Betyg av de bästa hålslagarna, stansarna och skärarna för läder och tyg för 2025

Stansar, perforatorer och fräsar är strukturellt olika verktyg i läderbranschen, men de har ett gemensamt syfte - att göra hål i material. De kan också utföra många typer av arbete relaterat till förberedelse av olika täta material och läder för sömmar. Dessa material har som regel hög styvhet, vilket gör det extremt svårt att arbeta med dem utan instrumenten i fråga. Dessutom är vissa manipulationer utan dem till och med omöjliga att utföra alls. Hålslagare kan användas inte bara för tyg och läder, utan också för presenning och konstläder. Hålen de gör är jämna och av hög kvalitet än när man utför liknande operationer med synål, borr eller syl.
Innehåll
Klassificering och enhet
På grund av det faktum att huden har en hög densitet är en nål eller en syl inte alltid lämplig för att pierca den. Av detta är det tydligt att för större effektivitet bör ett specialverktyg (stansar och hålslagare) användas, vars modeller kan delas in i:
- små bokstäver;
- lockigt;
- Roterande;
- Ringa;
- Slutet.
Standardstansen är ett rör med en skarpslipad arbetsyta. Skarp skärpning är det huvudsakliga designkravet, baserat på det faktum att ju mindre ytan på enheten är i kontakt med materialet, desto lättare är det att göra hål i det.
VIKTIG! Det är fullt möjligt att göra en hålstansnings- och stansanordning på egen hand, du behöver bara plocka upp ett rör med önskad diameter och skärpa det med hög kvalitet.
Det finns även moderna modeller som har funktionen att brotscha. För sådana prover består arbetscykeln av två steg:
- Spetsen slår ett hål;
- Särskilda inbyggda blad utökar öppningen till en given storlek.
Själva brotschningsprocessen är en mekanisk bearbetning av materialet, där noggrannheten hos det stansade hålet beräknas i tiondels millimeter. Att utföra sådana manipulationer manuellt är nästan omöjligt, eftersom. det kommer att vara nödvändigt att applicera överdrivna muskelansträngningar på enheten och observera ökad noggrannhet. I försänkningen kan olika verktygsmaskiner för metallbearbetning användas som arbetsdrift. Hålets form beror på hålslagarens arbetsdel. Som ett exempel kan vi ge verktygets koniska form, från vilken inverkan runda hål kommer att erhållas.
Modeller för öljetter
För att installera öljetter (beslag som skyddar hål från förstörelse) på materialet måste du göra runda hål med en viss diameter. Det är mycket svårt att utföra en sådan operation med hjälp av ett improviserat verktyg eller hemma. Därför används speciella anordningar för denna process, som samtidigt som de gör hål fixerar speciella fälgar på deras kanter som skyddar hålens kanter från förstörelse. Vanligtvis kan sådana nitar också innehålla tillverkarens företagslogotyp eller dess företagsmönster. Grommet-modeller perforerar inte bara produkter, utan kan samtidigt böja kanterna på hålen, vilket i framtiden inte kommer att kräva speciell bearbetning av deras kanter.
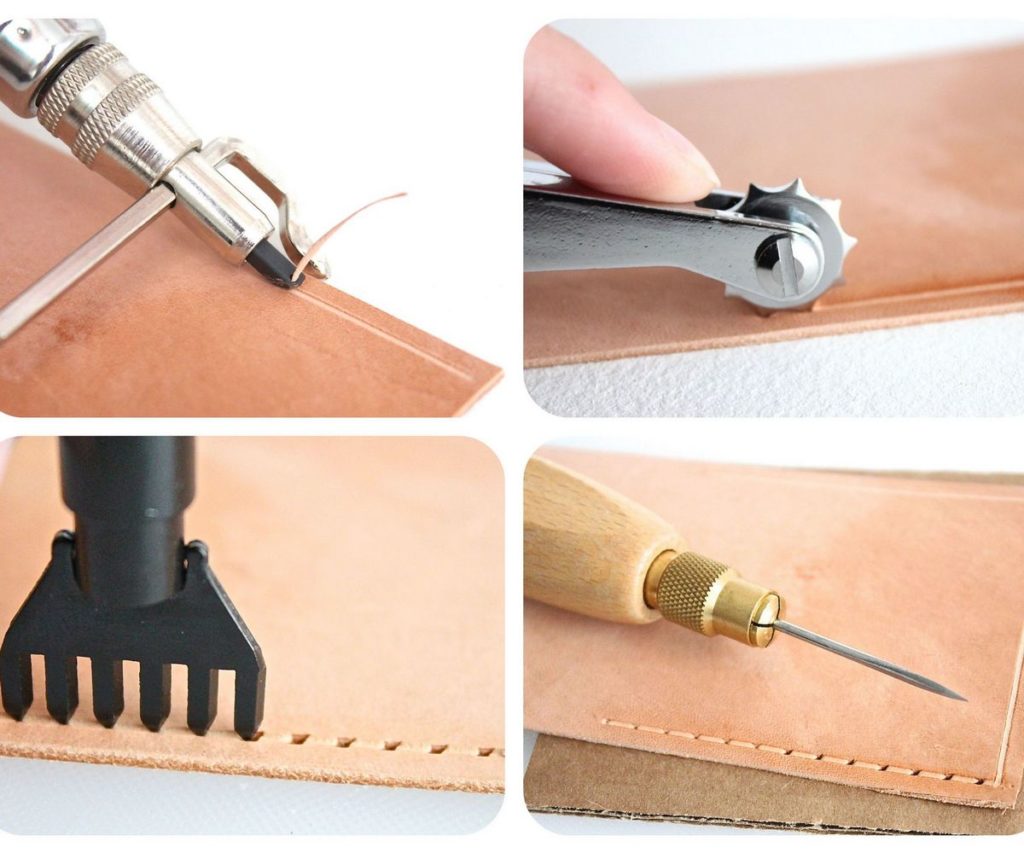
Inline-modeller
Deras form kan jämföras med en kam eller en bordsgaffel. De har speciella spikar som är ordnade i en enda rad, som står på samma avstånd från varandra.På denna enhet finns nålar i mängden två till sex stycken. De är installerade på samma linje, längs vilken den framtida sömmen kommer att passera. Genom att slå i änddelen av enheten genomborras materialet som bearbetas och hål görs i det. Syhastigheten beror på antalet spikar på stygnhålsstansen. När penetrationen är klar tas spikarna bort från hålen, och själva kammen flyttas till önskat avstånd till en av sidorna, och observerar stegets jämnhet. Linjestansare kan delas in i två alternativ:
