Hodnotenie najlepších meracích blokov pre rok 2025

Pre každý priemyselný sektor sú základom lineárnych meraní planparalelné koncové bloky dĺžky (skrátene "KMD"). Používajú sa na uloženie jednotky dĺžky a jej neskoršiu reprodukciu. Používajú sa aj na kontrolu meracích prístrojov, prenášanie rozmerov pre požadované nastavenia a označovanie nulovej značky na prístrojoch, navyše môžu slúžiť ako prirodzené meradlo rozmerov rôznych predmetov. Sada planparalelných koncových blokov dĺžky vám umožní vykonávať značkovacie práce so zvýšenou presnosťou a nastavovať stroj. Za hlavnú funkciu CMD sa považuje udržiavanie identity opatrení v rôznych priemyselných oblastiach.
Obsah
- 1 Všeobecné informácie
- 2 Pozadie
- 3 Výrobný materiál
- 4 Princíp fungovania
- 5 Požadované príslušenstvo
- 6 Voliteľné príslušenstvo
- 7 Prístroje na overenie a kalibráciu samotných KMD
- 8 Hodnotenie najlepších meracích blokov pre rok 2025
- 9 Namiesto epilógu
Všeobecné informácie
Všetky prístroje, ktoré sa používajú na meranie v opravárenských a servisných organizáciách alebo v priemyselných podnikoch, musia byť nevyhnutne a neustále kontrolované na presnosť vydaných výsledkov. Samozrejme, na overenie nie je možné doručiť testovaný prístroj do samotnej inštitúcie, kde sú uložené rôzne etalóny. Preto sa na vykonanie všetkých takýchto postupov bez opustenia vlastného miesta vykonávajú pomocou planparalelných meraní dĺžky, ktoré sú štandardom alebo vzorkou, na ktorej je táto dĺžka stanovená. Samotné zariadenie je spravidla vyrobené vo forme valca s očíslovanými rozmermi medzi meracími rovinami.
Hlavnou úlohou CMD je teda zachovanie stanovenej jednotky dĺžky a jej následný prenos. Planparalelné CMD sú nepostrádateľným nástrojom na kontrolu, kalibráciu alebo nastavenie rozmerov na rôznych meracích prístrojoch:
- Mikrometer;
- Kaliber;
- sínusové pravítko;
- Indikátory atď.
KMD možno použiť aj na riadenie výrobných zariadení a šablón. Vzhľadom na to, že KMD sú presným meracím nástrojom, ich výroba je regulovaná na legislatívnej úrovni a regulovaná GOST 4119 z roku 1976 (v platnom znení).
DÔLEŽITÉ! Vzhľadom na to, že objem úloh na kalibráciu meraní je pomerne široký, CMD sa len zriedka predávajú v jednotlivých kópiách - najčastejšie sú dodávané vo veľkých súpravách, ktoré nie sú ani zďaleka lacné, kvôli presnosti ich výroby.
Pozadie
Prvé uvoľnenie meracích blokov vykonala švajčiarska spoločnosť Ioganson. Boli vyrobené z ocele a boli to pravouhlé rovnobežnosteny, ich prvá prezentácia sa konala v roku 1900 na svetovej výstave v Paríži. Vďaka výrobcovi sa táto súprava nástrojov nazývala „dlaždice Joganson“ a dlho sa používala (názov) na označenie KMD, neskôr sa zmenila len na „dlaždice“.
Prvá výroba KMD v ZSSR sa uskutočnila v závodoch Tula a Sestroretsk a ich sériová výroba sa začala v polovici 30-tych rokov v závode Kirov „Krasny Instrumentalshchik“ a moskovský „Caliber“. V modernom svete, s príchodom bezkontaktných laserových interferometrov, dĺžkomerov a iných elektrických meracích prístrojov, ktoré vykonávajú merania pomocou súradnicových bodov, ako aj výškomerov, sa výrazne zmenilo použitie a účel CMD.Ich hlavná kvalita – byť materiálnym nosičom určitej veľkosti – však zostala nezmenená. Zároveň ich význam zostáva dodnes, a to aj napriek prítomnosti obrovskej škály elektronických a optických meracích prístrojov.
Rovinno-paralelné koncové miery dĺžky (alebo „dlaždice Joganson“) sa vyrábajú s rozmermi, ktoré sa pohybujú od 0,5 do 1000 milimetrov medzi meracími rovinami. Ak je potrebné nastaviť ľubovoľnú veľkosť, ktorá nie je stanovená touto dĺžkovou mierou, je možné z vhodných dielov dlaždíc vzájomne zbrúsiť CMD. Tento proces lapovania by mal prebiehať dovtedy, kým nie sú dlaždice pevne spojené, t.j. nemalo by dochádzať k rozkladu.
