Hodnotenie najlepších rezných nástrojov pre rok 2025

Značné množstvo sústružníckych prác sa vykonáva pomocou špeciálnych fréz. Z hľadiska frekvencie používania zaberajú rezné nástroje medzi týmito dýzami jedno z popredných miest. Sú to typ sústružníckeho nástroja určeného na rezanie hlbokých a úzkych drážok do polotovarov. Takéto modely sa spravidla používajú na odstránenie už spracovaného obrobku z tyče, ktorá bola privádzaná cez otvor vretena. Kvôli špeciálnym špecifikám ich reznej hrany sa odrezané vzorky výrazne líšia od svojich náprotivkov: závitové, priechodné, vyvrtávacie a iné typy fréz.
Operácia cut-off nezaberie až takú veľkú časť pracovného času v porovnaní s celkovým časom stráveným spracovaním dielu, často je však posledná vo všeobecnom zozname pracovného cyklu, čo je spôsobené zabezpečenie kvalitného spracovania čelnej plochy obrobku. Nesprávny výber uhla ostrenia na reznej doske výrazne zvyšuje riziko triesok a nerovností na povrchu rezu, čo následne povedie k chybám produktu alebo znemožní jeho ďalšie spracovanie. Jednou z hlavných vlastností odrezávacej sústružnej frézy je to, že jej predná časť sa počas prevádzky ponorí do zúženej drážky, ktorej priemer je o niečo väčší ako šírka ostria. Táto okolnosť spôsobuje určité ťažkosti pri odstraňovaní odpadových triesok a pri chladení dýzy, čo si vyžaduje použitie neštandardných pracovných riešení.

