Ocena najboljših rezalnih orodij za leto 2025

Znatna količina struženja se izvaja s posebnimi rezalniki. Po pogostosti uporabe rezalna orodja zasedajo eno vodilnih mest med temi šobami. So vrsta orodja za struženje, namenjenega rezanju globokih in ozkih utorov v surovcih. Takšni modeli se praviloma uporabljajo za odstranitev že obdelanega obdelovanca iz palice, ki je bila dovedena skozi luknjo vretena. Odrezani vzorci se zaradi posebnosti njihovega rezila bistveno razlikujejo od svojih primerkov: navojnih, luknjastih, vrtalnih in drugih vrst rezal.
Operacija rezanja ne zavzame tako velikega dela delovnega časa v primerjavi s celotnim časom, porabljenim za obdelavo dela, vendar je pogosto zadnja na splošnem seznamu delovnega cikla, kar je posledica zagotavljanje visokokakovostne obdelave čelne strani obdelovanca. Nepravilna izbira kota ostrenja na rezalni plošči bistveno poveča tveganje odrezkov in hrapavosti na rezalni površini, kar bo posledično povzročilo napake na izdelku ali onemogočilo nadaljnjo obdelavo. Ena od glavnih značilnosti odrezanega stružnega rezkarja je, da se njegov sprednji del med delovanjem potopi v zožen utor, katerega velikost v premeru je nekoliko večja od širine rezalnega roba rezila. Ta okoliščina povzroča nekaj težav pri odstranjevanju odpadnih sekancev in pri procesu hlajenja šobe, kar zahteva uporabo nestandardnih delovnih rešitev.