- Produkter som fungerar enligt principen om en fräs som trycker / sticker hål och trycker isär materialet;
- Produkter som skär en liten hålighet i materialet, med det resulterande överskottet borttaget (det här alternativet lämnar högsta kvalitet och mest exakta hål).
Det är värt att notera att för modeller med små bokstäver kan spikarna ha en annan form. Oftast finns det runda och halvcirkelformade alternativ, men det finns också:
- diamantformad;
- triangulär;
- sned;
- Rektangulär.
VIKTIG! En viktig roll i arbetet med brådskande prover spelas av tjockleken på sektionen av spikarna och avståndet mellan dem. Till exempel görs franska sömmar vanligtvis med sneda stansar, och dessa används traditionellt för att sy plånböcker eller bearbeta klockarmband av läder.
Om det är tänkt att arbeta med mycket grovt och tätt material, är det att föredra att använda fräsar, där spikarna har en större diameter och ett ökat avstånd. Detta förhållande gör att du kan flasha den framtida produkten med tjockare trådar.Det bör noteras att det för denna kategori inte finns någon universell verktygslåda som lämpar sig för alla arbetssituationer, därför, ju fler olika linjekammar befälhavaren har, desto större utbud av uppgifter kan han utföra.
VIKTIG! Piggarnas romboidform är karakteristisk för den kinesiska skräddarskolan, som har utvecklats historiskt. Deras linjestansare är klassiskt 1, 2, 4, 6 tänder med ett standardavstånd på 5 millimeter mellan dem.
Revolver modeller
Till sitt utseende liknar enheterna i fråga tång, på en del av vilka en anordning av revolvertyp är installerad för att stansa hål. Med hjälp av ett sådant prov är det nödvändigt att vrida enheten och installera arbetsspiken av önskad typ. Därefter återstår det att lägga materialet för bearbetning och trycka på handtaget för att göra ett hål. Som standard installeras sex spikar med en diameter på 2 till 4,5 millimeter i roterande modeller. Risken för rullning av trumman under drift förhindras av en speciell blockerare. Ett tryck av denna modell innebär dock att ett hål utförs, vilket indikerar att det inte går att få en söm direkt. Huvudsyftet med roterande enheter är att slå enstaka hål, till exempel för ett midjebälte eller en rem för en väska.
Lockiga modeller
Stansning av hål med hjälp av ring- eller figuranordningar innebär att en del av materialet som faller under deras arbetsdel avlägsnas. Med hjälp av sådana enheter är det möjligt att utföra stora slots. Deras traditionella form är ett vanligt rör med en spetsig ände. Skärning åstadkoms genom att applicera den spetsiga delen på materialet och slå hårt mot änden av verktyget. Utbudet i detta modellsortiment är mycket stort.Tack vare dem är det möjligt att göra inte bara ett ovalt eller runt hål, utan också upprepa konturerna av komplexa geometriska former - stjärnor, polygoner, trapezium, etc. Modellerna i fråga levereras vanligtvis i kit, där rören har en diameter på 2 till 22 millimeter.
Slutmodeller
De används oftast för att skära hud. Speciella trimmers som används för att bearbeta bälten, som är formade som en böjd stålplåt, har vunnit stor popularitet. Det är bekvämt att skära band för midjebälten med en sådan platta.
"Jakt" modeller