Obsah
- 1 Konštrukčné vlastnosti odrezávacej frézy
- 2 Druhy a rozsah rezacích fréz
- 3 Obrátené frézy – špecifiká a výhody
- 4 Aplikované označenie
- 5 Výhody použitia karbidov v rezných doštičkách
- 6 Odporúčania pre výber rezných nástrojov
- 7 Základy pracovného postupu
- 8 Hodnotenie najlepších rezných nástrojov pre rok 2025
- 9 Namiesto epilógu
Konštrukčné vlastnosti odrezávacej frézy
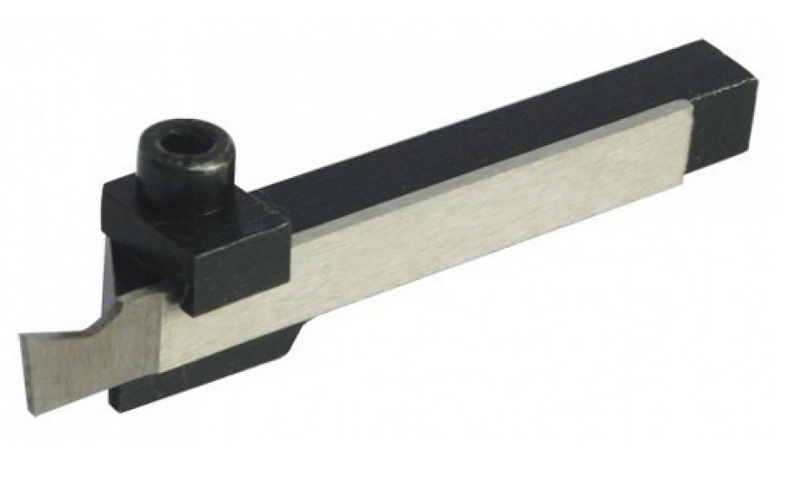
On sám je monolitický celokovový sústružnícky nástroj, pozostávajúci z plochej hlavy a masívneho držiaka. Na konci hlavy je rezná doska. V porovnaní s inými typmi sústružníckych dýz má fréza okrem hlavnej reznej hrany aj dve pomocné, umiestnené na oboch stranách hlavnej, určené na rezanie plôch na strane rezanej štrbiny. Čepeľ reznej hlavy sa zužuje, keď sa pohybuje smerom k držiaku pod uhlom 1-3 stupne na každú stranu. Tento konštrukčný znak je potrebný na to, aby bolo možné znížiť trenie dýzy o steny drážky, ako aj na zlepšenie cirkulácie reznej kvapaliny a vyhadzovania triesok.
Šírka hlavy čepele sa môže pohybovať od 3 do 10 milimetrov a jej dĺžka by mala byť zvolená tak, aby bola o niekoľko milimetrov väčšia v porovnaní s polomerom obrobku. Pre zvýšenie pevnosti a zníženie úrovne vibrácií je potrebné použiť špeciálne typy odrezávacích fréz, pri ktorých je predná časť zväčšená. Takýto nástroj bude mať kvalitatívnu rovnováhu vďaka hlavám, ktoré majú na vrchu zaoblené výstupky (nazývajú sa tiež „kohúty“) a ktoré umožnia umiestniť reznú hranu na rovnakú čiaru ako os držiaka.
Druhy a rozsah rezacích fréz
Štrukturálne sú uvažované dýzy rozdelené na prefabrikované a monolitické (celokovové).Tieto sú vyrobené z vysokovýkonnej nástrojovej ocele a ich hlavné technické vlastnosti upravuje štátna norma č. 18874 z roku 1973. Maximálne rozmery takejto frézy sú:
- Plná dĺžka - 80 milimetrov;
- Dĺžka hlavy - 15 milimetrov;
- Šírka reznej hrany je 12 milimetrov.
DÔLEŽITÉ! Keď sa rezná hrana obrúsi, dĺžka hlavy tohto nástroja sa zníži, čím sa zníži medza priemeru rezu.
Prefabrikované modely sa zase dajú rozdeliť na dva typy. Prvý typ vyzerá ako monolitická vzorka, v ktorej sú hlava aj držiak vyrobené z jednej tyče, ale rezná doska je samostatný prefabrikovaný prvok inštalovaný na konci hlavy. Jeho upevnenie je možné vykonať dvoma spôsobmi – buď priletovaním k podložke, alebo mechanickým upevnením.
Druhý typ prefabrikovaného modelu sa stal najrozšírenejším v modernom svete zostavených rezákov. Má dlhú a plochú hlavu s reznou hranou, ktorá je mechanicky upevnená v špeciálnom ráme, ktorý funguje ako akýsi držiak. Tieto frézy sa predávajú s vymeniteľnými doštičkami, ktoré sa líšia hrúbkou a šírkou. Niektoré z popísaných vzoriek sú okrem iného schopné upraviť dĺžku vyhadzovania svojej hlavy.
Okrem zosilnených a štandardných verzií reznej hubice v klasickom prevedení možno na prácu v špeciálnych podmienkach použiť aj iné typy rezných nástrojov, ktoré dokážu kompenzovať nízku tuhosť alebo nízky výkon sústruhu. Patria sem obrátené alebo pružinové modely, často používané v malosériovej výrobe alebo v domácich dielňach.Ich hlavy dokážu kompenzovať dynamické rázové zaťaženie a pohlcovať (v rámci možností) vzniknuté vibrácie, čím sa dosiahne požadovaná kvalita povrchu a ochrana reznej hrany pred poškodením.
DÔLEŽITÉ! Obľúbenosť obrátených modelov prišla asi pred piatimi alebo šiestimi rokmi vďaka tomu, že bola vyvinutá účinná a ľahko použiteľná rezná vložka.
Obrátené frézy – špecifiká a výhody
Tento typ rezacieho zariadenia sa tak nazýva, pretože pracuje proti smeru hodinových ručičiek, t.j. pri spätnom pohybe vretena. Jeho dizajn je trochu podobný kancelárskemu nožu: doska vo forme dlhej čepele a držiak sú pripevnené na šikmom konci. Čepeľ je vyrobená z rýchloreznej ocele, legovanej kobaltom, a v priereze je vizuálne znázornená ako písmeno „T“ obrátené hore nohami, v ktorom sú obe priečniky akoby skrátené. Uhol ostrenia konca reznej hrany je sedem stupňov, výrobca dokáže vyrobiť nástroje v rôznych hrúbkach od jednej do troch bodových dvoch desatín milimetra.
