Hodnotenie najlepších ultrazvukových defektoskopov za rok 2025

Ultrazvukový defektoskop je zariadenie, ktoré je určené na detekciu defektov v objekte bez poškodenia jeho integrity. Deformácie sú detekované prostredníctvom dopadu ultrazvukových vĺn na objekt. Zariadenie je veľmi žiadané, pretože spôsob jeho fungovania je jediný, ktorý vám umožňuje poskytnúť najpresnejšie diagnostické výsledky bez demontáže predmetu výskumu.

Obsah
- 1 Ultrazvukový defektoskop: všeobecné informácie
- 2 Populárne typy modernej detekcie výrobných chýb
- 3 Príprava na diagnostiku
- 4 Dosiahnutie najvyššej úrovne presnosti výskumu
- 5 Vady, ktoré sú detekované ultrazvukovými defektoskopmi s najväčšou pravdepodobnosťou
- 6 Výhody ultrazvukových defektoskopov
- 7 Ťažkosti pri výbere
- 8 Hodnotenie najlepších ultrazvukových defektoskopov za rok 2025
- 8.1 Segment rozpočtu
- 8.1.1 3. miesto: "TUD-1 Sonel ultrazvukový detektor úniku a elektrického výboja"
- 8.1.2 2. miesto: "Tvrdomer Inatest kombinovaný: ultrazvukový a dynamický (ultrazvukový Inatest-U so snímačom typu "A" s overením)"
- 8.1.3 1. miesto: "TVM-UD tvrdomer kombinovaný: ultrazvukový a dynamický (ultrazvukový TVM-UD s overením)"
- 8.2 Stredný cenový segment
- 8.3 Prémiová trieda
- 8.1 Segment rozpočtu
- 9 Záver
Ultrazvukový defektoskop: všeobecné informácie
Ultrazvuk prechádza vrstvou pevného železa a je schopný odhaliť prítomnosť najmenších trhlín, ktoré môžu byť vo vnútri predmetu. Zariadenie bude schopné s vysokou presnosťou odhaliť defekt v hĺbke 5 až 50 milimetrov. Uvažované zariadenie môže mať rôzne úrovne citlivosti. Tento indikátor závisí od veľkosti a rozmerov zistenej chyby. Rozsah zariadení je veľmi široký, ale najčastejšie sa používajú na určenie kvality kovov vo výrobe.Zariadenia majú intuitívne ovládanie, poskytujú jednotné a efektívne používanie a vyznačujú sa zvýšenou presnosťou, ktorá umožňuje získať kvalitné výsledky a včas odhaliť a opraviť rôzne výrobné chyby.
Princíp ultrazvukového ovládania
Typ uvažovaného zariadenia sa zvyčajne používa na kontrolu úrovne pevnosti zvarov. V tomto prípade zariadenie počas prevádzky funguje nasledovne: špecifické akustické vlny sú nasmerované do kovových plechov, čo spôsobuje vibrácie v puzdre. Môžu byť nasledujúcich typov:
- hypersonický;
- ultrazvukové;
- štandardný zvuk;
- Infrazvukové.
Počas prechodu ultrazvuku vytvára priestor, ktorým sa šíri, rovnomerné oscilácie vzhľadom na jeho pokojový bod. Pri pevných látkach sa môžu vyskytnúť priečne/pozdĺžne vibrácie, čo umožňuje kontrolovať kvalitu zvarov s maximálnou presnosťou. Rýchlosť šírenia a dodávky opísaných vĺn je priamo závislá od sily / vnútorného prostredia skúmaného objektu. Intenzitu vĺn je možné regulovať. Ako sa vlna šíri, jej sila postupne mizne. Na základe kontroly rýchlosti tohto vymierania bude možné posúdiť silu švu. Prístroj na druhej strane zobrazí koeficient útlmu ultrazvuku a vytvorí ho na základe stupňa absorpcie a rozptylu. Konečná presnosť je veľmi vysoká, takže môžete získať konkrétne predstavy o kvalite kovu, sile švu a neprítomnosti / prítomnosti iných defektov.
Populárne typy modernej detekcie výrobných chýb
Medzi mimoriadne obľúbené nedeštruktívne nástroje na detekciu chýb patria: vírivé prúdy, akustické (ultrazvukové) a magnetické. Existujú aj iné typy, ale ich použitie nie je také rozšírené, pretože princíp ich práce je trochu komplikovaný.
Ultrazvuk (akustický formát)
