Rebríček najlepších valcových drážkovačov pre rok 2025

V dnešnom svete sú potrubia najbezpečnejším spôsobom prepravy plynných, kvapalných alebo viskóznych látok. Zabezpečenie správnej prepravy týchto látok potrubím je možné len vtedy, ak je samotná inštalácia potrubného systému kvalitná. A na inštaláciu takéhoto systému sa používa veľa rôznych zariadení. Nie posledné miesto v tejto skupine je obsadené zariadením nazývaným drážkovač. Práve s jeho pomocou sa v potrubiach vytvárajú špeciálne žľaby, a to deformáciou materiálu pod vysokým tlakom. Tento nástroj je najčastejšie prezentovaný ako špeciálny stroj, prostredníctvom ktorého sa vykonáva inštalácia rúr z rôznych kovov:
- Z nehrdzavejúcej ocele;
- hliník;
- Meď atď.
Tieto zariadenia sú určené na vytváranie špeciálnych drážok v materiáli alebo vytváranie ryhovaných spojov.Uvedené pripojenia sa používajú v prípadoch, keď nie je možné alebo jednoducho nežiaduce vyriešiť problém pomocou elektrického zváracieho zariadenia. Samotný proces je pomerne jednoduchý a dokáže sa s ním vyrovnať aj neprofesionál - stačí si pozorne prečítať pokyny pre stroj a urobiť všetko presne v súlade s odporúčaniami. Výsledkom bude výrazná úspora času pri finálnych montážnych prácach.