Hlavnou výhodou uvažovanej frézy je uľahčené odstraňovanie triesok, pretože pri otáčaní vretena v opačnom smere sú triesky pod vplyvom vlastnej hmotnosti vrhané dole. Tento režim výrazne znižuje pravdepodobnosť zaplnenia pracovnej drážky vyčerpanými trieskami, čo znamená, že takmer neexistuje riziko poruchy alebo zaseknutia stroja. Medzi ďalšie výhody takejto trysky patria:
- Jednoduché ostrenie čepelí;
- Možnosť spracovania so zvýšeným dosahom;
- Optimalizácia procesu chladenia (štiepky idú dole a chladivo sa dodáva zhora);
- Dlhá životnosť aj pri opakovanom prebrúsení reznej doštičky.
Obrátená fréza má okrem iného systém nastavenia výšky bodu, vďaka čomu je potreba nastavovania polohy trysky pri použití tesnení jednoducho zbytočná.
Aplikované označenie
V Ruskej federácii existujú tri štátne normy (GOST), ktoré boli vyvinuté ešte v sovietskych časoch a sú v platnosti od roku 1973 (majú index „73“ na konci digitálneho názvu dokumentu) a ktoré sú určené na stanovenie predpisov na označovanie rezných nástrojov. Kódovanie dýz a ich štandardné veľkosti z rýchloreznej ocele sú stanovené normou č. 18874; dýzy s platňami z tvrdej zliatiny - štandardné č. 18884; so zakrivenými platňami ("kohútik") karbid - norma č. 18894. Je jednoducho nemožné správne určiť geometriu a typ označením bez použitia technických tabuliek týchto noriem. Vo všetkých troch uvedených regulačných dokumentoch má každý typ svoj vlastný kód a počet parametrov uvedených v tabuľkách. Jediným rozlúštiteľným informačným prvkom označenia je klasifikácia zliatiny reznej časti. Napríklad pravá fréza vyrobená z rýchloreznej ocele má nasledujúce vlastnosti:
- Prierez - 16x16 milimetrov;
- Dĺžka - 80 milimetrov;
- Hlava - 15 milimetrov;
- Šírka čepele - 12 milimetrov.
Vyššie uvedené parametre podľa normy č. 18874 budú mať všeobecné označenie „2120-0519“. Fréza s podobnou geometriou, ale s tvrdokovovou doskou, bude označená na základe normy č. 18884 ako "2130-055 T5K10". Posledná alfanumerická množina znamená prítomnosť karbidu titánu s kobaltom v zložení karbidu, kde 10 je percento karbidu titánu.Pre viac informácií niektorí výrobcovia špeciálne farebne zdôrazňujú typ použitého materiálu. Napríklad vyššie uvedený „T5K10“ je žltý.
Vo svete existuje aj univerzálny medzinárodný systém označovania rezných nástrojov v stupňovitosti ISO (International Organization for Standardization). Zodpovedajúci dokument tejto organizácie je veľmi objemný, obsahuje veľa charakteristík, takže úplné označenie sa zdá byť dosť dlhé. Ako príklad možno uviesť prepis „QFGD2525R2252H“ v kategórii „Drážkovanie a vonkajšie rezy“, kde:
- Q - držiak na rezanie;
- F - ukončenie spracovania;
- G - rozmery dosky;
- D - pre obojstranné taniere;
- 25 – výška držiaka;
- 25 – šírka držiaka;
- R - ľavý, pravý, neutrálny;
- 22 - maximálna pracovná hĺbka;
- 52 - minimálny priemer zárezu;
- H je poloha vložky pre čelné zapichovanie.
Výhody použitia karbidov v rezných doštičkách
Hlavnou výhodou tvrdokovovej doštičky oproti jej vysokorýchlostným oceľovým náprotivkom je, že má schopnosť pracovať pri vysokých rezných rýchlostiach (až 500 m/s pre oceľové polotovary). Navyše pri zachovaní vlastnej tvrdosti pri všeobecne vysokej teplote v pracovnej oblasti (až 900 stupňov Celzia). Ako bolo uvedené vyššie, existujú dva spôsoby pripevnenia karbidových doštičiek na hlavu držiaka - mechanické upínanie a spájkovanie (alebo iné podobné spôsoby). Spoje, ktoré sú jednodielne, sa považujú za odolnejšie voči vibráciám a sú vo všeobecnosti konštrukčne jednoduché, najmä pri práci s intenzívnym zaťažením.Napriek technicky zložitému spôsobu výroby má však rezací nástroj, na ktorom je doska mechanicky pripevnená, množstvo výhod:
- Pri práci na hlave jeho držiaka nedochádza k tepelnému účinku, keď je rezný prvok upevnený;
- K dispozícii je rýchla reverzácia na inú reznú hranu alebo zrýchlená výmena doštičky;
- Po výmene vložky ostanú geometrické charakteristiky zachované.