Med deras hjälp skärs wads speciellt, som sedan sätts in i patronen. De har stora former, i jämförelse med skräddarsydda varianter. Deras diameter motsvarar kalibern på patronen laddad med vadden. Deras huvudsakliga syfte är att skära den önskade biten från ett mycket tätt material, som är standardkork, kartong eller filt.
Specialmodeller
Dessa varianter är utrustning som kan fungera både på läder och tätt tyg, och på metall. Dessa kan inkludera:
- Pneumatisk - sådana prover kräver anslutning till en pneumatisk kompressor. De används för bearbetning av olika material upp till tenn, plåt eller metallplattor.
- Hydrauliska - de liknar i större utsträckning i princip i drift och utseende industrimaskiner som är utformade för att göra hål i metall.
- Manuell - dessa variationer för täta material kommer att kräva anmärkningsvärd styrka från mästaren. Deras kropp är alltid gjord av hållbart kolstål, på grund av detaljerna för att bearbeta täta produkter. På grund av sin massiva design är de mindre benägna att deformeras när de kastas in i arbetsstycket.
VIKTIG! Specialmodeller kan förlora sin skärpa mycket snabbt, så en periodisk skärpningsprocedur tillhandahålls för dem. Samtidigt är det nödvändigt att skärpa arbetsdelen inte bara på utsidan utan också på insidan, och avsluta denna process med polering.
Grunderna i att använda hålslag och slag
Först och främst bör du välja rätt verktyg. Dess stigning, diametern på stansarbetsdelen och tillverkningsmaterialet måste motsvara den aktuella uppgiften. Då behöver du:
- Markera platsen för det framtida hålet på det befintliga arbetsstycket;
- Installera verktyget på ett sådant sätt att dess arbetsdel passar tätt in i det framtida hålet, utan att gå utöver det nödvändiga ramverket;
- Det är viktigt att observera platsen för intervallet mellan hålen på grundval av enhetlighet, och alla märken bör placeras på samma linje;
- Efter att ha kontrollerat alla mätningar noggrant, appliceras verktyget på arbetsstycket och dess aktiveringselement pressas (för ändarna - ett slag mot slutet, för revolvrar - greppen kläms, etc.). Presskraften måste motsvara materialets densitet;
- Efter pressning är det nödvändigt att ta bort det utskurna elementet på arbetsstycket eller rengöra det resulterande hålet.
Vid användning av utrustningen i fråga anses valet av intervall och centrering av verktyget vara viktiga villkor. Om dessa förhållanden är "oense" med varandra, kan det hända att hålen inte ligger på samma linje. När du stansar det första hålet (eller uppsättningen hål) måste intervallet och riktningen ständigt upprätthållas, då kommer det resulterande resultatet inte att kunna skiljas från fabriksarbetet. Ovanstående bearbetningsprinciper är tillämpliga inte bara för stansning av hål, utan också för att installera knappar och nitar.
VIKTIG! Verktyget kommer att hålla mycket längre om du lägger ett speciellt substrat i form av en polymerplatta under arbetsstycket. Utdragningen av arbetsstycket i slutet av arbetet måste utföras vertikalt och undvik att det svänger.
Egentillverkad stegstans
Stegverktyget anses med rätta vara en av huvudanordningarna för att arbeta med läder, som används för att göra hål när du syr ämnen. Som en konstruktiv bas för det är det möjligt att använda en vanlig bordsgaffel. Det senare är att föredra att välja från rostfritt stål (endast inte aluminium), som har ett platt handtag. Dess tänder bör helst vara rektangulära eller triangulära.