Obsah
- 1 Technológia drážkovania
- 2 Štrukturálne vlastnosti valcových drážok
- 3 Funkcie služby
- 4 Drážkové spoje
- 5 Rozoberateľný spoj oceľových rúr s galvanizáciou bez zvárania
- 6 Rebríček najlepších valcových drážkovačov pre rok 2025
- 7 Namiesto epilógu
Technológia drážkovania
Drážkovanie (ryhovanie) sa vykonáva pomocou oporných a vrúbkovacích valcov, ktoré pôsobením zvýšenej prítlačnej sily deformujú rúrkový materiál (t.j. mierne ho stláčajú dovnútra).Súčasne je rotačný mechanizmus stroja zapojený do otáčania samotnej rúry a valce v tomto čase vytvárajú drážku-drážku nastavenej šírky a hĺbky.
Valce stroja sú vyrobené z vysoko pevnej ocele, čo naznačuje minimálne riziko predčasného opotrebovania pri zapojení do pracovného procesu. Spravidla je možné okrem hlavnej sady valcov, ktorá je povinne pripevnená k drážkovaču valcov, zakúpiť špeciálne súpravy valcov určené na prácu s rúrkami iných veľkostí a priemerov.
Štandardné prenosné drážkovacie stroje sú schopné drážkovať 2-6 palcov v priemere. Samostatne si môžete kúpiť súpravu valčekov pre takýto stroj, ktorý môže pracovať na ultra malých priemeroch drážky - do 1 palca. Zároveň je celkom ľahké nájsť komerčne dostupné sady valčekov (valčekov) pre neštandardné veľkosti, napríklad 1,1/4 alebo 1,1/2 palca.
Princíp krokového drážkovača je nasledujúci:
- Rúrka narezaná na požadovanú veľkosť je správne pripravená (čistia povrch od veľkých otrepov a na rezanie je celkom možné použiť konvenčnú rezačku rúr);
- Potom sa výsledná časť upne pozdĺž jedného z koncov a nastaví sa do polohy, v ktorej sa valcovaná os stane kolmou na koniec;
- Pri otáčaní páky sa valček pohne a postupne sa dostane do materiálu, čím sa prehĺbi a deformuje rúrka. Takto sa vytvorí drážka s polkruhovým prierezom;
- Krok posuvu a rýchlosť otáčania sú určené empiricky (experimentálne) a závisia od materiálu rúry, jej plastických vlastností a priamo od dostupného priemeru;
- Keď sa nájde požadovaná hĺbka drážky, posuv sa zastaví a vykonajú sa 2-3 kontrolné otáčky valčeka v drážke (táto operácia je potrebná na elimináciu výskytu drsnosti na povrchu výsledného profilu);
- Celý postup sa považuje za dokončený podľa potreby.
Štrukturálne vlastnosti valcových drážok
Väčšina valcovacích drážkovacích strojov má rovnaký dizajn a zahŕňa:
- Vodiaci valec otáčajúci rúrku sochoru;
- Valcovací kotúč, ktorý pritlačením na rúrku deformuje a vytvára požadovaný profil na konci;
- Otočné rameno operátora;
- Dodatočná sada valčekov na vytváranie drážok rôznych priemerov;
- Sada zariadení na rezanie závitov (voliteľné).
Hlavné výhody použitia drážkovačov
Moderný trh je schopný poskytnúť širokú škálu nástrojov na vytváranie drážok v potrubí, domácich aj zahraničných. Ale ľudstvo doteraz neprišlo na iné, efektívnejšie a kvalitnejšie spôsoby vykonávania predmetnej operácie, okrem použitia valcovacích drážkovacích strojov. Dajú sa použiť priamo na stavbe (našťastie existujú prenosné modely), keď treba v krátkom čase spojiť potrubia. Je to však potrebné pre situácie, keď nie je možné použiť elektrický zvárací stroj (napríklad kvôli bezpečnostným predpisom alebo kvôli nedostatku elektriny). Samotné drážkovacie stroje sú vyrobené z odolnej a vysokopevnostnej ocele, čo znamená, že majú dlhú životnosť. Ak nakreslíme priame paralely medzi výhodami drážkovania a použitím elektrického zvárania, potom bude prvá metóda výhodnejšia z dôvodu niekoľkých zrejmých „plusov“:
- Na použitie stroja na valcovanie drážok nie je potrebné vydávať pracovné povolenie na prácu (vyžaduje to elektrické zváranie, pretože patrí k druhu požiarne nebezpečných prác);
- Miesto výkonu práce nie je potrebné oplotiť nehorľavými materiálmi, aby sa predišlo možnému požiaru (na rozdiel od elektrického zvárania ryhovač počas prevádzky neiskrí);
- Výrazná úspora finančných prostriedkov a pracovného času;
- Používanie stroja nevyžaduje špeciálne školenie a zručnosti;
- Výsledné spojenie bude spoľahlivé ako zvárané.
POZNÁMKA. Ručné prenosné valcové drážkovače sú kompaktné zariadenie na montáž rúrok. Samotné goliere sú vyrobené z materiálov odolných voči opotrebovaniu a teplu, čo zaisťuje spoľahlivosť integrácie a celkovú bezpečnosť pri prevádzke plnohodnotnej potrubnej konštrukcie.
Existujúce typy drážkovačov
Okrem toho, že stroje môžu byť prenosné a stacionárne, možno ich ďalej rozdeliť na mechanické a elektrické (hydraulické):
