Оцена најбољих ултразвучних детектора грешака за 2025

Ултразвучни детектор грешака је опрема која је дизајнирана да открије дефекте на објекту без оштећења његовог интегритета. Деформације се детектују кроз утицај ултразвучних таласа на објекат. Опрема је у великој потражњи, јер је метод њеног рада једини који вам омогућава да пружите најтачније дијагностичке резултате без растављања предмета истраживања.

Садржај
- 1 Ултразвучни детектор грешака: опште информације
- 2 Популарни типови савремене детекције грешака у производњи
- 3 Припрема за дијагностику
- 4 Постизање највишег нивоа тачности истраживања
- 5 Дефекти које детектују ултразвучни детектори грешака са највећом вероватноћом
- 6 Предности ултразвучних детектора грешака
- 7 Тешкоће избора
- 8 Оцена најбољих ултразвучних детектора грешака за 2025
- 8.1 Сегмент буџета
- 8.1.1 3. место: "ТУД-1 Сонел ултразвучни детектор цурења и електричног пражњења"
- 8.1.2 2. место: „Инатест тестер тврдоће комбинован: ултразвучни и динамички (ултразвучни Инатест-У са сондом типа „А“ са верификацијом)“
- 8.1.3 1. место: „ТВМ-УД комбиновани тестер тврдоће: ултразвучни и динамички (ултразвучни ТВМ-УД са верификацијом)“
- 8.2 Средњи сегмент цена
- 8.3 Премиум класа
- 8.1 Сегмент буџета
- 9 Закључак
Ултразвучни детектор грешака: опште информације
Ултразвук пролази кроз слој чврстог гвожђа и може да открије присуство најмањих пукотина које могу бити унутар објекта. Уређај ће моћи да открије дефект на дубини од 5 до 50 милиметара са великом прецизношћу. Опрема која се разматра може имати различите нивое осетљивости. Овај индикатор зависи од величине и димензија откривеног дефекта. Обим уређаја је веома широк, али се најчешће користе за одређивање квалитета метала у производњи.Уређаји имају интуитиван рад, обезбеђују јединствену и ефикасну употребу, а одликују се повећаном прецизношћу, што вам омогућава да добијете висококвалитетне резултате и благовремено откријете и исправите различите недостатке у производњи.
Принцип ултразвучне контроле
Тип апарата који се разматра обично се користи за контролу нивоа чврстоће на завареним спојевима. У овом случају, уређај током рада ради на следећи начин: специфични акустични таласи се усмеравају у металне лимове, изазивајући вибрације у кућишту. Они могу бити следећих типова:
- Хиперсониц;
- ултразвучни;
- Стандардни звук;
- Инфрасониц.
Током проласка ултразвука, простор кроз који се простире формира уједначене осцилације у односу на његову тачку мировања. За чврсте материје могу доћи до попречних/уздужних вибрација, што вам омогућава да контролишете квалитет заварених спојева са максималном тачношћу. Брзина ширења и снабдевања описаних таласа директно зависи од јачине / унутрашњег окружења објекта који се проучава. Интензитет таласа се може подесити. Како се талас шири, његова снага ће постепено нестати. На основу контроле брзине овог изумирања биће могуће судити о јачини шава. Уређај ће, с друге стране, приказати коефицијент слабљења ултразвука, стварајући га на основу степена апсорпције и расејања. Коначна тачност је веома висока, тако да можете добити конкретне идеје о квалитету метала, чврстоћи шава и одсуству / присуству других недостатака.
Популарни типови савремене детекције грешака у производњи
Изузетно популарни недеструктивни инструменти за детекцију грешака укључују: вртложне струје, акустичне (ултразвук) и магнетне. Постоје и друге врсте, али њихова употреба није толико распрострањена, јер је принцип њиховог рада донекле компликован.
Ултразвук (акустични формат)
Акустични детектор грешака се обично схвата као скуп уређаја за испитивање без разарања сличних по својој функционалности. Њихово деловање је засновано на принципима акустичних таласа. Према најједноставнијим физичким принципима, основни индикатори звучног таласа се не могу мењати при ширењу у хомогеном микроокружењу. Међутим, ако нови медијум блокира путању таласа, онда се његова дужина и фреквенција мењају. Што је виша фреквенција звука, то ће резултат бити тачнији, стога се међу читавим доступним опсегом користи ултразвук. Ултразвучни уређај емитује таласе који продиру у испитни објекат. Ако постоје шупљине или инклузије других материјала, као и други недостаци, тада ће их талас увек открити, показујући то променом својих параметара.
Детектори мана који раде на принципу ехолокације сматрају се најприступачнијим и најраспрострањенијим. Талас улази у објекат и, ако се не пронађу недостаци, не рефлектује се, односно уређај не добија повратну информацију и не региструје се кршење. Ако се талас вратио назад, то указује на присуство недостатака. У сваком случају, сам уређај је и генератор и ултразвучни пријемник, што у великој мери олакшава операције детекције мана. Начин рада огледала је мало сличан ехолокацији, али користи одвојене уређаје - ово је генератор и пријемник.Предност ове методе је што се оба уређаја налазе на истој страни објекта који се проучава, што квалитативно поједностављује процедуру постављања, подешавања и мерења. Одвојено, вреди поменути методе ултразвучне анализе. Овде се користи концепт "звучне сенке". Ако унутар објекта постоји дефект, онда ће то допринети тренутном пригушењу вибрација, стварајући тако „сенку“. Овај принцип се заснива на методи сенке детекције грешака помоћу ултразвука, при чему су пријемник и предајник на истој звучној оси, али на супротним странама. Недостаци таквог уређаја су да за његов пуноправни рад морају бити испуњени строги услови за димензије, конфигурацију и ниво храпавости објекта који се мери, што указује на лошу уједначеност опреме.