Akustický defektoskop je bežne chápaný ako súbor nedeštruktívnych testovacích zariadení podobných svojou funkčnosťou. Ich pôsobenie je založené na princípoch akustických vĺn. Podľa najjednoduchších fyzikálnych princípov sa základné indikátory zvukovej vlny pri šírení v homogénnom mikroprostredí nedajú meniť. Ak však nové médium zablokuje dráhu vlny, zmení sa jej dĺžka a frekvencia. Čím vyššia je frekvencia zvuku, tým presnejší bude výsledok, preto sa v rámci celého dostupného rozsahu používa ultrazvuk. Ultrazvukové zariadenie vysiela vlny, ktoré prenikajú do testovaného objektu. Ak existujú dutiny alebo inklúzie iných materiálov, ako aj iné defekty, vlna ich vždy zistí a prejaví to zmenou svojich parametrov.
Za najdostupnejšie a najrozšírenejšie sa považujú defektoskopy fungujúce na princípe echolokácie. Vlna vstúpi do objektu a ak sa nezistia žiadne chyby, neodrazí sa, resp. zariadenie nedostane spätnú väzbu a nezaregistrujú sa žiadne porušenia. Ak sa vlna vrátila späť, znamená to prítomnosť chýb. V každom prípade je samotné zariadenie generátorom aj prijímačom ultrazvuku, čo značne uľahčuje operácie zisťovania chýb. Zrkadlový spôsob pôsobenia je trochu ako echolokácia, ale používa samostatné zariadenia - to je generátor a prijímač.Výhodou tejto metódy je, že obe zariadenia sú umiestnené na rovnakej strane skúmaného objektu, čo kvalitatívne zjednodušuje postup pri nastavovaní, nastavovaní a vykonávaní meraní. Samostatne stojí za zmienku o metódach ultrazvukovej analýzy. Používa sa tu pojem „zvukový tieň“. Ak je vo vnútri objektu chyba, prispeje to k okamžitému tlmeniu vibrácií, čím sa vytvorí „tieň“. Tento princíp je založený na tieňovej metóde detekcie chýb pomocou ultrazvuku, pri ktorej sú prijímač a vysielač na rovnakej zvukovej osi, ale na opačných stranách. Nevýhody takéhoto zariadenia sú, že pre jeho plnohodnotnú prevádzku musia byť splnené prísne podmienky na rozmery, konfiguráciu a úroveň drsnosti meraného objektu, čo svedčí o zlej unifikácii zariadenia.
Vírivé prúdy a magnetické polia (formát vírivých prúdov)
Vírivé prúdy sa vytvárajú vo vodičoch, keď sa vytvárajú v bezprostrednej blízkosti magnetického poľa striedavého typu, na základe skutočnosti, že v prítomnosti defektov tieto toky reprodukujú svoje vlastné sekundárne pole a fungujú zariadenia na detekciu chýb vírivými prúdmi. Výsledkom je, že opísaný prístroj takéhoto princípu činnosti tvorí primárne pole a sekundárne pole, ktoré poskytuje možnosť odhaliť a identifikovať nedostatky v predmete výskumu, sa vytvorí v dôsledku elektromagnetickej indukcie. Zariadenie na druhej strane prijíma sekundárne pole, registruje jeho indikátory a dáva výsledok o type a kvalite defektu.
Takéto zariadenia majú veľmi vysoký výkon a proces overovania netrvá veľa času.Napriek tomu sa vírivé prúdy vyskytujú iba v tých médiách, ktoré majú vodivú schopnosť, čo naznačuje úzku špecializáciu tohto aparátu.
Formát magnetických častíc
Toto je ďalší z najbežnejších spôsobov. Používa sa pri hodnotení zvarov, kontrole pevnosti ochranných vrstiev, spoľahlivosti potrubných vedení a pod. Táto metóda je obzvlášť cenná pri diagnostike objektov so zložitým geometrickým tvarom a miest, ktoré sú pre overenie ťažko dostupné.
Princíp fungovania tejto metódy je založený na fyzikálnych parametroch magnetizovaných kovov. Pomocou permanentných magnetov (alebo ich analógov) schopných vytvárať kruhové/pozdĺžne magnetické pole sa na testovaný objekt aplikuje špeciálne činidlo, magnetický prášok (mokrá/suchá metóda). Vplyvom poľa sa prášok spojí do takzvaných reťazcov, štruktúruje a vytvorí na povrchu výrazný vzor v podobe vlnoviek. Výsledný obrázok bude jasne demonštrovať fungovanie poľa a poznajúc potrebné parametre zakrivených čiar, môžete vidieť, kde sú nezrovnalosti a určiť miesto defektu. Zvyčajne sa v mieste defektu (dutiny, trhliny) nahromadí obzvlášť veľké množstvo prášku. Konečný výsledok sa zafixuje porovnaním výsledného obrazu so štandardom kvality.
Iné typy detekcie chýb