Okrem rezania tvrdokovových dielov je možné pri obrábaní najmä tvrdých kovov použiť doštičky na báze keramiky. Hoci sa považujú za krehkejšie, majú zvýšenú odolnosť reznej časti proti opotrebovaniu a sú schopné pracovať pri veľmi vysokých teplotách vytvorených v pracovnej oblasti (až 1200 stupňov Celzia).
Odporúčania pre výber rezných nástrojov
Technológia výroby
Pri kúpe daného typu fréz je potrebné venovať väčšiu pozornosť požiadavkám štátnych noriem používaných výrobcom pri výrobe. Otázka nízkej ceny by nemala zastávať dominantné postavenie. Je nepravdepodobné, že rezáky, ktorých výrobnú technológiu nemožno potvrdiť, dlho vydržia a bude problematické ich naostriť. Najjednoduchším znakom nekonzistentnosti v technológii výroby nástrojov je jeho veľmi nízka cena. Vždy treba pamätať na to, že iba tovar vyrobený podľa štátnych noriem bude schopný zabezpečiť technologický pracovný cyklus bez prerušenia.
Kritériá výberu
Musíte vedieť, že frézy sú vysoko špecializované trysky a mali by sa používať iba na dve operácie - sústruženie a rezanie. Preto by ste pre malé opravárenské zariadenia a domáce použitie nemali kupovať príliš drahé a profesionálne vzorky.V tejto situácii je celkom možné vyjsť so vzorkou ruskej výroby so spájkovanou doskou, ktorej cena bude 1,5 až 2-krát nižšia ako cena podobnej vzorky s mechanicky upevnenou karbidovou platňou. Toto pravidlo zároveň neplatí pre sériovú výrobu, najmä ak sa fréza bude používať na CNC strojoch. Jednoducho neexistuje žiadna alternatíva k high-tech modelu rezania s vymeniteľnou doskou.
Stručne povedané, treba poznamenať, že pred akvizíciou sa potenciálny kupujúci musí rozhodnúť o nasledujúcich bodoch:
- Vypočítajte intenzitu budúcich zaťažení;
- Berte do úvahy tvrdosť spracovávaného materiálu;
- Zvážte typy budúcej práce;
- Nastavte prioritu medzi parametrami požadovanej kvality povrchu a presnosťou rozmerov produktu;
- Prijmite požadovaný stupeň odolnosti nástroja voči opotrebovaniu.
Základy pracovného postupu
Ostrenie fréz - všeobecné odporúčania
Od kvalitného ostrenia priamo závisí účinnosť frézy, ako aj rezná sila a celková životnosť. Pri sústružníckom zariadení je zvykom brúsiť obe jeho hrany. Brúsenie sa vykonáva v niekoľkých krokoch, samostatne pre každú pracovnú reznú plochu. Proces začína zozadu – operátor musí opracovať zadnú plochu pod uhlom približne 5 stupňov. Ďalej by ste mali brúsiť zadnú rovinu reznej hrany. Uhol, ktorý sa má brúsiť pre zadnú vložku, by mal presahovať uhol uhla rezu asi o dva stupne. Po otočení reznej a zadnej časti musí obsluha vytvoriť konečný uhol rezu dokončovaním. Predná časť by mala byť tiež otočená podľa algoritmu opísaného vyššie.Stojí za to pamätať, že uhol na prednej strane frézy musí byť vytvorený dvojitým otáčaním alebo dokončovaním. Pracovná hrana, pozdĺž ktorej sa vykonáva brúsenie, musí byť umiestnená na rovnobežnej priamke s brúsnou plochou.
Inštalácia frézy
Pre správne vykonanie procesu rezania a pre zastavenie zvýšeného opotrebovania reznej doštičky, ako aj pre zabezpečenie kvalitného spracovania čelnej plochy po reze, sa oplatí nastaviť frézu do úplne kolmej polohy vzhľadom na obrobok Okrem toho by mal byť inštalovaný oproti osi otáčania s vertikálnou odchýlkou maximálne 0,1 mm v oboch smeroch. Umiestnenie reznej hrany čo i len o malý zlomok desatín milimetra vyššie môže viesť k zlomeniu ostria a pri nižšom nastavení sa môže na obrobku vytvoriť nezrezaná lišta. Rezanie by sa malo vykonávať čo najbližšie k čeľustiam skľučovadla pomocou frézy s minimálnym presahom. Pre pohodlné obrábanie tvrdých materiálov stolovými strojmi by sa mali používať obrátené alebo pružinové nástroje.
Hodnotenie najlepších rezných nástrojov pre rok 2025
Možnosti rozpočtu
3. miesto: Tekhnostal 2130-0001 036258
Štandardná vzorka s pravostranným podávaním. Má celkovú dĺžku 100 milimetrov s dĺžkou držiaka 10 a jeho výška je 16. Vyrobené z materiálu T5K10 - preložené karbidom. Krajina pôvodu je Čína, odporúčaná maloobchodná cena je 185 rubľov.