Вртложне струје и магнетна поља (формат вртложне струје)
Вртложни токови се стварају у проводницима када се формирају у непосредној близини магнетног поља наизменичног типа, на основу чињенице да у присуству дефеката ови токови репродукују сопствено секундарно поље, а уређаји за детекцију грешака вртложним струјама раде. Као резултат тога, описани апарат таквог принципа рада формира примарно поље, а секундарно поље, које пружа могућност да се открију и идентификују недостаци у предмету истраживања, настаје као резултат електромагнетне индукције. Уређај, с друге стране, прима секундарно поље, региструје његове индикаторе и даје резултат о врсти и квалитету квара.
Такви уређаји имају веома високе перформансе, а процес верификације не траје много времена.Ипак, вртложни токови се јављају само у оним медијима који имају проводну способност, што указује на уску специјализацију овог апарата.
Формат магнетних честица
Ово је још један од најчешћих начина. Користи се за процену заварених спојева, проверу чврстоће заштитних слојева, поузданости цевовода итд. Ова метода је посебно вредна за дијагностиковање објеката сложеног геометријског облика и тешко доступних места за верификацију.
Принцип рада ове методе заснива се на физичким параметрима магнетизованих метала. Помоћу трајних магнета (или њихових аналога) који могу да формирају кружно/уздужно магнетно поље, посебан реагенс, магнетни прах, наноси се на испитни објекат (мокро/суво). Под утицајем поља, прах ће се комбиновати у такозване ланчиће, структурирати и формирати изразиту шару у виду таласастих линија на површини. Добијена слика ће јасно показати рад поља, а знајући потребне параметре закривљених линија, можете видети где постоје неслагања и одредити локацију дефекта. Обично се посебно велика количина праха акумулира на месту дефекта (шупљине, пукотине). Коначни резултат се фиксира упоређивањем добијене слике са стандардом квалитета.
Друге врсте детекције грешака
Нове технике се појављују стално, скоро сваке године. Истовремено, стари одмах губе некадашњу популарност. Многи савремени уређаји су високо специјализовани и користе се само за одређене индустрије.
На пример, флукгате уређаји раде тако што анализирају импулсе који се стварају када се креће дуж објекта.Користе се у производњи ваљаних металних производа, у општој металургији и у контроли заварених спојева.
Уређаји за зрачење који раде зраче објекте алфа, бета, гама и рендгенским зрацима, као и бомбардују их неутронима. Резултат је веома детаљна слика објекта са видљивим нехомогеностима и дефектима. Метода се одликује високим трошковима, који се надокнађују повећаним садржајем информација.
Капиларни модели су дизајнирани да открију спољашње пукотине и празнине када су изложени специфичном агенсу за развијање. Резултат се процењује искључиво визуелно. Капиларна метода се користи у бродоградњи, ваздухопловству и машинству.
У енергетској индустрији, све несавршености производа (који су под високим напоном) детектују се електронско-оптичким детекторима грешака. Они могу ухватити и најмање промене у површинским честицама и коронским пражњењима, што омогућава анализу рада објекта на даљину, без заустављања његовог рада.
Припрема за дијагностику
Пре почетка испитивања потребно је очистити површину од трагова корозије, фарбених материјала и других премаза. Међутим, није потребно очистити целу површину, довољно је посматрати размак од 70 центиметара. У овом облику објекат ће бити припремљен за дијагностику, али би ипак било пожељно додатно проверити проходност ултразвучног таласа. Да бисте то урадили, можете користити уље, маст, глицерин и друге течне супстанце са садржајем масти. Затим ћете морати да подесите и калибришете уређај за скенирање за одређене опције. Главни задаци су:
- Провера објеката дебљине мање од 20 милиметара (дозвољено је коришћење фабричких подешавања);
- Испитивање објеката дебљине веће од 20 милиметара (подаци АРТ дијаграма се додају подешавањима);
- Дијагноза поузданости заварених спојева (потребна је комплексна калибрација са подацима АРТ дијаграма и разјашњење других сложених импулса).
Тек након што је конфигурација завршена, требало би да наставите са операцијама верификације.
Постизање највишег нивоа тачности истраживања