- Elektrické (alebo hydraulické - výsledok práce je rovnaký) - v situáciách, keď je potrebné spracovať výrobky z nehrdzavejúcej ocele s vysokou pevnosťou alebo keď má spracovávaná rúra veľký priemer, je veľmi, veľmi ťažké manuálne ovládať vytvorenie drážky v takomto obrobku. Prevádzka takýchto strojov je plne programovateľná a automatizovaná; sú úplne tiché a schopné pracovať bez dozoru operátora. Všetko vynaložené úsilie sa vykonáva vďaka pôsobeniu vysokotlakového oleja, ktorý sa nachádza v hydraulickom valci.
- Mechanické zariadenia - majú mierne odlišný dizajn a sú vyrobené vo forme samostatného modulu poloautomatického stroja na valcovanie závitov.Práca sa vykonáva nasledovne. Originálny výrobok je upevnený v podpere stroja. Vrúbkovací valec, ktorý sa nachádza na pohyblivej nástrojovej hlave, sa umiestni proti osi zamýšľanej drážky a potom sa valček mechanicky priskrutkuje. Súčasne sa rúrkový výrobok začne otáčať. Prebytočný kov vyúsťuje do žľabu umiestnenom na boku nástrojovej hlavy a v prípade práce s kovmi so zvýšenou ťažnosťou je vysypaný a rozmiestnený pozdĺž celej osi potrubia.
DÔLEŽITÉ! Mechanický spôsob vytvárania drážok sa najvýhodnejšie používa na báze opravovní alebo v montážnych dielňach priemyselnej výroby. Tu celá otázka spočíva v ukazovateli návratnosti - tento proces sa vyznačuje zvýšenou produktivitou, dá sa dokonca automatizovať a v typoch pracovných materiálov je prakticky neobmedzený. To ukazuje, že pre domáce použitie nie sú takéto stroje pre ich vysokú cenu ekonomicky životaschopné.
Funkcie služby
Aj keď valcovacie drážkovacie stroje vo svojej celkovej hmotnosti (nepočítajúc plnoautomatické stroje) nie sú špičkovými a zložitými zariadeniami, pri ich prevádzke nebude zbytočné dodržiavať niektoré pravidlá:
- Je potrebné neustále monitorovať stav povrchu valcovacieho valca - nemal by mať trhliny;
- Je žiaduce mazať valec častejšie - tým sa zníži negatívny vplyv procesu trenia;
- Pri servise (napríklad pri výmene náhradných dielov) by sa malo používať iba testované a certifikované vybavenie a náradie (najmä pri značkových modeloch);
- Valce by sa mali používať len pre materiály, pre ktoré ich výrobca zamýšľal spracovať;
- Je potrebné pravidelne čistiť bočné drážky ryhovacieho stroja od narezaných otrepov a malých triesok;
- Počas prevádzky musí byť zariadenie v stabilnej polohe na rovnom povrchu;
- Počas spracovania by sa rúrkový výrobok nemal skĺznuť - aby sa predišlo takejto situácii, ak sú rúry príliš dlhé, mal by sa použiť zverák alebo svorka.
Drážkové spoje
Drážkovanie pre drážkové spoje sa používa v prípadoch, keď je potrebné vykonať ľahké a jednoduché spojenie rúr v čo najkratšom čase a elektrické zváranie nie je možné z viacerých dôvodov. Valčeky pre drážkované spoje sú vyrobené z vysoko pevnej ocele, ktorá umožňuje vytvárať drážky deformáciou rúrkového výrobku, a to jeho stlačením dovnútra so zvýšeným tlakom. Zároveň bude tvarovaná drážka vždy spĺňať štátne normy týkajúce sa spojov spojov. Táto metóda bude nenahraditeľná, keď je napríklad potrebné integrovať hasiaci systém do prostredia skladu – v tejto situácii je nasadenie veľkoplošného zvárania jednoducho ekonomicky nerealizovateľné.
Koncept Groovelock
Toto je názov spojenia pomocou špeciálnej spojky (svorky) - tak sa nazýva gruvlok. On sám (grovelock-spojka) je manžeta a spojovacia svorka-svorka. Manžeta je zvyčajne vyrobená z polyméru na báze gumy odolného voči opotrebovaniu, čo ďalej zvyšuje tesnosť spoja. Súčasne je svorka-svorka pripevnená k skrutkám zaskrutkovaným do potrubia v dvoch častiach drážky. Proces spočíva v inštalácii svorky do vopred vytvorených drážok, ktoré sú potom utiahnuté skrutkami.Nezvárané drážkované spojky sú rozdelené na tuhé a pružné (sú tiež „mäkké“). Na modernom domácom trhu sú zastúpené niekoľkými populárnymi značkami, medzi ktoré patria Dinancy a Viktaulik.
Výhody drážkového spoja
Ako pozitívum použitia spojok uvádzajú odborníci na inštaláciu ich mimoriadne jednoduchú inštaláciu/demontáž, čo jednoznačne uľahčuje následnú opravu a údržbu potrubia. Zároveň poukazujú na nepopierateľnú úsporu nákladov na prácu. Štruktúra delených tvaroviek umožňuje ušetriť až 55 % pracovných hodín v porovnaní s rovnakým zváraním. Samostatne profesionálni inštalatéri zdôrazňujú faktor, že pri práci na objektoch s určitou kategóriou nebezpečenstva požiaru a výbuchu (t. j. všade tam, kde je elektrické zváranie vo všeobecnosti zákonom zakázané), nie je potrebné mať rôzne povolenia. Z toho je vidieť, že všetky „plusy“ spojených rozoberateľných spojov spočívajú v získaní veľmi flexibilnej konštrukcie potrubia, v ktorej možno výrazne znížiť požiadavky na zhodu osí prvkov, čo vo všeobecnosti poskytujú zvýšenú odolnosť voči účinkom vibrácií. Zároveň si treba uvedomiť, že na rýchlosvorkách je zvýšená kompenzácia súčiniteľa tepelnej rozťažnosti potrubia. Táto okolnosť je najrelevantnejšia v situácii, keď v zariadení došlo k veľkému požiaru. Ďalším pozitívnym bodom, ktorý treba spomenúť, je inštalácia/samocentrovanie pripojených potrubí. S drážkovaným spojom je možné celú konštrukciu rozobrať v čo najkratšom čase pomocou bežných kľúčov. Rovnaký faktor priaznivo ovplyvňuje proces trvalej údržby, čistenia a údržby.