Výhody:
- Výrobný materiál rozptýlený karbidom;
- Dostatočná dĺžka;
- Špičkové spájkovanie.
nedostatky:
- Vyžaduje počiatočné hrubovanie.
2. miesto: "Sekira 1781"
Ďalší zástupca rozpočtovej skupiny vyrobený z vystuženého materiálu T5K6 (malé titánové inklúzie). Má celkovú dĺžku 140 milimetrov, s výškou držiaka 25 a šírkou 16. Krajina pôvodu je Čína, cena v obchodných reťazcoch je 205 rubľov.

Výhody:
- Zahrnutie titánu do materiálu výroby;
- Dlhá základňa;
- rozpočtové náklady.
nedostatky:
- Vyžaduje počiatočné zaostrenie.
1. miesto: Technostal 2130-0005 030431
Táto fréza je vyrobená z bežnej supertvrdej ocele triedy T5K10 s tvrdokovovou impregnáciou a má spájkovaný rezný hrot. Celková dĺžka je 120 milimetrov, výška držiaka je 20 a šírka je 12. Vyrobené v Číne na základe ruskej licencie. Cena v maloobchodných predajniach je stanovená na 220 rubľov.

Výhody:
- Dobré geometrické údaje;
- použitá vysokorýchlostná oceľ;
- Spájkovaný hrot.
nedostatky:
- Opäť nutnosť prvotného doostrenia.
Stredný cenový segment
3. miesto: TekhnoStal 036377
Tento sústružnícky nástroj sa vyznačuje rozšírenými geometrickými charakteristikami, základňa je vyrobená zo zliatiny rozptýlenej titánom. Má celkovú dĺžku 170 milimetrov, so šírkou držiaka 20 a jeho výška je 32. Vyrobené v Číne. Odporúčaná cena pre obchod je 310 rubľov.

Výhody:
- Rozumná cena;
- Vynikajúce geometrické rozmery;
- Titánová vložka.
nedostatky:
- Nezistený.
2. miesto: "Sekira 15125"
Dobrá voľba od bieloruského výrobcu pre správne krmivo. Telo je vyrobené z rýchloreznej ocele s karbidovými inklúziami. Má celkovú dĺžku 140 milimetrov, výšku držiaka 25 a šírku 20.Krajina výroby - Bielorusko. Odporúčaná maloobchodná cena je 410 rubľov.

Výhody:
- Dobré geometrické vlastnosti;
- Vysokorýchlostný oceľový materiál;
- Primeraná hodnota za peniaze.
nedostatky:
- Nenájdené.
1. miesto: "Sekira 18917"
Vedúci model vo svojom segmente. Je vyrobený z odolnej ocele R6M5 a má nasledujúce geometrické charakteristiky: celková dĺžka - 125 milimetrov, šírka držiaka - 4, výška držiaka - 18. Vďaka svojim špeciálnym geometrickým parametrom je možné ho použiť na drobné takmer šperkárske práce. Krajina výroby - Bielorusko. Cena stanovená pre obchody je 520 rubľov.

Výhody:
- Navrhnuté pre presnú prácu;
- Použitie inovatívnych materiálov;
- Skutočná cena.
nedostatky:
- Nezistený.
Prémiová trieda
3. miesto: "MGEHR1212-2"
Vynikajúci a multifunkčný model používaný s vymeniteľnými reznými doštičkami. Líši sa vysokou odolnosťou a dlhou životnosťou. Vyrobené z kvalitného materiálu. Krajina výroby je Rusko, odporúčaná maloobchodná cena je 900 rubľov.

Výhody:
- Možnosť použitia rôznych rezných dosiek;
- Vysoko kvalitné prevedenie drážok a rezov;
- Multifunkčnosť a všestrannosť.
nedostatky:
- Nenájdené.
2. miesto: "24554 Proxxon"
Vysoko praktický nástroj zahraničnej výroby, vynikajúci na rezanie drážok a odrezávanie materiálov. Vyrobené z rýchloreznej ocele s obsahom kobaltu (kalené). Vhodné pre sústruh PD-400. Má rozmery - 12 x 3 x 85 milimetrov. Krajina výroby - Nemecko. Odporúčaná cena pre obchodné reťazce je 1300 rubľov.