Vsebina
- 1 Oblikovne značilnosti rezalnika
- 2 Vrste in obseg rezalnih rezil
- 3 Obrnjeni rezkarji - posebnosti in prednosti
- 4 Uporabljeno označevanje
- 5 Prednosti uporabe karbidov v rezalnih ploščicah
- 6 Priporočila za izbiro rezalnih orodij
- 7 Osnove poteka dela
- 8 Ocena najboljših rezalnih orodij za leto 2025
- 9 Namesto epiloga
Oblikovne značilnosti rezalnika
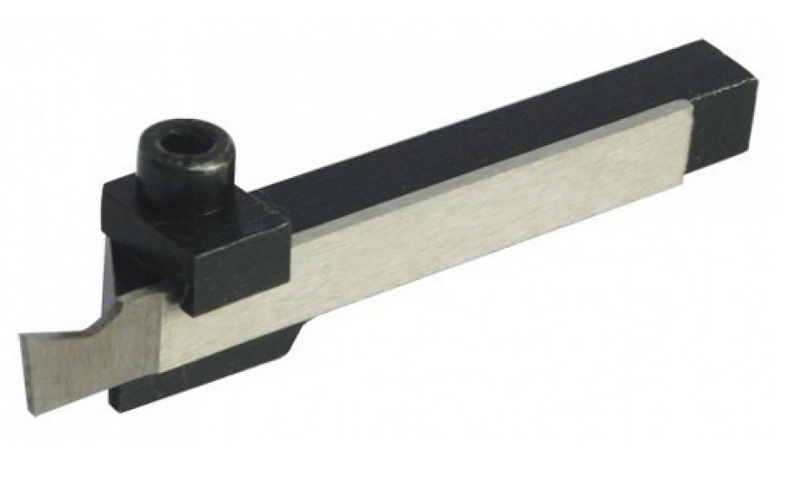
Sam je monolitno kovinsko stružno orodje, sestavljeno iz ravne glave in masivnega držala. Na koncu glave je rezalna plošča. V primerjavi z drugimi vrstami stružnih šob ima rezalnik poleg glavnega rezalnega roba še dva pomožna, ki se nahajata na obeh straneh glavnega in sta namenjena rezanju površin na strani utora, ki ga režete. Rezilo rezalne glave postane ožje, ko ga premaknete proti držalu pod kotom 1-3 stopinj na vsako stran. Ta konstrukcijska značilnost je potrebna, da se zmanjša trenje šobe proti stenam utora, pa tudi da se izboljša kroženje rezalne tekočine in izmet ostružkov.
Širina glave rezila je lahko od 3-10 milimetrov, njegova dolžina pa mora biti izbrana tako, da je nekaj milimetrov večja glede na polmer obdelovanca. Da bi povečali trdnost in zmanjšali raven vibracij, je treba uporabiti posebne vrste rezil, pri katerih je sprednji del povečan. Takšno orodje bo dobilo kvalitativno ravnotežje z glavami, ki imajo na vrhu zaobljene izbokline (imenujejo jih tudi "petelini") in ki bodo omogočile postavitev rezila na isto linijo kot os držala.
Vrste in obseg rezalnih rezil
Strukturno so obravnavane šobe razdeljene na montažne in monolitne (popolnoma kovinske).Slednji so izdelani iz težkega orodnega jekla, njihove glavne tehnične lastnosti pa ureja državni standard št. 18874 iz leta 1973. Največje dimenzije takšnega rezalnika so:
- Polna dolžina - 80 milimetrov;
- Dolžina glave - 15 milimetrov;
- Širina rezalnega roba je 12 milimetrov.
POMEMBNO! Ko se incizalni rob brusi navzdol, se bo dolžina glave tega orodja zmanjšala, kar bo ustrezno znižalo mejo rezalnega premera.
Montažne modele lahko razdelimo na dve vrsti. Prvi tip je videti kot monoliten vzorec, v katerem sta glava in držalo izdelana iz ene palice, rezalna plošča pa je ločen montažni element, nameščen na koncu glave. Njegovo pritrditev je možno na dva načina - bodisi s spajkanjem na podlago ali z mehanskim pritrditvijo.
Druga vrsta montažnega modela je postala najbolj razširjena v sodobnem svetu sestavljenih sekalcev. Ima dolgo in ploščato glavo z rezilom, ki je mehansko pritrjen v poseben okvir, ki deluje kot nekakšno držalo. Ti rezalniki se prodajajo z zamenljivimi ploščicami, ki se razlikujejo po debelini in širini. Nekateri izmed opisanih vzorcev imajo med drugim možnost prilagajanja izmetne dolžine glave.
Poleg ojačane in standardne izvedbe rezalne šobe v klasični izvedbi se lahko za delo v posebnih pogojih uporabljajo tudi drugi tipi rezalnih orodij, ki lahko kompenzirajo nizko togost ali nizko moč stružnice. To vključuje obrnjene ali vzmetne modele, ki se pogosto uporabljajo v majhni proizvodnji ali v gospodinjskih delavnicah.Njihove glave lahko kompenzirajo dinamične udarne obremenitve in absorbirajo (kolikor je to mogoče) nastale tresljaje, s čimer bodo dosegli želeno kakovost površine in zaščitili rezalni rob pred poškodbami.
POMEMBNO! Priljubljenost obrnjenih modelov je nastala pred približno petimi ali šestimi leti, zaradi dejstva, da je bil razvit učinkovit in enostaven za uporabo rezalni vložek.
Obrnjeni rezkarji - posebnosti in prednosti
Ta vrsta rezalne opreme se tako imenuje, ker deluje v nasprotni smeri urinega kazalca, to je v nasprotni smeri gibanja vretena. Njegova zasnova je nekoliko podobna klerikalnemu nožu: plošča v obliki dolgega rezila in držalo sta pritrjena na poševnem koncu. Rezilo je izdelano iz hitroreznega jekla, ki je legirano s kobaltom, v prečnem prerezu pa je vizualno predstavljeno kot črka "T", obrnjena na glavo, v kateri sta obe prečki tako rekoč skrajšani. Kot ostrenja na koncu rezila je sedem stopinj, proizvajalec lahko izdela orodja v različnih debelinah od ene do tri točke dve desetinki milimetra.