Podmienečne a súhrnne je možné načrtnúť nasledujúce nepochybné výhody drážkového zámku:
- Inštalácia a demontáž takýchto spojov je jednoduchá a jednoduchá. Údržba, oprava a čistenie takýchto potrubných spojov bude menej náročné na prácu a ekonomicky menej nákladné.
- Vykonanie celého komplexu prác v krátkom čase - takáto integrácia potrubí spravidla šetrí pracovné hodiny o polovicu (vrátane inštalácie) v porovnaní s elektrickým zváraním;
- Jednoduchosť použitia. Zvyčajne sa drážkový spoj používa pri integrácii hasiacich systémov v zariadení. Ako ukazuje prax, inštalácia takýchto systémov je zložitý proces, najmä preto, že výsledok musia akceptovať štátne dozorné orgány (Gospozhnadzor Ministerstva pre mimoriadne situácie Ruskej federácie). Použitie zvárania výrazne spomalí celý proces ako celok (získanie povolení, organizácia požiarnej bezpečnosti na pracovisku atď.);
- Drážkované spoje sa vyznačujú dlhou životnosťou (minimálne cca 30 rokov) a vysokou odolnosťou voči vibráciám;
- Počas tohto spojenia je ľahké kompenzovať uhlové ohyby.
Drážkovacie svorky - vrúbkovacie kanály
V skutočnosti až donedávna regulačný rámec ruskej legislatívy v oblasti stavebníctva umožňoval používanie opísaných spojení bez akýchkoľvek špeciálnych obmedzení (všetko bolo regulované starým SNiP z roku 1985). Tento typ spojenia však nebol v našej krajine av SNŠ ako celku, kde sa miestna legislatíva zredukovala na „bývalého sovietskeho menovateľa“.Dá sa to do značnej miery vysvetliť nedostatkom efektívnych výrobných nástrojov a ešte viac nedostatkom jasných noriem na prípravu rúr - napríklad pri procese valcovania drážok boli pri valcovaní rúr povolené výrazné odchýlky od správnych noriem. Dnes je však táto problematika upravená zákonom a normy na zapichovanie je možné vyrábať len v súlade s normami Kódexu praxe č. 73.13330 z roku 2012. Vrúbkovanie drážok sa teda môže vykonávať za akýchkoľvek podmienok - od malej dielne až po podmienky veľkého priemyselného zariadenia, pri dodržaní štátnych požiadaviek.
Rozoberateľný spoj oceľových rúr s galvanizáciou bez zvárania
Väčšina odborníkov si už dlho uvedomuje hlavné ustanovenia článku 4.6 vyššie uvedeného „Kódexu pravidiel“ - „... použitie zvárania pri spájaní rúr vyrobených z pozinkovanej ocele je neprijateľné ...“. Zjednodušene povedané, základom tohto zákazu je, že „pri varení pozinkovaného potrubia zinok úplne vyhorí a zostane len holý kov, z ktorého (napríklad v bežnom vodovodnom systéme) získa voda charakteristickú hrdzavý odtieň." Okrem toho pozinkované potrubie bude korodovať dvakrát rýchlejšie ako hrdlové spojenie. Z toho je vidieť, že najlepším riešením by bol drážkovaný spoj na báze spojok typu svorky a bez použitia spojovacích závitov a zvárania. Všetko, čo musíte použiť, je drážkový zámok - špeciálny krimpovací golier!
Rebríček najlepších valcových drážkovačov pre rok 2025
Manuálne modely
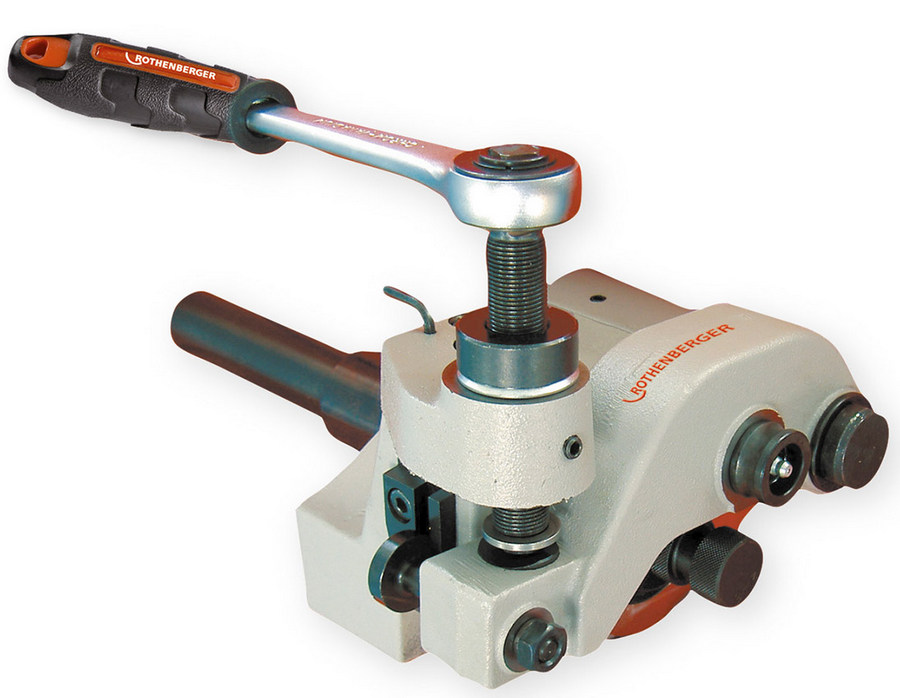
3. miesto: "ROTHENBERGER SUPER-EGO 887 887010200"
Stroj je ideálny na prácu na bežných rúrach a rúrach s tenkými stenami, čo môže byť užitočné pri inštalácii vykurovacích zariadení. Telo zariadenia je vyrobené z vysokopevnostného hliníka. Výsledkom spracovania úsekov rúr bude ich vysokorýchlostné pripojenie pri absencii zvárania. Zariadenie je vybavené špeciálnym obmedzovačom, ktorý poskytuje plynulé nastavenie. Priložená račňa rozširuje možnosti jemného doladenia.
| názov | Index |
|---|---|
| Krajina výrobcu | Španielsko |
| Maximálny priemer | 150 mm |
| Minimálny priemer | 50 mm |
| Sada valčekov | 2-6 dm |
| Celková hmotnosť, kg | 0.66 |
| Cena, ruble | 8700 |
Výhody:
- Zdieľanie s rezbárskym strojom je možné;
- Systém nastavenia zabezpečí konštantnú hĺbku drážky;
- Valčeky sú vyrobené z kalenej ocele.
nedostatky:
- Obmedzená funkčnosť.
2. miesto: “HONGLI GC02 1.1/4″- 6″ 503204”
Veľmi jednoduchý a ľahko použiteľný prenosný model. Jedna osoba robí všetku prácu sama. Inštalované telo stroja má zvýšenú rezervu pevnosti v ťahu. Výmena valčekov na ryhovanie je rýchla a nevyžaduje špeciálne znalosti. Pracovné prvky sú odolné voči mechanickému poškodeniu.