Výhody:
- Výrobca je svetoznáma značka;
- Vysoko kvalitný materiál puzdra;
- Dlhá životnosť.
nedostatky:
- Nezistený.
1. miesto: "Jet 50000909"
Táto vzorka je vhodná pre prácu na strojoch JET BD-7, 8 a 920. Je určená na rezanie materiálu pod uhlom 90 stupňov k osi otáčania a na rezanie veľmi úzkych drážok. Schopný pracovať pri veľkom zaťažení, môže vyžadovať technológiu rezania s veľkou presnosťou. Pri práci s ním neprekračujte rýchlosť posuvu! Rozmery - 150 x 8 x8 milimetrov, Krajina - výrobca - Švajčiarsko. Odporúčaná cena pre obchody je 2300 rubľov.
Výhody:
- Vysoko kvalitný výrobný materiál;
- Schopnosť rozpoznať prácu;
- Odoláva intenzívnemu zaťaženiu.
nedostatky:
- Nutnosť presného dodržiavania rýchlosti posuvu.
Namiesto epilógu
Analýza trhu s frézami zistila, že pre domáce potreby ruský kupujúci, podobne ako malý podnikateľ v oblasti sústruženia, uprednostňuje predovšetkým lacné vzorky nástrojov, ktoré sa nachádzajú v nižšom cenovom segmente. Takéto modely majú spájkované rezné hrany, vyžadujú originál, ale sú mimoriadne lacné. Stojí za zmienku, že aj ruskí výrobcovia preniesli technológiu na výrobu takýchto trysiek do Ázie - väčšina populárnych fréz sa vyrába buď v ázijských krajinách, alebo v susedných krajinách na základe ruských licencií. Prémiový segment, ktorý je zameraný na sériovú výrobu a vyžaduje špeciálnu výdrž kvôli intenzívnej záťaži, je zároveň zastúpený výlučne vzorkami zo západnej Európy.Vyznačujú sa vysokou kvalitou, stoja o 3 až 5 rádov drahšie a najčastejšie ide o multifunkčné a univerzálne modely.
nové záznamy
Hodnotenie najlepších zariadení na kryolipolýzu za rok 2025
Zobrazenia: 26
Hodnotenie najlepších kozmetológov v Moskve za rok 2025
Zobrazenia: 24
Kategórie

Top rebríček najlepších a najlacnejších skútrov do 50 ccm v roku 2025
Zobrazenia: 131653

Hodnotenie najlepších zvukovoizolačných materiálov pre byt v roku 2025
Zobrazenia: 127694


Najlepšie pánske tenisky v roku 2025
Zobrazenia: 124036

Najlepšie komplexné vitamíny v roku 2025
Videnia: 121942


Smartphone Archos Diamond - výhody a nevýhody
Videnia: 1404


Recenzia detských smart hodiniek DokiWatch
Videnia: 3680

Užitočné

Rebríček najlepších vákuových tmelov pre rok 2025
Zobrazenia: 1939

Hodnotenie najlepších elektrických varných dosiek pre rok 2025
Zobrazenia: 2342


Najlepšie antivirotiká v roku 2025
Zobrazenia: 33335

15 najlepších hoverboardov roku 2025. Slušná hodnota za peniaze
Prezretí: 29340
Populárne články
-
Top rebríček najlepších a najlacnejších skútrov do 50 ccm v roku 2025
Zobrazenia: 131653 -
Hodnotenie najlepších zvukovoizolačných materiálov pre byt v roku 2025
Zobrazenia: 127694 -
Hodnotenie lacných analógov drahých liekov na chrípku a prechladnutie na rok 2025
Zobrazenia: 124521 -
Najlepšie pánske tenisky v roku 2025
Zobrazenia: 124036 -
Najlepšie komplexné vitamíny v roku 2025
Videnia: 121942 -

Top rebríček najlepších inteligentných hodiniek 2025 - pomer ceny a kvality
Zobrazenia: 114981 -

Najlepšia farba na sivé vlasy - najvyššie hodnotenie 2025
Zobrazenia: 113398 -

Rebríček najlepších farieb na drevo pre interiérové práce v roku 2025
Zobrazenia: 110320 -

Hodnotenie najlepších rotujúcich kotúčov v roku 2025
Zobrazenia: 105332 -

Rebríček najlepších sexuálnych bábik pre mužov za rok 2025
Zobrazenia: 104369 -

Rebríček najlepších akčných kamier z Číny v roku 2025
Zobrazenia: 102218 -

Najúčinnejšie prípravky vápnika pre dospelých a deti v roku 2025
Zobrazenia: 102013