för detaljhandelskedjor är 5350 rubel.

Fördelar:
- Andra klass av noggrannhet;
- Förekomsten av en bekräftad verifiering;
- Produktionsmaterial - slitstarkt stål.
Brister:
- Inte upptäckt.
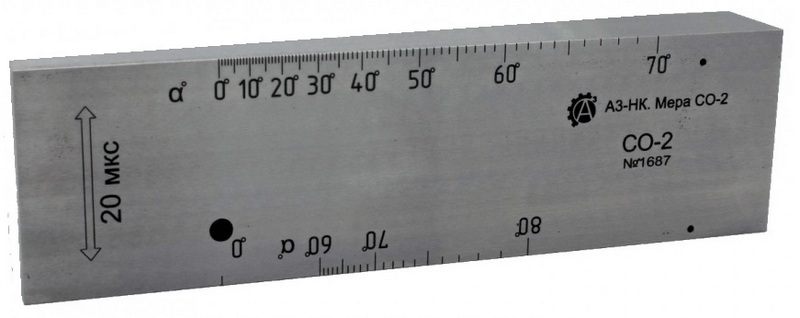
2:a plats: Åtgärd A3 Engineering CO-2 enl. med GOST R 55724-2013 med verifiering 4814251653245"
En annan representant för åtgärder för produktion av mätningar inom området oförstörande testning. Den levereras också i ett exemplar och är avsedd för mätningar från svetsområdet. Strukturen är gjord av höghållfast stål. Standarder för den första verifieringen av felet är förutförda i fabrikslaboratoriet. Ursprungsland - Ryssland. Den rekommenderade kostnaden för detaljhandelskedjor är 5400 rubel.
Fördelar:
- Första verifiering utförd;
- Andra klass av noggrannhet;
- Lättvikt.
Brister:
- Inte upptäckt.
1:a plats: Mätblock INSIZE PP 90.0 klass 1 4101-B90
Det är en representant för den första klassen av noggrannhet och tillverkas av en utländsk tillverkare. Det kan användas för mätningar av standardkomplexitet, för verifiering av mätinstrument, och det är också möjligt att använda det som ett element i ett kombinerat mått. På grund av tillverkningen av kroppen av legerat stål kan det mycket väl interagera med keramiska produkter. Ursprungslandet är Österrike, det rekommenderade priset för detaljhandelskedjor är 6 400 rubel.

Fördelar:
- Måtten är gjord av legerat stål;
- Möjlighet att arbeta med keramisk KMD;
- Förstklassig noggrannhet.
Brister:
- Inte upptäckt.
Mellanprissegment (set och kit)
3:e plats: "Set KMD Tulamash 126551"
Denna uppsättning är ett urval av standard CMD och är utformad för att jämföra standarder med de erforderliga parametrarna för arbetsstycken. Setet innehåller de flesta standardstorlekar. Den är perfekt för arbete i små verkstäder och laboratorier. Plattorna är gjorda av en rejäl stålkonstruktion vilket gör det möjligt att montera dem (pga god vidhäftning) till blockmått. Ursprungslandet är Ryssland, den rekommenderade kostnaden för butiker är 10 700 rubel.

Fördelar:
- Robust konstruktion;
- Bra prefabricerad vidhäftning mellan element;
- Andra klass av noggrannhet.
Brister:
- Inte upptäckt.
2:a plats: "Set Range No. 2 class 1 GOST 9038-80 8-005"
Denna uppsättning har ett stort antal element, vilket gör att den kan användas utan extra tillbehör.Perfekt för att sätta upp och justera mätinstrument, det kommer att hjälpa till att upptäcka ett fel i de mätningar som tas, att göra direkta mätningar av olika objekt. Alla delar av satsen är gjorda av slitstarkt stål och uppfyller ryska standarder. Ursprungslandet är Ryssland, den fastställda kostnaden för detaljhandelskedjor är 17 700 rubel.

Fördelar:
- Utökad uppsättning verktyg;
- Hållbart prestandamaterial;
- Bekvämt fodral för transport.
Brister:
- Inte upptäckt.
1:a plats: "En uppsättning prismatiska mått på en platt vinkel CHIZ N8-1 122634"
En ganska sällsynt och mycket specialiserad uppsättning mått för den prismatiska vinkeln. Noggrannhetsklassen definieras av tillverkaren som den andra. Låter dig mäta objekt med icke-traditionell geometri, för att identifiera fel i icke-linjära mätverktyg. Det finns 10 olika mått som ingår i satsen, de är förpackade i ett slitstarkt träfodral för enkel transport. Ursprungslandet är Ryssland, det rekommenderade detaljpriset är 39 000 rubel.