| názov | Index |
|---|---|
| Krajina výrobcu | Čína |
| Maximálny priemer | 1,25 dm |
| Minimálny priemer | 6 dm |
| Sada valčekov | Nie |
| Celková hmotnosť, kg | 22.7 |
| Cena, ruble | 68400 |
Výhody:
- Pohodlné pre obsluhu jedného operátora;
- Relatívne nízka hmotnosť;
- Rozšírený sortiment spracovaných rúr.
nedostatky:
- Valčeky nie sú súčasťou (kupujú sa samostatne).
1. miesto: "BREXIT BrexGROOVER 6UV"
Všestranné zariadenie, ktoré je kompatibilné s mnohými frézami tretích strán, a preto má takú vysokú cenu. Systém nastavenia žľabu je výrazne zjednodušený, čo uľahčuje udržiavanie konštantnej hĺbky. Vďaka nízkej hmotnosti je stroj extrémne mobilný a veľmi ľahko sa prenáša.

| názov | Index |
|---|---|
| Krajina výrobcu | Bielorusko |
| Maximálny priemer | 51 mm |
| Minimálny priemer | 152 mm |
| Sada valčekov | 2-6 dm |
| Celková hmotnosť, kg | 11 |
| Cena, ruble | 122500 |
Výhody:
- Rozšírená kompatibilita;
- Nízka hmotnosť;
- Presné nastavenie valčeka.
nedostatky:
- Vysoká cena.
Kombinovaný segment
3. miesto: "REKON RG-8 Combo 020108"
Tento stroj si dobre poradí s akýmkoľvek druhom ocele, najmä s nehrdzavejúcou oceľou. Zároveň sa dobre pracuje s mäkkými kovmi, ako je hliník. Celá konštrukcia môže fungovať ako pri vynaložení svalovej námahy, tak aj pri použití elektromotora Turbo 501. Hĺbka drážky valca môže byť pevne stanovená. Jednoduchá preprava, pre ktorú je k dispozícii špeciálna rukoväť.