Glavna prednost obravnavanega rezalnika je olajšano odstranjevanje odrezkov, saj se ob vrtenju vretena v nasprotni smeri odrezki pod vplivom lastne teže vržejo navzdol. Ta način bistveno zmanjša verjetnost polnjenja delovnega utora z izrabljenimi sekanci, kar pomeni, da skoraj ni nevarnosti okvare ali zagozdenja stroja. Dodatne prednosti takšne šobe vključujejo:
- enostavnost brušenja rezil;
- Možnost predelave pri povečanem dosegu;
- Optimizacija procesa hlajenja (čipi gredo navzdol, hladilno sredstvo pa se dovaja od zgoraj);
- Dolga življenjska doba tudi pri večkratnem ponovnem brušenju rezalne ploščice.
Med drugim ima obrnjeni rezalnik sistem za nastavitev višine točke, zaradi česar je potreba po prilagajanju položaja šobe v položaj pri uporabi tesnil preprosto nepotrebna.
Uporabljeno označevanje
V Ruski federaciji obstajajo trije državni standardi (GOST), ki so bili razviti v času Sovjetske zveze in so v veljavi od leta 1973 (imajo indeks "73" na koncu digitalnega imena dokumenta) in ki so zasnovan za določitev predpisov za označevanje rezilnih orodij. Kodiranje šob in njihove standardne velikosti iz hitroreznega jekla so določene s standardom št. 18874; šobe s ploščami iz trde zlitine - standard št. 18884; z ukrivljenimi ploščami ("petelin") iz karbidne trdine - standard št. 18894. Preprosto je nemogoče pravilno določiti geometrijo in vrsto z označevanjem brez uporabe tehničnih tabel teh standardov. V vseh treh navedenih regulativnih dokumentih ima vsak tip svojo kodo in število parametrov, navedenih v tabelah. Edini razločljiv informativni element oznake je klasifikacija zlitine rezalnega dela. Na primer, desni rezalnik iz hitroreznega jekla ima naslednje značilnosti:
- Prerez - 16x16 milimetrov;
- Dolžina - 80 milimetrov;
- Glava - 15 milimetrov;
- Širina rezila - 12 milimetrov.
Zgornji parametri po standardu št. 18874 bodo imeli splošno oznako "2120-0519". Rezalo s podobno geometrijo, vendar s ploščico iz karbidne trdine, bo na podlagi standarda št. 18884 označeno kot "2130-055 T5K10". Zadnji alfanumerični niz pomeni prisotnost titanovega karbida s kobaltom v karbidni sestavi, kjer je 10 odstotek slednjega.Za več informacij nekateri proizvajalci posebej poudarjajo vrsto uporabljenega materiala v barvi. Na primer, zgornji "T5K10" je rumen.
V svetu obstaja tudi univerzalni mednarodni sistem za označevanje rezilnih orodij v ISO (International Organisation for Standardization) gradaciji. Ustrezni dokument te organizacije je zelo obsežen, vsebuje veliko značilnosti, zato se zdi, da je popolna oznaka precej dolga. Kot primer lahko navedemo prepis "QFGD2525R2252H" v kategoriji "Urezovanje utorov in zunanji rezi", kjer:
- Q - držalo za rezanje;
- F - končna obdelava;
- G - dimenzije plošče;
- D - za dvostranske plošče;
- 25 – višina nosilca;
- 25 – širina nosilca;
- R - levo, desno, nevtralno;
- 22 - največja delovna globina;
- 52 - najmanjši premer reza;
- H je položaj ploščice za čelne utore.
Prednosti uporabe karbidov v rezalnih ploščicah
Glavna prednost ploščice iz karbidne trdine pred podobnimi iz hitroreznega jekla je, da lahko deluje pri visokih rezalnih hitrostih (do 500 m/s za surovce iz jekla). Poleg tega ohranja lastno trdoto pri splošni visoki temperaturi v delovnem območju (do 900 stopinj Celzija). Kot je navedeno zgoraj, obstajata dva načina za pritrditev karbidnih ploščic na glavo držala - mehansko vpenjanje in spajkanje (ali druge podobne metode). Povezave, ki so enodelne, se štejejo za bolj odporne na vibracije in so na splošno strukturno preproste, zlasti pri delu z intenzivnimi obremenitvami.Kljub tehnično zapleteni proizvodni metodi ima rezalno orodje, na katerega je plošča mehansko pritrjena, številne prednosti:
- Pri delu na glavi držala ni toplotnega učinka, ko je rezalni element pritrjen;
- Na voljo je hiter preklop na drug rezalni rob ali pospešena menjava ploščice;