Да би се постигла максимална тачност резултата, сонда уређаја се мора померати цик-цак по површини, при чему је потребно сонду ротирати око осе за око 10-15%. Ако уређај почне да производи атипичне вибрације, онда је на откривеном месту потребно што је могуће више проширити сонду како би се прецизније одредила локација лоше направљене везе. Потрагу је потребно извршити све док се не сазна тачка у којој ће врх таласа бити највиши. Истовремено, мора се узети у обзир да опрема може вратити резултат са неком грешком, што је последица рефлексије таласа од шавова. Затим треба применити друге дијагностичке методе. Ако неколико различитих метода доведе до једног резултата, онда можете поправити грешку тако што ћете записати њене координате. Произвођачи детектора грешака се ослањају на захтеве Државних стандарда и препоручују тестирање једног објекта са најмање две различите методе. Сви добијени подаци морају бити забележени у посебном часопису или табели. Тако можете брзо уклонити квар на објекту и убрзати коначну дијагнозу, јер су све идентификоване тачке проблема већ познате.
Дефекти које детектују ултразвучни детектори грешака са највећом вероватноћом
Контрола заварених шавова, која се врши помоћу уређаја дотичне врсте, омогућава вам да добијете јасну слику ситуације.Правилно изведена процедура може гарантовати скоро 100% тачност резултата. Међутим, постоје недостаци које је прилично тешко открити. Али постоји много откривених 100% недостатака, а они укључују:
- Чипови, пукотине;
- Порес;
- Заварени спојеви недовољно кувани;
- Ламинација металних легура;
- фистуле;
- Опуштени шавови на почетку / крају целе структуре;
- Трагови корозије;
- Међусобно искључивање у једном споју два различита метала;
- Одступање од геометријских индикатора у шеми пројектовања.
Истраживање је спроведено на таквим врстама метала као што су:
- челик,
- Бакар,
- Ливено гвожде.
Такође, доступне су следеће врсте шавова за ултразвучну дијагностику:
- Т-схапед;
- раван;
- попречно;
- Лонгитудинал;
- Прстен.
Предности ултразвучних детектора грешака
Они могу укључивати:
- Повећана тачност и убрзано прикупљање информација о евалуацији;
- Ниска цена саме процедуре;
- Преносивост коришћене опреме која омогућава рад „на терену“;
- Могућност спровођења истраживања без прекида рада дијагностикованог објекта;
- Нема ризика за заварене шавове, шупљине цеви и друге чврсте подлоге.
Тешкоће избора
Главни параметри који захтевају посебну пажњу пре куповине могу се назвати:
- Раздаљина;
- Сврха и сврха;
- Укупне перформансе;
- Сложеност монтаже/конфигурације;
- Границе радних температура;
- Поузданост.
Различити модели имају различите мерне опсеге, што значи да неки инструменти могу да открију дефекте до једног микрометра, док су други ограничени на десет милиметара. Такав детаљ игра веома важну улогу, на пример, у машинству, али у грађевинске сврхе висока тачност је непотребна.Стога, за ову другу индустрију, нема смисла набавити тачан и скуп уређај. Такође, у пратећим документима произвођач мора навести за коју врсту материјала је одређени модел намењен, као и које недостатке може да открије. Одвојено, могу се поставити посебни захтеви за природу површине, присуство/одсуство заштитних слојева, облик и димензије испитног предмета.
Индикатор перформанси одређује брзину скенирања и објекат процедуре, који се може "прикачити" за одређену временску јединицу. Дакле, флукгате и модели вртложне струје могу да обезбеде повећану брзину, али процес магнетизације и рад са сваком секцијом посебно може потрајати прилично дуго. Одвојено, вреди поменути процес инсталације / склапања / конфигурације. Ручни преносиви уређаји који се лако уклапају у торбу биће најбоље решење за службу дежурне инспекције. Прецизнији и сложенији уређаји ће увек захтевати додатно време за инсталацију/подешавање. С обзиром на то да се испитивање без разарања може изводити и у затвореном и на отвореном (укључујући и хладну сезону), неопходно је одредити границе радних температура. Истовремено, треба водити рачуна о могућности рада у агресивном окружењу.
Оцена најбољих ултразвучних детектора грешака за 2025
Сегмент буџета
3. место: "ТУД-1 Сонел ултразвучни детектор цурења и електричног пражњења"
Модел може прецизно одредити место смањења притиска (место цурења гасова/течности, место губитка вакуума).Користи се за: контролу снабдевања кисеоником, аутоматске системе за гашење пожара, приликом уградње климатизације и вентилације, испитивање изолатора у контактним мрежама, дијагностику објеката развоја, складиштења и прераде нафтних деривата/гасних производа, тражење тачака оштећење кочионих система код аутомобила, детекција електричних пражњења у нисконапонским АСУ на удаљености до 10 метара, ау високонапонским - на удаљености до 30 метара. Ради на принципу регистровања појаве дефеката у материјалима, што је праћено оштром променом акустичног зрачења, укључујући и ултразвучну област. Уређај претвара зрачење у сигнале у звучном / графичком облику, а оператер отклања недостатке и доноси одлуку о потреби поправке. Модел ради без контакта и не мора да искључује субјект из напајања или зауставља опрему. Уређај има ручно подешавање јачине сигнала, што омогућава прилагођавање уређаја индивидуалним карактеристикама оператера. Примена је могућа и при негативним температурама до -20 °Ц. Препоручени трошак за малопродајне ланце је 32.760 рубаља