| názov | Index |
|---|---|
| Krajina výrobcu | Veľká Británia |
| Maximálny priemer | 8 dm |
| Minimálny priemer | 0,75 dm |
| Sada valčekov | ¾-8 dm |
| Celková hmotnosť, kg | 10.5 |
| Cena, ruble | 100500 |
Výhody:
- Malé rozmery;
- Predĺžená životnosť;
- Pracuje na tvrdých aj mäkkých materiáloch.
nedostatky:
- Neidentifikované (pre svoj segment).
2. miesto: "RIDGID 975 33033"
Tento stroj je tiež schopný pracovať manuálne aj z pohonu "ReedGuide 300". Typ aplikácie drážky je riadený strojom.Zariadenie je vybavené automatickým regulátorom sledovania, čo znamená lepšiu fixáciu potrubia počas prevádzky, ako aj skrátenie času stráveného pri opätovnej inštalácii. Samotná konštrukcia je vyrobená z vysokopevnostného tepaného železa.

| názov | Index |
|---|---|
| Krajina výrobcu | USA |
| Maximálny priemer | 6 dm |
| Minimálny priemer | 1,25 dm |
| Sada valčekov | ¾-6 dm, 1,1/4-1,1/2 dm |
| Celková hmotnosť, kg | 12 |
| Cena, ruble | 107000 |
Výhody:
- Nízka hmotnosť a rozmery - jednoduchá preprava;
- Vysoká presnosť operácií;
- Pracujte s takmer akýmkoľvek materiálom.
nedostatky:
- Nezistený.
1. miesto: "RIDGID 916 48307"
Výrobca zaraďuje toto zariadenie ako poloprofesionálne a odporúča ho používať vo veľkých priemyselných odvetviach a dielňach. Model sa vyznačuje vysokou presnosťou pri vykonávaní operácií. Dokonale sa prejavuje pri práci s mäkkými kovmi rôznej tvrdosti - meď, hliník, oceľ. Zároveň dokáže pracovať s rezacími strojmi a pohonmi svojej značky.