- Po zamenjavi vložka se geometrijske značilnosti ohranijo.
Poleg rezanja delov iz karbidne trdine je pri obdelavi posebej trdih kovin možna uporaba ploščic na osnovi keramike. Čeprav veljajo za bolj krhke, imajo povečano odpornost rezalnega dela proti obrabi in lahko delujejo pri zelo visokih temperaturah, ki nastanejo v delovnem območju (do 1200 stopinj Celzija).
Priporočila za izbiro rezalnih orodij
Proizvodna tehnologija
Pri nakupu zadevne vrste rezalnikov je treba več pozornosti nameniti zahtevam državnih standardov, ki jih proizvajalec uporablja v proizvodnji. Vprašanje nizke cene ne bi smelo imeti prevladujočega položaja. Tako sekalci, katerih proizvodne tehnologije ni mogoče potrditi, verjetno ne bodo zdržali dolgo časa in jih bo težko izostriti. Najenostavnejši znak nedoslednosti v tehnologiji izdelave orodja je njegova zelo nizka cena. Vedno je treba zapomniti, da bo samo blago, proizvedeno v skladu z državnimi standardi, lahko brez prekinitev zagotovilo tehnološki delovni cikel.
Kriteriji izbire
Vedeti morate, da so rezkarji visoko specializirane šobe in jih je treba uporabljati samo za dve operaciji - struženje in rezanje. Zato za manjša popravila in domačo uporabo ne kupujte predragih in profesionalnih vzorcev.V tej situaciji je povsem mogoče preživeti z vzorcem ruske proizvodnje s spajkano ploščo, katere stroški bodo 1,5-2 krat nižji od podobnih z mehansko pritrjeno karbidno ploščo. Hkrati to pravilo ne velja za množično proizvodnjo, še posebej, če se bo rezalnik uporabljal na CNC strojih. Preprosto ni druge možnosti za visokotehnološki rezalni model z zamenljivim vložkom.
Če povzamemo, je treba opozoriti, da se mora potencialni kupec pred nakupom odločiti o naslednjih točkah:
- Izračunajte intenzivnost prihodnjih obremenitev;
- Upoštevajte trdoto materiala, ki ga obdelujete;
- Razmislite o vrstah prihodnjega dela;
- Nastavite prednost med parametri želene kakovosti površine in natančnostjo dimenzij izdelka;
- Sprejmite želeno stopnjo odpornosti proti obrabi orodja.
Osnove poteka dela
Ostrenje nožev - splošna priporočila
Učinkovitost rezalnika, pa tudi rezalna sila in celotna življenjska doba so neposredno odvisni od kakovostnega ostrenja. Pri stružni opremi je običajno izostriti oba robova. Brušenje poteka v več korakih, ločeno za vsako delovno rezalno površino. Postopek se začne od zadaj - operater mora obdelati zadnjo površino pod kotom približno 5 stopinj. Nato morate brusiti zadnjo ploskev rezalnega roba. Kot, ki ga je treba ostriti za zadnji vložek, mora presegati čisti kot reza za približno dve stopinji. Po obračanju rezilnega in zadnjega dela mora upravljavec z dodelavo oblikovati končni rezalni kot. Tudi sprednji del je treba obrniti v skladu z zgoraj opisanim algoritmom.Ne smemo pozabiti, da je treba kot na sprednji strani rezkarja ustvariti z dvojnim struženjem ali s končno obdelavo. Delovni rob, vzdolž katerega se izvaja brušenje, mora biti vzporedno z brusilno površino.
Namestitev rezalnika
Za pravilno izvedbo postopka rezanja in za zaustavitev povečane obrabe rezalnega vložka ter za zagotovitev kakovostne obdelave čelne strani po rezanju je vredno nastaviti rezkar v popolnoma pravokoten položaj glede na obdelovanec Poleg tega mora biti nameščen nasproti vrtilne osi, z navpičnim odstopanjem največ 0,1 mm v obe smeri. Postavitev rezalnega roba celo za nekaj desetink milimetra višje lahko povzroči zlom rezila, pri nižji nastavitvi pa lahko na obdelovancu nastane neobrezan rob. Rezanje je treba izvajati čim bližje čeljusti vpenjalne glave, z rezkarjem z minimalnim previsom. Za udobno obdelavo trdih materialov z namiznimi stroji je treba uporabiti obrnjena ali vzmetna orodja.
Ocena najboljših rezalnih orodij za leto 2025
Proračunske možnosti
3. mesto: Tekhnostal 2130-0001 036258
Standardni vzorec z desnim podajanjem. Ima skupno dolžino 100 milimetrov z dolžino držala 10, višina pa je 16. Izdelan iz materiala T5K10 - prepleten s karbidom. Država izvora je Kitajska, priporočena maloprodajna cena je 185 rubljev.