Först måste du bli av med tändernas konvexitet genom att rikta in dem. För att göra detta är det nödvändigt att värma arbetsdelen över elden, efter att ha hållit gaffelhandtaget i ett skruvstycke, och slå på tänderna med en hammare. Vidare filas tänderna försiktigt med en bågfil och bryts sedan av med en tång. Dessutom sågas den överflödiga delen av handtaget av med en bågfil för att ge den en jämn form av rumpan för slag, och den vassa kanten som bildas längs kanterna rengörs med en fil. Nästa steg blir processen att utjämna gaffelpinnarnas bredd, eftersom gaffelns yttre pinnar är något bredare än de mellersta.
I det sista skedet är det nödvändigt att skärpa enhetens arbetselement med en nålfil, och se till att längden på tänderna är enhetlig, annars kommer storleken och formen på de stansade hålen att skilja sig.
Innan du använder den resulterande enheten är det nödvändigt att kontrollera kvaliteten på framtida hål på onödiga rester av läderämnen. Om en justering behövs, måste den utföras genom att slipa arbetsnejlika.
Det är värt att notera att för handtaget är det möjligt att använda en del av ett annat verktyg som har förfallit med lämplig storlek för att säkerställa fullständig bekvämlighet med att slå mot änddelen, med korrekt fördelning och applicering av slagkraften över alla tänderna.
Svårigheter att välja
När de arbetar med läder ställer de flesta nybörjare sig själva frågan: vilken stansutrustning bör föredras? Valet av högkvalitativa verktyg gör att du snabbt och effektivt kan markera arbetsstycket, stansa och stansa hål samtidigt som du väljer deras rätta former och storlekar. Därför, när du väljer, måste du följa några enkla regler:
- Den ovala modellen är bra för de flesta läderjobb, från flera hål i ett midjebälte till alternativ för enkelväska;
- Lockiga modeller är ett designverktyg, för med deras hjälp utförs komplex geometri: halvmånar, blommor, droppar och till och med fjärilar;
- Line modeller är lämpliga för att göra många alternativ för ett set för hålsnörning.
De flesta proffs föredrar att använda runda stansar med 4-5 mm stigning oftare, och i speciella fall, använd en inte alltför dyr diamantformad uppsättning. När du köper måste du vara uppmärksam på kvaliteten på tänderna - oavsett om de är polerade eller inte. Arbeta med en stans vars tänder är polerade kommer att gå något snabbare, eftersom det blir lättare för honom att sticka in i arbetsstycket än för opolerade tänder, som kommer att klamra sig fast vid kanterna av hålen. Polerade prover är mycket dyrare än opolerade motsvarigheter. Men om engångsarbete är tänkt, så är det möjligt att klara sig med ett opolerat verktyg.
Det är värt att notera att enheter tillverkade i Japan, Tyskland och USA är mer populära. Kinesiska enheter, även om de är mycket billiga, har ofta inte ens de minsta nödvändiga egenskaperna. Det bästa tillverkningsmaterialet för verktygen i fråga är slitstarkt legerat stål. När det gäller skärpning av arbetständerna skulle det vara bättre om de är diamantslipade eller extra härdade.
Betyg av de bästa hålslagarna, stansarna och skärarna för läder och tyg för 2025
Budgetsegment
3:e plats: "PHM-06 - Micron, mörkgrå"
Detta prov är en billig och pålitlig lösning, speciellt lämplig för en nybörjare som läderhantverkare. Den är gjord av slitstark metall och dess huvudsakliga syfte är hushållsbruk. Designen ger ett handtag med en halkfri beläggning, och verktygets diameter är 8 millimeter. Perfekt för att arbeta med tätt tyg, läder, mocka och konstläder. Den rekommenderade kostnaden för detaljhandelskedjor är 290 rubel.