| názov | Index |
|---|---|
| Krajina výrobcu | USA |
| Maximálny priemer | 6 dm |
| Minimálny priemer | 2 dm |
| Sada valčekov | 2-6 dm |
| Celková hmotnosť, kg | 15 |
| Cena, ruble | 125000 |
Výhody:
- Systém podávania vačkového typu - minimálna svalová námaha zo strany obsluhy;
- Nastavenie drážok vykonávané skrutkou;
- Jednoduchosť údržby.
nedostatky:
- Nedostatok špeciálnej rukoväte spôsobuje určité nepríjemnosti počas prepravy.
hydraulické vzorky
3. miesto: VOLL V-Groover 6 2.24006
Profesionálna vzorka používaná na stavbách a vo výrobných dielňach.Vynikajúce riešenie pre inštaláciu rôznych priemyselných potrubí vrátane inštalácie hasiacich systémov. Vrúbkovacie valčeky sú vyrobené z vysoko pevnej ocele, čo znamená predĺženú životnosť. Poháňaný 450W motorom s vysokým výkonom.

| názov | Index |
|---|---|
| Krajina výrobcu | Rusko |
| Maximálny priemer | 6 dm |
| Minimálny priemer | 1,25 dm |
| Sada valčekov | Všetky existujúce |
| Celková hmotnosť, kg | 80 |
| Cena, ruble | 110000 |
Výhody:
- Vynikajúce vybavenie;
- Profesionálny výkon;
- Lepšia hodnota za peniaze.
nedostatky:
- Nezistený.
2. miesto: "SUPER-EGO ROGROOVER 1500001987"
Veľmi vysoko špecializovaný model, špeciálne navrhnutý na výrobu potrubí pre hasiace systémy. Disponuje veľmi výkonným, no zároveň nízkohlučným elektromotorom. Stabilitu zariadenia zabezpečujú štyri špeciálne nohy.

| názov | Index |
|---|---|
| Krajina výrobcu | Španielsko |
| Maximálny priemer | 2 dm |
| Minimálny priemer | 12 dm |
| Sada valčekov | 2-12 dm |
| Celková hmotnosť, kg | 130 |
| Cena, ruble | 330000 |
Výhody:
- Tichý motor;
- Dobré vybavenie;
- Jemné ladenie.
nedostatky:
- Úzka špecializácia.
1. miesto: "RIDGID 918 57092"
Predložená vzorka je schopná spracovať rúry nielen z mäkkých a tvrdých materiálov, ale aj z plastu. Takéto operácie si však budú vyžadovať vhodný spotrebný materiál. Výkonný hydraulický piest inštalovaný v konštrukcii pomôže vykonať všetku prácu rýchlo a presne. Pre celý komplex je potrebný iba jeden operátor. Model je vybavený originálnou montážnou sadou pre kompaktný vozík.