Nové techniky sa objavujú neustále, takmer každý rok. Zároveň tie staré okamžite strácajú svoju bývalú popularitu. Mnohé moderné zariadenia sú vysoko špecializované a používajú sa len pre špecifické odvetvia.
Napríklad fluxgate zariadenia fungujú tak, že analyzujú impulzy, ktoré vznikajú, keď sa pohybuje pozdĺž objektu.Používajú sa pri výrobe valcovaných kovových výrobkov, vo všeobecnej metalurgii a pri kontrole zvarov.
Radiačné zariadenia v prevádzke ožarujú objekty alfa, beta, gama a röntgenovým žiarením, ako aj bombardujú neutrónmi. Výsledkom je veľmi detailný obraz objektu s viditeľnými nehomogenitami a defektmi. Metóda sa vyznačuje vysokými nákladmi, ktoré sú kompenzované zvýšeným informačným obsahom.
Kapilárne modely sú určené na detekciu vonkajších trhlín a medzier, keď sú vystavené špecifickému vývojovému činidlu. Výsledok sa hodnotí čisto vizuálne. Kapilárna metóda sa používa v lodiarstve, letectve a strojárstve.
V energetickom priemysle sú všetky nedokonalosti výrobkov (ktoré sú pod vysokým napätím) zisťované elektrónovo-optickými defektoskopmi. Dokážu zachytiť najmenšie zmeny v povrchových časticových a korónových výbojoch, čo umožňuje analyzovať činnosť objektu na diaľku bez zastavenia jeho činnosti.
Príprava na diagnostiku
Pred začatím testu je potrebné očistiť povrch od stôp korózie, náterových materiálov a iných náterov. Nie je však potrebné čistiť celú plochu, stačí dodržať medzeru 70 centimetrov. V tejto podobe bude objekt pripravený na diagnostiku, ale stále by bolo vhodnejšie dodatočne skontrolovať priechodnosť ultrazvukovej vlny. Na tento účel môžete použiť olej, tuk, glycerín a iné tekuté látky s obsahom tuku. Ďalej budete musieť upraviť a kalibrovať skenovacie zariadenie pre konkrétne možnosti. Hlavnými úlohami sú:
- Kontrola predmetov s hrúbkou menšou ako 20 milimetrov (je povolené použiť predvolené výrobné nastavenia);
- Skúmanie predmetov s hrúbkou viac ako 20 milimetrov (údaje diagramu ART sa pridávajú do nastavení);
- Diagnostika spoľahlivosti zvarov (bude potrebná komplexná kalibrácia s údajmi ART-diagramu a objasnenie ďalších komplexných impulzov).
Až po dokončení konfigurácie by ste mali pokračovať v overovacích operáciách.
Dosiahnutie najvyššej úrovne presnosti výskumu
Pre získanie maximálnej presnosti výsledku je potrebné sondu prístroja posúvať cik-cak po povrchu, pričom je potrebné sondu otočiť okolo osi o cca 10-15%. Ak zariadenie začne produkovať atypické vibrácie, tak v zistenom mieste je potrebné sondu čo najviac roztiahnuť, aby bolo možné presnejšie určiť miesto nekvalitne vyhotoveného spojenia. Vyhľadávanie je potrebné vykonať dovtedy, kým nie je známy bod, v ktorom bude vrchol vlny najvyšší. Zároveň je potrebné vziať do úvahy, že zariadenie môže vrátiť výsledok s určitou chybou, ktorá je dôsledkom odrazu vĺn od švíkov. Potom by sa mali použiť iné diagnostické metódy. Ak niekoľko rôznych metód vedie k jedinému výsledku, potom môžete chybu opraviť zapísaním jej súradníc. Výrobcovia defektoskopov sa spoliehajú na požiadavky Štátnych noriem a odporúčajú testovať jeden objekt minimálne dvoma rôznymi metódami. Všetky získané údaje musia byť zaznamenané v špeciálnom denníku alebo tabuľke. Takže môžete rýchlo odstrániť závadu na objekte a urýchliť konečnú diagnostiku, pretože všetky identifikované problémové body sú už známe.
Vady, ktoré sú detekované ultrazvukovými defektoskopmi s najväčšou pravdepodobnosťou
Kontrola zvarových švov, vykonávaná pomocou zariadení daného typu, vám umožňuje získať jasný obraz o situácii.Správne vykonaný postup môže zaručiť takmer 100% presnosť výsledku. Existujú však nevýhody, ktoré je dosť ťažké odhaliť. Existuje však veľa zistených 100% chýb a zahŕňajú:
- Čipy, praskliny;
- póry;
- Nedostatočne tepelne upravené zvary;
- Laminovanie kovových zliatin;
- fistuly;