Fördelar:
- En utmärkt variant för en nybörjarmästare;
- Tillräcklig kapacitet för att bearbeta olika material;
- Halkfri beläggning.
Brister:
- Ej lämplig för fina tyger.
2:a plats: "Gör det!" för läder halvcirkelformad 50mm"
En utmärkt modell för stansning och trimning av läderprodukter och olika läderremsor med en bredd på upp till 50 millimeter. Skärdelen, gjord i form av en halvcirkel, är fast svetsad till handtaget, vilket gör det lättare att arbeta med ett slaginstrument. Slagkraften är korrekt fördelad över hela skäreggen. Skiljer sig i användarvänlighet.Den rekommenderade kostnaden för detaljhandelskedjor är 350 rubel.

Fördelar:
- Enkel användning;
- Jämn fördelning av slagkraften längs skäreggen;
- Hållbart tillverkningsmaterial.
Brister:
- Inte upptäckt.
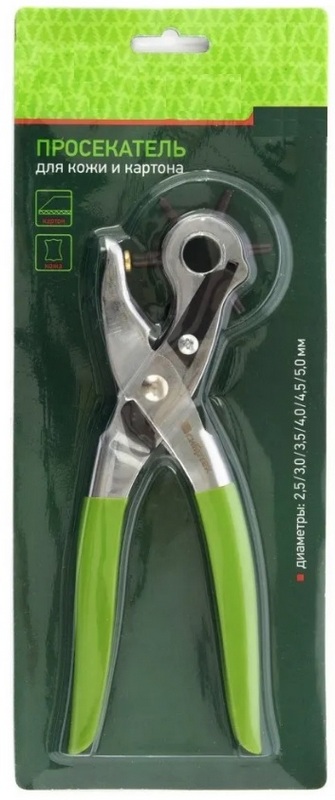
1:a plats: "Slitter för läder och kartong "Russia-18360S"
Denna hålstans används för att göra hål med diametrar på 2,5-3,0-3,5-4,0-4,5-5,0 millimeter. Perfekt för att arbeta med material som läder och kartong, plast och textilier, samt andra mjuka underlag. Enheten kännetecknas av en väljusterad stigning mellan tänderna, och dess handtag är utrustade med en speciell anti-halkbeläggning. Den fastställda kostnaden för butikskedjor är 475 rubel.
Fördelar:
- Enkel användning;
- Brett användningsområde;
- Antisladdhandtag.
Brister:
- Ju starkare arbetsstycket är, desto mer muskelansträngning krävs.
Mellanprissegment
3:e plats: "Leather Punching Tools - 10PCS "BLGT"
Denna uppsättning stansar tillhör den semiprofessionella kategorin, den innehåller de mest populära storlekarna för att göra hål. Levereras med en praktisk förvaringsväska. Alla element är gjorda av slitstarkt legerat stål. Ändslagsdelen fördelar den applicerade kraften jämnt till alla kanter, varefter det återstår bara att ta bort den skurna cirkeln. Storleken på stansarna varierar från 0,5 till 5 millimeter. Den rekommenderade kostnaden för butikskedjor är 875 rubel.

Fördelar:
- Stort set av hög kvalitet;
- Hållbart utförande stål;
- Bekväm förvaringsväska.
Brister:
- Inte upptäckt.
2:a plats: "PHM-01 - Micron"
Ett utmärkt semiprofessionellt handverktyg. För att arbeta med det krävs inga främmande verktyg (som en skräddarhammare eller klubba). Den kan användas både hemma och i professionellt skrädderi. Munstyckena som ingår i satsen är gjorda av slitstark metall, och själva designen är utrustad med ett bekvämt arbetshandtag. Munstyckenas diameter varierar från 1,5 till 4 millimeter. Huvudsyftet med enheten är bearbetning av tätt tyg, mocka och läder, såväl som konstläder. Den etablerade kostnaden för detaljhandelskedjor är 1 700 rubel.