| názov | Index |
|---|---|
| Krajina výrobcu | Španielsko |
| Maximálny priemer | 2 dm |
| Minimálny priemer | 12 dm |
| Sada valčekov | Predáva sa samostatne |
| Celková hmotnosť, kg | 37 |
| Cena, ruble | 402000 |
Výhody:
- Schopnosť pracovať s akýmkoľvek materiálom;
- Dobré vybavenie;
- Výkonný hydraulický piest.
nedostatky:
- Preplatok.
Namiesto epilógu
Analýza moderného domáceho trhu s predmetnými zariadeniami ukázala, že väčšina prezentovaného tovaru je vyrábaná kvalitnými európskymi značkami, a preto majú veľmi vysokú cenu. Ruský výrobca je zároveň zastúpený iba v segmente profesionálnych a poloprofesionálnych zariadení, čo naznačuje niektoré pozitívne trendy pre ruské firmy. Stojí za zmienku, že len málo ľudí potrebuje zariadenie na drážkovanie doma, preto ho kupujú výlučne výrobné podniky. Z toho môžeme usúdiť, že aj veľmi vysoká cena umožní, aby sa zariadenie rýchlo splatilo v relatívne krátkom čase.
nové záznamy
Hodnotenie najlepších zariadení na kryolipolýzu za rok 2025
Zobrazenia: 22
Hodnotenie najlepších kozmetológov v Moskve za rok 2025
Zobrazenia: 19
Kategórie

Top rebríček najlepších a najlacnejších skútrov do 50 ccm v roku 2025
Zobrazenia: 131649

Hodnotenie najlepších zvukovoizolačných materiálov pre byt v roku 2025
Zobrazenia: 127688


Najlepšie pánske tenisky v roku 2025
Zobrazenia: 124030

Najlepšie komplexné vitamíny v roku 2025
Videnia: 121937

Hodnotenie najlepších chladničiek ATLANT v roku 2025
Videnia: 3509

Hodnotenie najlepších výplní matracov pre rok 2025
Videnia: 2648

Hodnotenie najlepších tichých pneumatík pre rok 2025
pozretí: 948


Najlepšie elektromery v roku 2025
Videnia: 14934
Užitočné

Rebríček najlepších vákuových tmelov pre rok 2025
Zobrazenia: 1935

Hodnotenie najlepších elektrických varných dosiek pre rok 2025
Zobrazenia: 2339


Najlepšie antivirotiká v roku 2025
Zobrazenia: 33333

15 najlepších hoverboardov roku 2025. Slušná hodnota za peniaze
Zobrazenia: 29338
Populárne články
-
Top rebríček najlepších a najlacnejších skútrov do 50 ccm v roku 2025
Zobrazenia: 131649 -
Hodnotenie najlepších zvukovoizolačných materiálov pre byt v roku 2025
Zobrazenia: 127688 -
Hodnotenie lacných analógov drahých liekov na chrípku a prechladnutie na rok 2025
Zobrazenia: 124516 -
Najlepšie pánske tenisky v roku 2025
Zobrazenia: 124030 -
Najlepšie komplexné vitamíny v roku 2025
Videnia: 121937 -

Top rebríček najlepších inteligentných hodiniek 2025 - pomer ceny a kvality
Zobrazenia: 114978 -

Najlepšia farba na sivé vlasy - najvyššie hodnotenie 2025
Zobrazenia: 113393 -

Rebríček najlepších farieb na drevo pre interiérové práce v roku 2025
Zobrazenia: 110318 -

Hodnotenie najlepších rotujúcich kotúčov v roku 2025
Zobrazenia: 105327 -

Rebríček najlepších sexuálnych bábik pre mužov za rok 2025
Zobrazenia: 104363 -

Rebríček najlepších akčných kamier z Číny v roku 2025
Zobrazenia: 102214 -

Najúčinnejšie prípravky vápnika pre dospelých a deti v roku 2025
Zobrazenia: 102010