- Previsnuté švy na začiatku / konci celej konštrukcie;
- Stopy korózie;
- Vzájomné vylúčenie v jednom spoji dvoch rôznych kovov;
- Odchýlka od geometrických ukazovateľov v schéme návrhu.
Výskum sa uskutočnil na takých typoch kovov, ako sú:
- oceľ,
- meď,
- Liatina.
Na diagnostiku ultrazvuku sú k dispozícii aj nasledujúce typy stehov:
- v tvare T;
- plochý;
- priečne;
- Pozdĺžne;
- Prsteň.
Výhody ultrazvukových defektoskopov
Môžu zahŕňať:
- Zvýšená presnosť a zrýchlený zber hodnotiacich informácií;
- Nízke náklady na samotný postup;
- Prenosnosť použitého zariadenia, ktorá umožňuje prácu „v teréne“;
- Možnosť vykonania výskumu bez prerušenia prevádzky diagnostikovaného objektu;
- Žiadne riziko pre zvary, dutiny rúr a iné pevné podklady.
Ťažkosti pri výbere
Hlavné parametre, ktoré si pred nákupom vyžadujú osobitnú pozornosť, možno nazvať:
- Rozsah merania;
- Účel a účel;
- Celkový výkon;
- Zložitosť montáže/konfigurácie;
- Hranice prevádzkových teplôt;
- Spoľahlivosť.
Rôzne modely majú rôzne meracie rozsahy, čo znamená, že niektoré prístroje dokážu odhaliť chyby až do jedného mikrometra, zatiaľ čo iné sú obmedzené na desať milimetrov. Takýto detail hrá veľmi dôležitú úlohu napríklad v strojárstve, ale pre konštrukčné účely je vysoká presnosť zbytočná.V prípade tohto odvetvia teda nemá zmysel kupovať presné a drahé zariadenie. V sprievodných dokumentoch musí výrobca tiež uviesť, pre aký typ materiálov je konkrétny model určený, ako aj aké nedostatky môže odhaliť. Samostatne môžu byť kladené špeciálne požiadavky na povahu povrchu, prítomnosť/neprítomnosť ochranných vrstiev, tvar a rozmery testovaného predmetu.
Ukazovateľ výkonu určuje rýchlosť skenovania a predmet postupu, ktorý je možné „pripojiť“ k určitej časovej jednotke. Takže modely fluxgate a vírivých prúdov môžu poskytnúť zvýšenú rýchlosť, ale proces magnetizácie a práce s každou sekciou samostatne môže trvať pomerne dlho. Samostatne stojí za zmienku proces inštalácie / montáže / konfigurácie. Ručné prenosné zariadenia, ktoré sa ľahko zmestia do tašky, budú tým najlepším riešením pre servisné inšpekcie. Presnejšie a zložitejšie zariadenia budú vždy vyžadovať dodatočný čas na inštaláciu/nastavenie. Vzhľadom na to, že nedeštruktívne skúšanie je možné vykonávať v interiéri aj exteriéri (vrátane chladného obdobia), je potrebné určiť limity prevádzkových teplôt. Zároveň sa musíte postarať o možnosť práce v agresívnom prostredí.
Hodnotenie najlepších ultrazvukových defektoskopov za rok 2025
Segment rozpočtu
3. miesto: "TUD-1 Sonel ultrazvukový detektor úniku a elektrického výboja"
Model dokáže presne určiť miesto odtlakovania (miesto úniku plynov/kvapalín, miesto straty vákua).Slúži na: kontrolu prívodu kyslíka, automatické hasiace systémy, pri montáži klimatizácie a ventilácie, vyšetrenie izolantov v kontaktných sieťach, diagnostiku objektov vývoja, skladovanie a spracovanie ropných produktov/plynových produktov, vyhľadávanie bodov poškodenie brzdových systémov automobilov, detekcia elektrických výbojov v nízkonapäťových ASU na vzdialenosť do 10 metrov a vo vysokom napätí - na vzdialenosť do 30 metrov. Funguje na princípe registrácie výskytu defektov v materiáloch, ktorý je sprevádzaný prudkou zmenou akustického žiarenia, a to aj v ultrazvukovej oblasti. Zariadenie premieňa žiarenie na signály vo zvukovej / grafickej podobe a operátor opravuje chyby a rozhoduje o potrebe opravy. Model funguje bezdotykovo a nie je potrebné odpájať objekt od napájania ani zastavovať zariadenie. Zariadenie má manuálne nastavenie sily signálu, čo umožňuje prispôsobenie zariadenia individuálnym charakteristikám operátora. Aplikácia je možná aj pri záporných teplotách do -20 °C. Odporúčané náklady pre obchodné reťazce sú 32 760 rubľov