Prednosti:
- Proizvodni material, prepleten s karbidom;
- Zadostna dolžina;
- Vrhunsko spajkanje.
Napake:
- Zahteva začetno grobo obdelavo.
2. mesto: "Sekira 1781"
Še en predstavnik proračunske skupine, izdelan iz ojačanega materiala T5K6 (majhni titanovi vključki). Ima skupno dolžino 140 milimetrov, z višino držala 25 in širino 16. Država izvora je Kitajska, stroški v maloprodajnih verigah so 205 rubljev.

Prednosti:
- Vključitev titana v material izdelave;
- Dolga podlaga;
- proračunski strošek.
Napake:
- Zahteva začetno ostrenje.
1. mesto: Tekhnostal 2130-0005 030431
Ta rezkar je izdelan iz navadnega supertrdnega jekla razreda T5K10 s karbidno impregnacijo in ima spajkano rezalno konico. Skupna dolžina je 120 milimetrov, z višino držala 20 in širino 12. Proizvedeno na Kitajskem po ruski licenci. Cena v maloprodajnih trgovinah je določena na 220 rubljev.

Prednosti:
- Dobri geometrijski podatki;
- uporabljeno hitrorezno jeklo;
- Spajkana konica.
Napake:
- Spet potreba po začetnem ostrenju.
Srednji cenovni segment
3. mesto: TekhnoStal 036377
To orodje za struženje odlikujejo razširjene geometrijske lastnosti, osnova je izdelana iz zlitine, prepletene s titanom. Ima skupno dolžino 170 milimetrov, s širino držala 20, višino pa 32. Izdelano na Kitajskem. Priporočena cena za trgovino je 310 rubljev.

Prednosti:
- Primerna cena;
- Odlične geometrijske dimenzije;
- Vložek iz titana.
Napake:
- Ni zaznan.
2. mesto: "Sekira 15125"
Dobra možnost beloruskega proizvajalca za pravo krmo. Telo je izdelano iz hitroreznega jekla z vključki karbida. Ima skupno dolžino 140 milimetrov, višino nosilca 25, širino pa 20.Država proizvajalca - Belorusija. Priporočena maloprodajna cena je 410 rubljev.

Prednosti:
- dobre geometrijske lastnosti;
- Material za hitro hitro jeklo;
- Ustrezna vrednost za denar.
Napake:
- Ni najdeno.
1. mesto: "Sekira 18917"
Vodilni model v svojem segmentu. Izdelan je iz močnega jekla R6M5 in ima naslednje geometrijske značilnosti: skupna dolžina - 125 milimetrov, širina držala - 4, višina držala - 18. Zaradi posebnih geometrijskih parametrov se lahko uporablja za majhna skoraj nakitna dela. Država proizvajalca - Belorusija. Cena, določena za trgovine, je 520 rubljev.

Prednosti:
- Zasnovan za natančno delo;
- Uporaba inovativnega materiala;
- Realna cena.
Napake:
- Ni zaznan.
Premium razred
3. mesto: "MGEHR1212-2"
Odličen in večnamenski model, ki se uporablja z zamenljivimi rezalnimi ploščicami. Razlikuje se po visoki vzdržljivosti in dolgi življenjski dobi. Izdelana iz kakovostnega materiala. Država proizvajalca je Rusija, priporočena maloprodajna cena je 900 rubljev.