Fördelar:
- Set med munstycken ingår;
- Bekvämt arbetshandtag;
- Inget behov av tredjepartsverktyg.
Brister:
- För högt pris.
1:a plats: "Buffalo - 7 mm"
Denna enhet är mycket specialiserad och är designad för att stansa hål i läderarmband. Avståndet mellan hålen är 7 millimeter och hålets diameter är 2 millimeter. Antalet tänder på kammen är fyra. Armaturens tänder är utbytbara, men de måste köpas separat. Stanshålet representerar formen av en vanlig cirkel. Tänderna är fabriksvässade och är omedelbart klara för användning. Produktionsmaterial - rostfritt stål. Ursprungslandet är Ryssland under en amerikansk licens. Den fastställda kostnaden för butikskedjor är 2400 rubel.

Fördelar:
- Robust konstruktion;
- Möjlighet att byta spetsar;
- Kvalitetstillverkning.
Brister:
- Högt pris.
Premiumklass
3:e plats: "Uppsättning av figurerade slag "BLGT"
Detta kit är ett bra fynd för en professionell skräddardesigner. Innehåller 52 delar av olika komplexa geometriska former, som är gjorda av legerat stål. Deras skärkanter är ordentligt slipade och kan skära igenom även det tjockaste läder. Den fastställda kostnaden för detaljhandelskedjor är 2450 rubel.

Fördelar:
- Tillräckligt pris för ett så stort antal munstycken;
- Hållbart tillverkningsmaterial;
- Utmärkt skärpning av skäreggar.
Brister:
- Inte upptäckt
2:a plats: "Buffalo - 5 m"
Detta kit har ett universellt syfte och kan användas både separat och som munstycke för Ter-2 eller Pressmark pressar. Setet innehåller en 6-stifts stans, en 2-stifts stans och ett vadderat munstycke av polypropen för enkel stansning. Systeget på enheten lämnar 5 millimeter, och diametern på det utskurna hålet är 1 millimeter. Tänderna kan bytas ut, materialet för tillverkning av enheten är rostfritt stål. Den fastställda kostnaden för detaljhandelskedjor är 3 400 rubel.
Fördelar:
- Mångsidig användning;
- Munstycksvariation;
- Utbytbara tänder;
- Kvalitetsutförande i metall.
Brister:
- Högt pris.
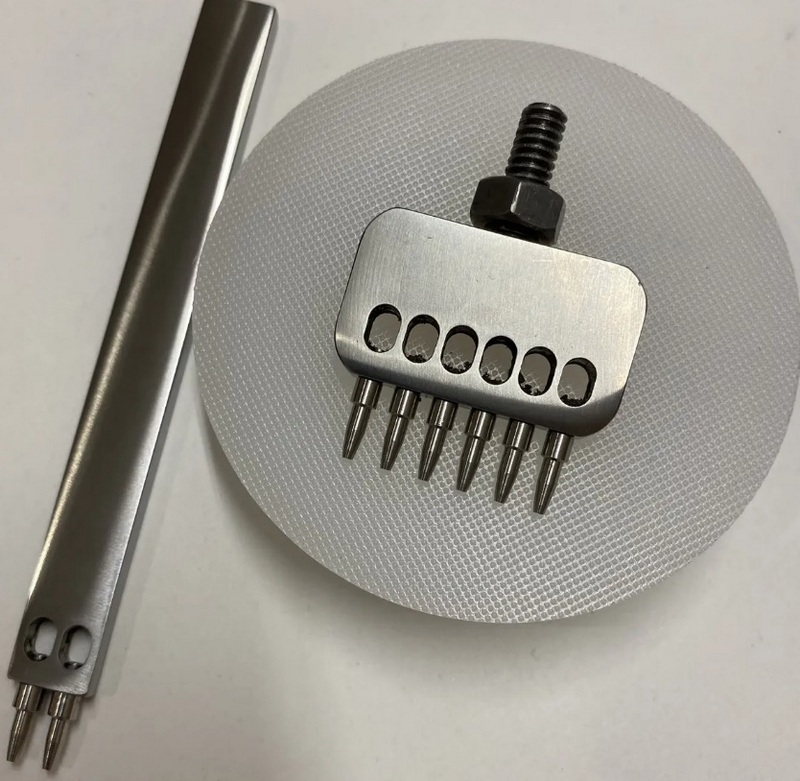
1:a plats: "ZTools - 2 - 5"
Denna enhet tillhör professionella skräddarsydda enheter för läderbranschen. Strukturen är gjord av högkvalitativt legerat stål. Satsen innehåller två munstycken för fem respektive två tänder. Det är möjligt att använda munstycken både separat och samtidigt (när de är installerade i en lämplig press). Själva stansarna kan ändras genom att variera deras diameter.Den etablerade kostnaden för detaljhandelskedjor är 3 800 rubel.