Výhody:
- Praktická všestrannosť;
- Dostatočné prevádzkové teploty;
- Adekvátna cena.
nedostatky:
- Nezistený.
2. miesto: "Tvrdomer Inatest kombinovaný: ultrazvukový a dynamický (ultrazvukový Inatest-U so snímačom typu "A" s overením)"
Tento model je považovaný za univerzálny, pretože je možné si k nemu objednať veľa doplnkového vybavenia, ktoré rozširuje jeho funkčnosť. Napríklad môže pracovať so 7 rôznymi typmi snímačov pre liatinu, oceľové ozubené kolesá a drážky, tenké kovové výrobky atď.Práca v špecifických podmienkach kontroly tvrdosti je možná. Štandardne sú dodávané tri varianty snímačov na meranie galvanických vibrácií. Odporúčané náklady pre obchodné reťazce sú 71 880 rubľov.

Výhody:
- Možnosť voliteľného pridania senzorov;
- všestrannosť;
- Pracujte v špeciálnych podmienkach.
nedostatky:
- Potreba zakúpenia ďalších komponentov pre konkrétnu úlohu.
1. miesto: "TVM-UD tvrdomer kombinovaný: ultrazvukový a dynamický (ultrazvukový TVM-UD s overením)"
Ďalší prefabrikovaný model, ktorého kvalitu potvrdzuje zaradenie do oficiálneho registra meracích prístrojov používaných štátnym podnikom Ruské železnice. Modifikácia je považovaná za univerzálnu, no štandardne má len jeden typ snímača (US). Je možné pripojiť až 10 ďalších typov snímačov, až po dynamické a galvanické. Odporúčaná cena pre obchodné reťazce je 85 511 rubľov.