Fördelar:
- Förmåga till icke-standardiserade mätningar;
- Hög noggrannhetsklass;
- Tillverkningskvalitet.
Brister:
- Fodralet är tillverkat av trä, så sannolikheten för att det ska slitas tidigt är hög;
- Höjd kostnad med en liten konfiguration.
Premiumklass (set och kit)
3:e plats: Micron MIK 76013
Denna uppsättning är ett mycket noggrant instrument för att göra de flesta möjliga mätningar. Passerade en preliminär fabriksverifiering på fabriken, om vilken det finns en post i passet.Ett praktiskt träfodral innehåller 12 delar av tillbehör och mått för att producera en mer exakt mätprocess. Det kännetecknas av det faktum att tillförlitlig teknik från Sovjetunionens tid användes vid tillverkningen. Ursprungslandet är Ryssland, den fastställda kostnaden för butiker är 55 000 rubel.

Fördelar:
- En bra uppsättning åtgärder och tillbehör;
- Hög noggrannhetsklass;
- Pålitlig tillverkningsteknik.
Brister:
- Trälåda;
- Överpris.
2:a plats: "KMD CHIZ PK-1 116087"
En annan representant för den ryska tillverkaren, gjord enligt Sovjetunionens beprövade teknik. Alla element är gjorda av legerat stål, och närvaron av ytterligare tillbehör kommer att göra mätprocessen enklare och bekvämare. Hela setet har 11 artiklar och är lätt. Tillverkningslandet är Ryssland, det etablerade butikspriset är 85 000 rubel.

Fördelar:
- Väskan för transport är gjord av trä och täckt med en skyddande lack;
- Instrumentering av första klass av noggrannhet;
- Lättvikt.
Brister:
- Högt pris.
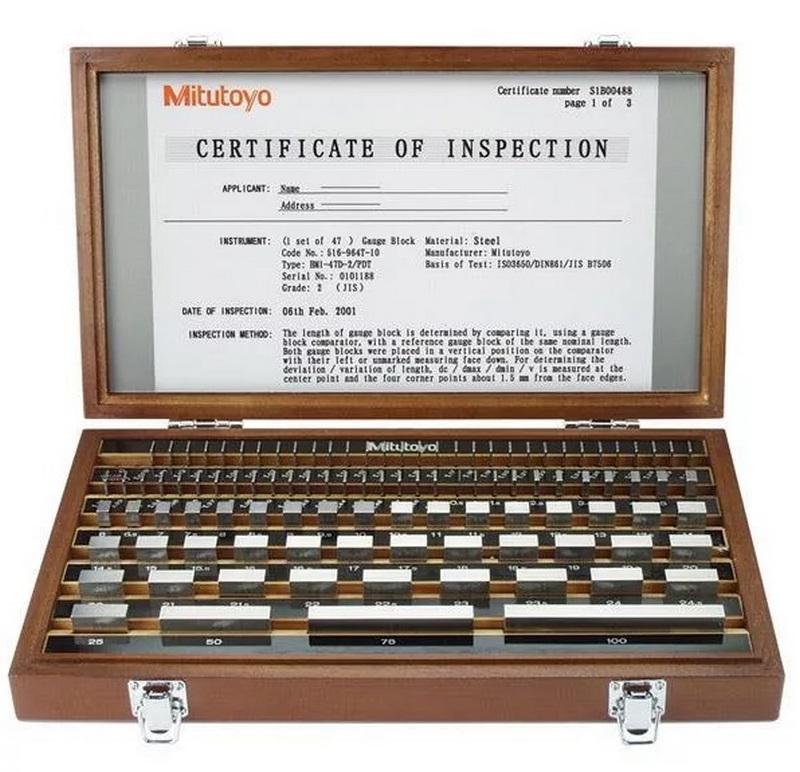
1:a plats: "Set med planparallella mätblock 47 st., Noggrannhetsklass 1 MITUTOYO 516-959-10"
Ett mycket dyrt och multifunktionellt CMD-kit för högprecisionsmätningar från en japansk tillverkare. Satsen innehåller 47 delar av olika plattor, så det är möjligt att göra vilken mätning som helst, och ännu mer är det möjligt att komponera vilket mätblock av en icke-standardtyp som helst utan att använda element från tredjepartssatser. Produktionsmaterial - höglegerat stål. Tillverkningslandet är Japan, den fastställda kostnaden för detaljhandelskedjor är 185 000 rubel.
Fördelar:
- Rimligt pris för dess mångsidighet och noggrannhetsklass;
- Bekvämt fodral för förvaring och transport;
- Överensstämmelse med både ryska och europeiska standarder.
Brister:
- Inte upptäckt.
Istället för en epilog
Analysen av marknaden för de aktuella instrumenten visade att majoriteten av positionerna, i nästan alla segment, upptas av inhemska tillverkare. Detta påverkar dock inte det minsta vare sig billiga varor (vilket är dåligt) eller deras kvalitet (vilket är bra). Anledningen till detta kan vara den accelererade processen för certifiering av mätutrustning under ryska förhållanden, såväl som närvaron av en bra industriskola för tillverkning av sådana instrument, vars historia snart kommer att nå hundra år. Samtidigt är den utländska tillverkaren representerad i premiumklassen och ett litet antal råvaror. Den utländska tillverkaren försöker dock göra sina kit så mångsidiga som möjligt, vilket avsevärt ökar deras pris. Dessutom kommer deras kostnader att öka på grund av att utländska varor genomgår dubbel inspektion - både ryska och europeiska. Samtidigt vill jag betona att kvaliteten på noggrannheten hos både våra och utländska modeller alltid är på en hög nivå. När det gäller förvärvet av KMD: det är nödvändigt att köpa dem endast på betrodda webbplatser och det är absolut nödvändigt att kontrollera närvaron av ett märke i passet vid fabriksverifieringen ("inspektion" - för västerländska prover).
nya poster
Betyg av de bästa termiska salladsbarerna för 2025
Visningar: 25
Betyg av de bästa enheterna för kryolipolys för 2025
Visningar: 24
Betyg av de bästa ryska schampona för hår 2025
Visningar: 38
Betyg av de bästa kosmetologerna i Moskva för 2025
Visningar: 22
Ranking av de bästa skyddsskoöverdragen för 2025
Visningar: 88
Kategorier