Предности:
- Практична свестраност;
- Довољне радне температуре;
- Адекватна цена.
Недостаци:
- Није откривено.
2. место: „Инатест тестер тврдоће комбинован: ултразвучни и динамички (ултразвучни Инатест-У са сондом типа „А“ са верификацијом)“
Овај модел се сматра универзалним, јер је за њега могуће наручити много додатне опреме, проширујући његову функционалност. На пример, може да ради са 7 различитих типова сензора за ливено гвожђе, челичне зупчанике и прорезе, танке металне производе итд.Могућ је рад у специфичним условима контроле тврдоће. Стандардно се испоручују три варијанте сензора за мерење галванских вибрација. Препоручени трошак за малопродајне ланце је 71.880 рубаља.

Предности:
- Могућност опционог додавања сензора;
- Свестраност;
- Рад у посебним условима.
Недостаци:
- Потреба за куповином додатних компоненти за одређени задатак.
1. место: „ТВМ-УД комбиновани тестер тврдоће: ултразвучни и динамички (ултразвучни ТВМ-УД са верификацијом)“
Још један монтажни модел, чији квалитет потврђује укључивање у званични регистар мерних инструмената које користи државна компанија Руске железнице. Модификација се сматра универзалном, али стандардно има само један тип сензора (УС). Могуће је повезати до 10 других типова сензора, до динамичких и галванских. Препоручени трошак за малопродајне ланце је 85.511 рубаља.