Výhody:
- Schopnosť pracovať s 10 rôznymi senzormi;
- Má uznanie na štátnej úrovni;
- Kombinovaný režim prevádzky.
nedostatky:
- Slabý štandard.
Stredný cenový segment
3. miesto: "UKS-MG4S pre kontrolu pevnosti stavebných materiálov a hornín (UKS-MG4 s overením)"
Tento pokročilý model vo svojej základnej konfigurácii využíva na určenie pevnosti betónu a železobetónových výrobkov, tehál a silikátových kameňov iba metódu čerpania povrchových vĺn.Má monoblokový dizajn, čo je elektronická jednotka s meničmi v jednom kryte. Vyznačuje sa vysokou úrovňou presnosti. Odporúčaná cena pre obchodné reťazce je 92 000 rubľov.

Výhody:
- Úzka špecializácia (stavebníctvo);
- Prevedenie vo forme monobloku;
- Dostatočná úroveň presnosti.
nedostatky:
- Nezistený.
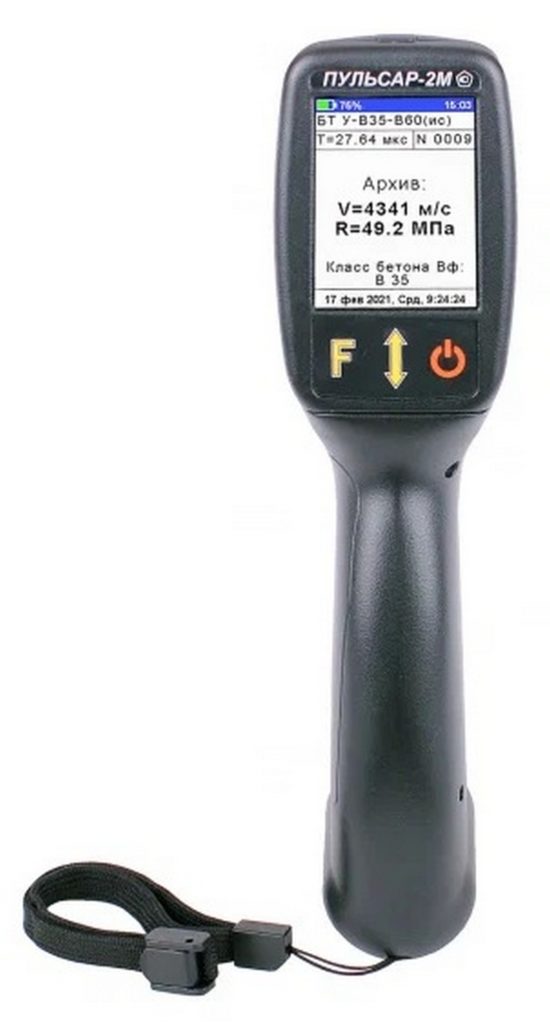
2. miesto: "PULSAR-2M TFT (overené)"
Vynikajúce zariadenie, ktoré sa vyznačuje vysokou presnosťou vykonanej analýzy. Má dizajn vo forme monobloku a je ideálny pre nedeštruktívne testovacie oddelenia v službe. Je vhodné ho nosiť aj vo vrecku, pretože má malé rozmery. Displej je farebný a všetky ovládacie prvky sú intuitívne. K dispozícii je blok pamäte na ukladanie veľkého množstva výsledkov. Odporúčaná cena pre obchodné reťazce je 138 000 rubľov.
Výhody:
- Vysoká funkčnosť zodpovedá deklarovanej cenovke;
- Maximálna prenosnosť;
- Farebný displej.
nedostatky:
- Nezistený.
1. miesto: "PULSAR-2.1 (overené)"
Veľmi drahá a multifunkčná vzorka. Môže byť použitý v rôznych aplikáciách, od stavebníctva, kde sa vyžadujú stredne presné výsledky, až po vysoko presné strojárstvo, kde sú potrebné analýzy až po mikrometre. Súprava sa dodáva so všetkými možnými typmi snímačov. Odporúčaná cena pre obchodné reťazce je 140 000 rubľov.

Výhody:
- Adekvátny pomer výbavy a cenovky;
- Široký rozsah použitia;
- Vylepšená presnosť.
nedostatky:
- Nezistený.
Prémiová trieda
2. miesto: "Ponorný žiarič SG-18 28kHz 900W s generátorom"
Toto zariadenie je určené na diagnostiku potrubí s akýmkoľvek priemerom, je to vysoko presné stacionárne zariadenie a používa sa na kontrolu kvality valcovaného kovu v dielňach. Jeho sondy si obzvlášť dobre poradia s rúrkami nepravidelnej geometrie a so zmenšujúcim sa / zväčšujúcim sa priemerom po celej dĺžke vedenia. Súprava obsahuje: platformu, generátor, vysokofrekvenčnú sondu, úložné puzdro. Odporúčaná cena pre obchodné reťazce je 170 000 rubľov.