Výrobný materiál
Moderné meracie bloky (planparalelné) sa vyrábajú z vysokolegovanej ocele, ale aj skla, keramiky alebo tvrdých zliatin.
oceľové modely
Dĺžkové miery vyrobené z ocele, napríklad z jej chrómového vzhľadu, sa dokonale hodia na prekrytie predmetných podstavcov meracích stojanov a iných mier. Ich prevádzkové plochy sú odolné voči opotrebovaniu, čo svedčí o ich zvýšenej životnosti. Oceľové vzorky opatrení sú nevyhnutne podrobené kaleniu, po ktorom sú umelo starnuté. Tento postup vám umožňuje udržiavať presné rozmery po dlhú dobu. Tvrdosť pracovnej základne pre oceľové "dlaždice Joganson" je najmenej 800 HV. Nevýhody oceľových modelov zahŕňajú vysokú citlivosť na mechanické škrabance, ako aj pravdepodobnosť korózie na povrchu. Pred začatím prevádzky takýchto dlaždíc sa z nich odstráni ochranný materiál vo forme maziva a po dokončení práce sa znova aplikuje mazivo na ochranu.Stojí za zmienku, že vzorky ocele sú veľmi náchylné na zmeny prevádzkovej teploty, čo poškodzuje ich presnosť (napríklad kov sa môže rozťahovať a prijímať teplo iba z rúk používateľa).
Karbidové modely
Tieto dlaždice sú vyrobené z karbidu volfrámu a ich pevnosť je niekoľkonásobne vyššia ako pevnosť ocele. Okrem toho majú vysokú odolnosť. Tvrdosť pracovného povrchu tvrdých zliatin je takmer dvakrát vyššia a je 1400 HV v porovnaní so vzorkami ocele. Hlavná nevýhoda môže byť identifikovaná - veľká hmotnosť. Preto bude ťažké zostaviť merací blok veľkých rozmerov zo vzoriek karbidov.
Keramické modely
Proti mechanickému poškriabaniu a opotrebovaniu prevádzkovej základne sú najodolnejšie rovinné meradlá zo zirkónovej keramiky. Keramika je zo svojej podstaty úplne imúnna voči korózii a jej základ nebude ovplyvnený teplom rúk používateľa, čo odlišuje tieto vzorky od ocele alebo karbidu. Keramické obklady sa vyznačujú najväčšou stabilitou a majú najdlhšiu životnosť, čo zase umožňuje predĺžiť časový interval medzi kontrolami. Keramické CMD nie sú magnetizovateľné, nevyžadujú špeciálnu ochranu proti korózii a nepriťahujú prach. Sú tiež celkom stabilné a dokážu si udržať pevnú veľkosť po dlhú dobu. Analýza ich práce ukazuje, že keramické aj oceľové dlaždice majú koeficient lineárnej tepelnej rozťažnosti, ktorý je blízko hodnoty.Tento parameter vám umožní zložiť zložité bloky KMD z oceľových a keramických dlaždíc, čo naznačuje zameniteľnosť takýchto modelov.
sklenené modely
Ako už názov napovedá, tieto zariadenia sú vyrobené zo skla. Nie je to zlé na kontrolu rovinnosti a lapovania. Skvelé aj na kontrolu presných, rovných pracovných plôch, ako sú dosky stolov. Dajú sa vyrobiť vo variáciách s priemerom 50 až 75 milimetrov, s rovinnosťou minimálne 0,125 mikrometra a s hrúbkou 15 až 20 milimetrov.
Princíp fungovania
Zachovanie a prenos rozmerovej presnosti pomocou planparalelnej KMD sa vykonáva v nasledujúcich krokoch. Na špeciálnej inštalácii na vykonávanie meraní sa rozmery kontrolujú podľa prvej kategórie vzorových koncových mier. KMD, ktoré majú certifikát dlaždíc najvyššej presnosti, sa skladujú len v špeciálnych halách laboratórií Štátnej normy a v priemyselných podnikoch podľa potreby vhodných mier presnosti vyrábaných výrobkov sa KMD od II do. používa sa piata kategória. Vysielať opravenú veľkosť znamená pravidelne porovnávať dlaždice prvého a druhého radu. Ďalej sa porovnáva druhá číslica s treťou, tretia so štvrtou a tak ďalej až po piatu. V súlade s tým sa v priemyselných organizáciách kontrolujú všetky meracie zariadenia, od presných po hrubé. Výsledok vykonaných overení je zaznamenaný v pase každého zariadenia.