Предности:
- Могућност рада са 10 различитих сензора;
- Има признање на државном нивоу;
- Комбиновани начин рада.
Недостаци:
- Слаб стандард.
Средњи сегмент цена
3. место: „УКС-МГ4С за контролу чврстоће грађевинских материјала и стена (УКС-МГ4 са овером)“
Овај напредни модел у својој основној конфигурацији користи само метод површинског таласног пумпања за одређивање чврстоће бетона и армиранобетонских производа, цигле и силикатног камена.Има моноблок дизајн, који је електронска јединица са претварачима у једном кућишту. Карактерише га висок ниво тачности. Препоручени трошак за малопродајне ланце је 92.000 рубаља.

Предности:
- Ужа специјализација (грађевинарство);
- Извођење у облику моноблока;
- Довољан ниво тачности.
Недостаци:
- Није откривено.
2. место: „ПУЛСАР-2М ТФТ (верификован)“
Одличан уређај који се одликује високом прецизношћу спроведене анализе. Дизајниран је у облику моноблока и савршен је за дежурна одељења за испитивање без разарања. Погодно га је носити чак и у џепу, јер има мале димензије. Екран је у боји и све контроле су интуитивне. Постоји блок меморије за чување велике количине резултата. Препоручени трошак за малопродајне ланце је 138.000 рубаља.
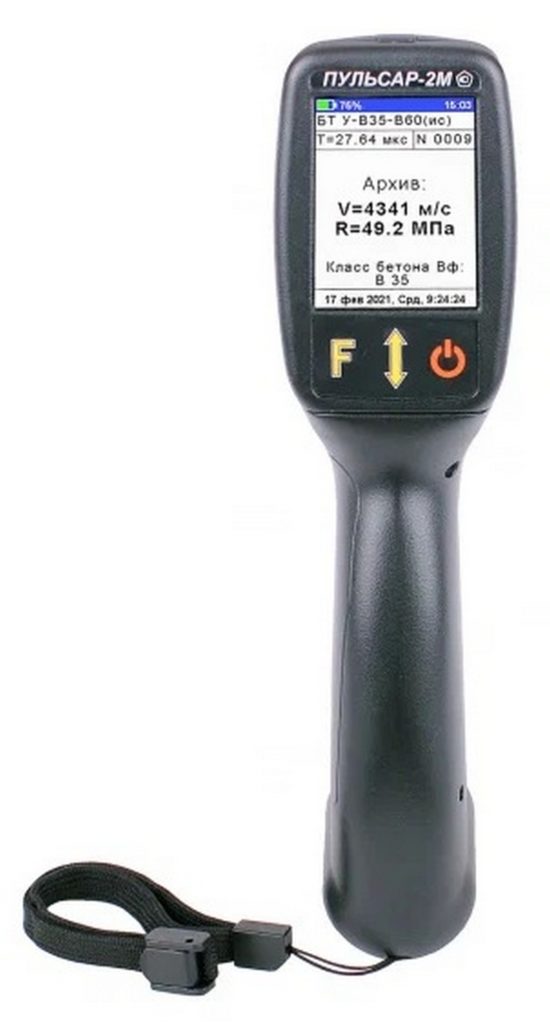
Предности:
- Висока функционалност одговара декларисаној цени;
- Максимална преносивост;
- Дисплеј у боји.
Недостаци:
- Није откривено.
1. место: „ПУЛСАР-2.1 (верификован)“
Веома скуп и мултифункционалан узорак. Може се користити у разним применама, од грађевинарства, где су потребни резултати средње прецизности, до високопрецизног инжењеринга, где су потребне анализе све до микрометара. Комплет долази са свим могућим типовима сензора. Препоручени трошак за малопродајне ланце је 140.000 рубаља.