Výhody:
- Zvýšená presnosť;
- Stacionárne umiestnenie;
- Schopnosť pracovať s neštandardnými objektmi;
- Jednoročná záruka.
nedostatky:
- Obmedzený (len priemyselný) rozsah.
1. miesto: "Ultrazvukový prístroj PULSAR-2.2 (s overením)"
Najnovšia a najmodernejšia úprava obľúbenej ruskej značky vybavenia. Je na ňom nainštalovaný finálny release softvér, teraz je možné zobraziť testovacie grafy v dynamike. Súprava obsahuje všetky najbežnejšie snímače, výbava má malé rozmery. Odporúčaná cena pre obchodné reťazce je 222 000 rubľov.

Výhody:
- Najnovšia verzia softvéru;
- Dobré vybavenie;
- Malé veľkosti.
nedostatky:
- Trochu predražené.
Záver
Vždy je potrebné pripomenúť, že predmetné vysoko presné zariadenia, pokiaľ ide o hmotnosť, rozmery, typ napájania, metódy zisťovania porúch, odolnosť voči vibráciám, musia spĺňať požiadavky štátnej normy č. 23049 z roku 1984.Okrem toho musí mať každý model špecifické minimum pracovných blokov, s ktorými môžete vykonávať najštandardnejšie operácie.
nové záznamy
Hodnotenie najlepších zariadení na kryolipolýzu za rok 2025
Zobrazenia: 26
Hodnotenie najlepších kozmetológov v Moskve za rok 2025
Zobrazenia: 24
Kategórie

Top rebríček najlepších a najlacnejších skútrov do 50 ccm v roku 2025
Zobrazenia: 131654

Hodnotenie najlepších zvukovoizolačných materiálov pre byt v roku 2025
Zobrazenia: 127694


Najlepšie pánske tenisky v roku 2025
Zobrazenia: 124037

Najlepšie komplexné vitamíny v roku 2025
Videnia: 121942




Hodnotenie najlepších strojov na pedikúru za rok 2025
Videnia: 11750
Smartphone BQ 6010G Practic - výhody a nevýhody
Videnia: 7830
Užitočné

Rebríček najlepších vákuových tmelov pre rok 2025
Zobrazenia: 1939

Hodnotenie najlepších elektrických varných dosiek pre rok 2025
Zobrazenia: 2342


Najlepšie antivirotiká v roku 2025
Zobrazenia: 33335

15 najlepších hoverboardov roku 2025. Slušná hodnota za peniaze
Prezretí: 29340
Populárne články
-
Top rebríček najlepších a najlacnejších skútrov do 50 ccm v roku 2025
Zobrazenia: 131654 -
Hodnotenie najlepších zvukovoizolačných materiálov pre byt v roku 2025
Zobrazenia: 127694 -
Hodnotenie lacných analógov drahých liekov na chrípku a prechladnutie na rok 2025
Zobrazenia: 124521 -
Najlepšie pánske tenisky v roku 2025
Zobrazenia: 124037 -
Najlepšie komplexné vitamíny v roku 2025
Videnia: 121942 -

Top rebríček najlepších inteligentných hodiniek 2025 - pomer ceny a kvality
Zobrazenia: 114981 -

Najlepšia farba na sivé vlasy - najvyššie hodnotenie 2025
Zobrazenia: 113398 -

Rebríček najlepších farieb na drevo pre interiérové práce v roku 2025
Zobrazenia: 110321 -

Hodnotenie najlepších rotujúcich kotúčov v roku 2025
Zobrazenia: 105332 -

Rebríček najlepších sexuálnych bábik pre mužov za rok 2025
Zobrazenia: 104370 -

Rebríček najlepších akčných kamier z Číny v roku 2025
Zobrazenia: 102218 -

Najúčinnejšie prípravky vápnika pre dospelých a deti v roku 2025
Zobrazenia: 102013