Fördelar:
- Mångsidighet;
- Produktionsmaterial - legerat stål;
- Förmåga att arbeta med pressen.
Brister:
- Överpris.
Istället för en epilog
En översyn av den moderna marknaden för enheterna i fråga har fastställt att den i nästan alla segment presenterar produkter från en utländsk tillverkare. Samtidigt är den ganska kapabel att uppfylla de deklarerade priserna vad gäller dess kvalitet, även om priserna kan verka ganska höga. Det rekommenderas att köpa sådana verktyg via onlinebutiker, eftersom det är möjligt att hitta ett tillräckligt sortiment i dem som kan tillfredsställa både en professionell hantverkare och en amatör. När det gäller varumärkena i de producerande länderna vill jag notera de tyska företagen som har alla goda egenskaper hos de levererade varorna, och till skillnad från andra försöker de fylla marknaden inte med individuella verktyg, utan snarare utökade uppsättningar på en gång . Den ryska tillverkaren är inte ens representerad av sina egna produkter, men den tillverkar varor med anständig kvalitet under licens från det amerikanska företaget Buffalo.
nya poster
Betyg av de bästa termiska salladsbarerna för 2025
Visningar: 29
Betyg av de bästa enheterna för kryolipolys för 2025
Visningar: 29
Betyg av de bästa ryska schampona för hår 2025
Visningar: 42
Betyg av de bästa kosmetologerna i Moskva för 2025
Visningar: 28
Ranking av de bästa skyddsskoöverdragen för 2025
Visningar: 92
Kategorier

Toppranking av de bästa och billigaste skotrarna upp till 50cc 2025
Visningar: 131660

Betyg av de bästa ljudisoleringsmaterialen för en lägenhet 2025
Visningar: 127698

De bästa sneakers för män 2025
Visningar: 124042

De bästa komplexa vitaminerna 2025
Visningar: 121 946

Bästa tvättmaskinerna för tvättstugor 2025
Visningar: 2286

Betyg av de bästa elektriska skotrarna för 2025
Visningar: 27292

Betyg av de bästa smältostarna för 2025
Visningar: 9277

Smartphone BQ-5056 Fresh - en värdig nyhet 2018
Visningar: 7535

Smartphone Umidigi F1: fördelar och nackdelar
Visningar: 4816
Användbar

Ranking av de bästa vakuumförslutarna för 2025
Visningar: 1940

Betyg av de bästa elektriska spisarna för 2025
Visningar: 2342

Betyg av de bästa pålitliga gå-bakom traktorerna för 2025
Visningar: 17603

Bästa antivirala medel 2025
Visningar: 33338

Topp 15 hoverboards 2025. Anständigt värde för pengarna
Visningar: 29342
Populära artiklar
-
Toppranking av de bästa och billigaste skotrarna upp till 50cc 2025
Visningar: 131660 -
Betyg av de bästa ljudisoleringsmaterialen för en lägenhet 2025
Visningar: 127698 -

Betyg av billiga analoger av dyra läkemedel för influensa och förkylning för 2025
Visningar: 124526 -
De bästa sneakers för män 2025
Visningar: 124042 -
De bästa komplexa vitaminerna 2025
Visningar: 121 946 -

Toppranking av de bästa smartklockorna 2025 - pris-kvalitetsförhållande
Visningar: 114 985 -

Den bästa färgen för grått hår - toppbetyg 2025
Visningar: 113401 -

Ranking av de bästa träfärgerna för inredningsarbeten 2025
Visningar: 110 327 -

Betyg av de bästa snurrande hjulen 2025
Visningar: 105 335 -

Ranking av de bästa sexdockorna för män för 2025
Visningar: 104374 -

Ranking av de bästa actionkamerorna från Kina 2025
Visningar: 102222 -

De mest effektiva kalciumpreparaten för vuxna och barn 2025
Visningar: 102016