Предности:
- Адекватан однос опреме и цене;
- Широк опсег употребе;
- Побољшана прецизност.
Недостаци:
- Није откривено.
Премиум класа
2. место: „Потопљени емитер СГ-18 28кХз 900В са генератором“
Овај уређај је дизајниран за дијагностику цевовода било ког пречника, представља стационарну опрему високе прецизности и користи се за контролу квалитета ваљаног метала у радионицама. Посебно добро, његове сонде се носе са цевима неправилне геометрије и са смањењем / повећањем пречника дуж целе дужине линије. Комплет укључује: платформу, генератор, високофреквентну сонду, кутију за складиштење. Препоручени трошак за малопродајне ланце је 170.000 рубаља.

Предности:
- Повећана прецизност;
- Стационарно постављање;
- Способност рада са нестандардним објектима;
- Једна година гаранције.
Недостаци:
- Ограничен (само индустријски) обим.
1. место: „Ултразвучни уређај ПУЛСАР-2.2 (са верификацијом)“
Најновија и најсавременија модификација популарне руске марке опреме. На њему је инсталиран софтвер за коначно издање, сада је могуће приказати тестне графике у динамици. Комплет укључује све најчешће сензоре, опрема има мале димензије. Препоручени трошак за малопродајне ланце је 222.000 рубаља.

Предности:
- Најновија верзија софтвера;
- Добра опрема;
- Мале величине.
Недостаци:
- Помало прескупо.
Закључак
Увек је вредно запамтити да предметна високопрецизна опрема по тежини, димензијама, врсти напајања, методама откривања кварова, отпорности на вибрације мора бити у складу са захтевима Државног стандарда бр.23049 из 1984. године.Поред тога, сваки модел мора имати одређени минимум радних блокова са којима можете обављати најстандардније операције.
нови уноси
Оцена најбољих термалних салата за 2025
Прегледи: 26
Оцена најбољих уређаја за криолиполизу за 2025
Прегледи: 26
Оцена најбољих руских шампона за косу у 2025
Прегледи: 39
Оцена најбољих козметолога у Москви за 2025
Прегледи: 24
Категорије

Топ ранг најбољих и најјефтинијих скутера до 50цц у 2025
Прегледи: 131654

Оцена најбољих материјала за звучну изолацију стана у 2025
Прегледи: 127694

Оцена јефтиних аналога скупих лекова за грип и прехладу за 2025
Прегледи: 124521

Најбоље мушке патике у 2025
Прегледи: 124037

Најбољи комплексни витамини у 2025
Прегледи: 121942

Оцена најбољих клизних система за унутрашња врата за 2025
Прегледи: 9450

Оцена најбољих лустера за дечију собу за 2025
Прегледа: 2542


Оцена најбољих машина за педикир за 2025
Прегледа: 11750
Паметни телефон БК 6010Г Працтиц - предности и мане
Прегледи: 7830
Корисно

Рангирање најбољих вакум заптивача за 2025
Прегледи: 1939

Оцена најбољих електричних плоча за кување за 2025
Прегледа: 2342

Оцена најбољих поузданих ходних трактора за 2025
Прегледи: 17599

Најбољи антивирусни лекови у 2025
Прегледи: 33335

15 најбољих ховерборда у 2025. Пристојна вредност за новац
Прегледи: 29340
Популарни чланци
-
Топ ранг најбољих и најјефтинијих скутера до 50цц у 2025
Прегледи: 131654 -
Оцена најбољих материјала за звучну изолацију стана у 2025
Прегледи: 127694 -
Оцена јефтиних аналога скупих лекова за грип и прехладу за 2025
Прегледи: 124521 -
Најбоље мушке патике у 2025
Прегледи: 124037 -
Најбољи комплексни витамини у 2025
Прегледи: 121942 -

Топ ранг најбољих паметних сатова 2025 - однос цене и квалитета
Прегледи: 114981 -

Најбоља боја за седу косу - најбоља оцена 2025
Прегледи: 113398 -

Рангирање најбољих боја за дрво за унутрашње радове у 2025
Прегледи: 110321 -

Оцена најбољих ротирајућих колутова у 2025
Прегледи: 105332 -

Рангирање најбољих секс лутака за мушкарце за 2025
Прегледи: 104370 -

Рангирање најбољих акционих камера из Кине у 2025
Прегледи: 102218 -

Најефикаснији препарати калцијума за одрасле и децу у 2025
Прегледи: 102013