Prednosti:
- Možnost uporabe različnih rezalnih plošč;
- Kakovostna izvedba utorov in rezov;
- Večnamenskost in vsestranskost.
Napake:
- Ni najdeno.
2. mesto: "24554 Proxxon"
Zelo praktično orodje tuje izdelave, odlično za rezanje utorov in rezanje materialov. Izdelano iz hitroreznega jekla z vsebnostjo kobalta (kaljeno). Primerno za stružnico PD-400. Ima dimenzije - 12 x 3 x 85 milimetrov. Država proizvajalca - Nemčija. Priporočena cena za trgovske verige je 1300 rubljev.

Prednosti:
- Proizvajalec je svetovno znana blagovna znamka;
- Visokokakovosten material ohišja;
- Dolga življenjska doba.
Napake:
- Ni zaznan.
1. mesto: "Jet 50000909"
Ta primerek je primeren za delo na strojih JET BD-7, 8 in 920. Namenjen je za rezanje materiala pod kotom 90 stopinj glede na vrtilno os in za rezanje zelo ozkih utorov. Sposobnost dela pod velikimi obremenitvami, lahko zahteva tehnologijo rezanja z veliko natančnostjo. Pri delu z njim ne prekoračite hitrosti podajanja! Dimenzije - 150 x 8 x 8 milimetrov, Država - proizvajalec - Švica. Priporočena cena za trgovine je 2300 rubljev.
Prednosti:
- Visokokakovosten proizvodni material;
- Sposobnost opazovanja dela;
- Prenašanje intenzivnih obremenitev.
Napake:
- Potreba po natančnem upoštevanju hitrosti krmljenja.
Namesto epiloga
Analiza trga rezalnikov je pokazala, da za domače potrebe ruski kupec, tako kot mali podjetnik na področju struženja, daje prednost poceni vzorcem orodij v nižjem cenovnem segmentu. Takšni modeli imajo spajkane rezalne robove, zahtevajo original, vendar so zelo poceni. Omeniti velja, da so celo ruski proizvajalci tehnologijo za proizvodnjo takšnih šob prenesli v Azijo - večina priljubljenih rezalnikov se proizvaja v azijskih državah ali v sosednjih državah po ruskih licencah. Hkrati premium segment, ki je osredotočen na množično proizvodnjo in zahteva posebno vzdržljivost zaradi intenzivnih obremenitev, predstavljajo izključno vzorci iz zahodne Evrope.Odlikuje jih visoka kakovost, stanejo 3-5 redov velikosti dražje, najpogosteje pa so to večnamenski in univerzalni modeli.
novi vnosi
kategorije

Najboljše moške superge v letu 2025
Ogledi: 124036

Najboljši kompleksni vitamini v letu 2025
Ogledi: 121942




Pregled otroških pametnih ur DokiWatch
Ogledi: 3680

Uporabno

Lestvica najboljših vakuumskih aparatov za leto 2025
Ogledi: 1939

Ocena najboljših električnih kuhališč za leto 2025
Ogledi: 2342


Najboljša protivirusna zdravila v letu 2025
Ogledi: 33335

Priljubljeni članki
-

Vrhunska lestvica najboljših in najcenejših skuterjev do 50 ccm v letu 2025
Ogledi: 131653 -

Ocena najboljših zvočnoizolacijskih materialov za stanovanje v letu 2025
Ogledi: 127694 -

Ocena poceni analogov dragih zdravil za gripo in prehlad za leto 2025
Ogledi: 124521 -
Najboljše moške superge v letu 2025
Ogledi: 124036 -
Najboljši kompleksni vitamini v letu 2025
Ogledi: 121942 -

Top lestvica najboljših pametnih ur 2025 - razmerje med ceno in kakovostjo
Ogledi: 114981 -

Najboljša barva za sive lase - top ocena 2025
Ogledi: 113398 -

Lestvica najboljših barv za les za notranja dela v letu 2025
Ogledi: 110320 -

Ocena najboljših vrtljivih kolutov v letu 2025
Ogledi: 105332 -

Lestvica najboljših spolnih lutk za moške za leto 2025
Ogledi: 104369 -

Lestvica najboljših akcijskih kamer iz Kitajske leta 2025
Ogledi: 102218 -

Najučinkovitejši kalcijevi pripravki za odrasle in otroke v letu 2025
Ogledi: 102013