Toppranking av de bästa och billigaste skotrarna upp till 50cc 2025
Visningar: 131652

Betyg av de bästa ljudisoleringsmaterialen för en lägenhet 2025
Visningar: 127691

De bästa sneakers för män 2025
Visningar: 124034

De bästa komplexa vitaminerna 2025
Visningar: 121 940


De bästa bordtennisracketarna för 2025
Visningar: 62 478

Betyg av de bästa laserepilatorerna för 2025
Visningar: 18341

Ranking av de bästa nagel- och nagelbandsnångarna för 2025
Visningar: 12 373

De bästa medicinska analyslaboratorierna i Rostov-on-Don 2025
Visningar: 4794
Användbar

Ranking av de bästa vakuumförslutarna för 2025
Visningar: 1937

Betyg av de bästa elektriska spisarna för 2025
Visningar: 2341

Betyg av de bästa pålitliga gå-bakom traktorerna för 2025
Visningar: 17 597

Bästa antivirala medel 2025
Visningar: 33334

Topp 15 hoverboards 2025.Anständigt värde för pengarna
Visningar: 29339
Populära artiklar
-
Toppranking av de bästa och billigaste skotrarna upp till 50cc 2025
Visningar: 131652 -
Betyg av de bästa ljudisoleringsmaterialen för en lägenhet 2025
Visningar: 127691 -

Betyg av billiga analoger av dyra läkemedel för influensa och förkylning för 2025
Visningar: 124519 -
De bästa sneakers för män 2025
Visningar: 124034 -
De bästa komplexa vitaminerna 2025
Visningar: 121 940 -

Toppranking av de bästa smartklockorna 2025 - pris-kvalitetsförhållande
Visningar: 114 980 -

Den bästa färgen för grått hår - toppbetyg 2025
Visningar: 113 396 -

Ranking av de bästa träfärgerna för inredningsarbeten 2025
Visningar: 110 319 -

Betyg av de bästa snurrande hjulen 2025
Visningar: 105 330 -

Ranking av de bästa sexdockorna för män för 2025
Visningar: 104 367 -

Ranking av de bästa actionkamerorna från Kina 2025
Visningar: 102217 -

De mest effektiva kalciumpreparaten för vuxna och barn 2025
Visningar: 102012