Lapovanie "dlaždíc"
Proces lapovania sa týka procesu ich zlepovania. Samotné KMD sú leštené tak, že pri ich spájaní sa odstráni zvyšný vzduch a na dve dlaždice pôsobí iba atmosférický tlak.Povrchové napätie kvapiek kvapaliny medzi dlaždicami zo zmývania ochrannej mazacej látky, ako aj interakcia na molekulárnej úrovni medzi materiálmi na výrobu KMD, len zvyšujú priľnavosť. V prípadoch, keď sú dlaždice správne vyleštené, sú schopné dokonale vtierať. Táto schopnosť KMD je povinná. Strata opísanej kvality naznačuje opotrebovanie povrchu miery, preto nebude možné dosiahnuť požadované výsledky.

Požadované príslušenstvo
Na zhromažďovanie blokov z dlaždíc KMD a ich opravu, aby sa zmontovaná konštrukcia ľahko používala, sa používa súprava špeciálneho príslušenstva. Budú napríklad potrebné na inštaláciu a kontrolu rozmerov rôznych meracích nástrojov. Tie obsahujú:
- Kalibre;
- Nutrometry;
- Mikrometre;
- Rôzne ukazovatele.
Súprava spravidla obsahuje bočné panely rôznych rozmerov, čo uľahčuje vykonávanie vnútorných aj vonkajších meraní. Táto okolnosť je obzvlášť dôležitá pri výrobe vysoko presných výrobkov v limitovaných sériách. Celá výroba by teda mala byť zameraná na maximálnu veľkosť produktu a na minimum. To ukazuje, že KMD by sa malo používať ako meradlo s dvoma stranami (nepriechodná a prechádzajúca strana).
Na značkovacie práce sa používa špeciálna značkovacia súprava, v ktorej sú držiaky pre veľmi presné merania. Môže tiež zahŕňať:
- Rôzne kravaty;
- Radiálne a planparalelné bočnice;
- Pravítko je trojstenné;
- Atrament a centrálne bočné steny;
- Základňa;
- Sondy a krekry.
Samostatne stojí za to zdôrazniť sondy, ktoré sú určené na určenie veľkosti medzery medzi povrchmi zeme.Sú to oceľové platne s minimálnou veľkosťou od 0,02 mm do maximálnej veľkosti jeden milimeter. Krok zmeny pre ne môže byť od 0,01 mm do 0,05. Proces určenia veľkosti medzery spočíva v umiestnení sondy medzi povrchy. Ďalej by sa sonda mala pohybovať s trochou úsilia, pričom by sa nemala potopiť ani sa voľne pohybovať. V dôsledku toho súčet hrúbok sond zahrnutých v medzere určí jej hodnotu.
Voliteľné príslušenstvo
Pohodlie pri vykonávaní meraní je možné zabezpečiť použitím dodatočného príslušenstva. Ich použitie bude viac ako opodstatnené pri výrobe presných meracích prístrojov v malých sériách. Najčastejšie sa vyrábajú v celých súpravách v súlade s normami GOST 4119. Patria sem:
- Sada č.0 - obsahuje sadu spojok na spájanie dlaždíc do blokov;
- Sada č.1 (kompletná) - obsahuje sadu prídavných zariadení pre vnútorné a vonkajšie merania do 320 milimetrov;
- Sada č.2 (malá) - obsahuje sadu prídavných zariadení pre vnútorné a vonkajšie meranie do 160 milimetrov;
- Sada č.3 (predĺžená) - používa sa na značkovacie práce v spojení s malou a plnou sadou.
Každá sada má samostatné drážky na uloženie každého prvku a na zabezpečenie komfortu používania a vyberania nástrojov sú v zásuvkách výbery. Každá súprava sa predáva so sprievodnými dokumentmi, ktoré potvrdzujú aktuálny štandard presnosti.
Prístroje na overenie a kalibráciu samotných KMD
Meracie miery sú dôležitým krokom v hierarchii zariadení na prenos štandardného dĺžkového rozmeru, pretože sú stabilizovaným nosičom materiálu konštantnej veľkosti.Prenos referenčnej veľkosti, ktorá je založená na vlnovej dĺžke svetla, na referenčnú QMD sa uskutočňuje pomocou hĺbkových interferenčných meraní. Z toho je zrejmé, že štandard získaný na výstupe patrí do triedy "K". Potom sa môže podľa overovacej schémy preniesť na iné opatrenia. Na základe hlavného účelu CMD, to znamená zabezpečiť rovnosť meraní a prenos rozmerov dĺžky normy, boli vyvinuté overovacie schémy. Na podobné účely vyrábajú aj miery s rôznou presnosťou, ktoré sa líšia triedami a kategóriami. Proces overovania KMD sa vykonáva špeciálnymi prístrojmi s najvyššou presnosťou.
Medzi ne patrí mikrometer kvôli jeho vysokej presnosti. Od svojho vynálezu prešiel mnohými vylepšeniami a dostal sa do najvyššej triedy presnosti. Medzi ďalšie zariadenia na meranie presnosti mier patria indukčné alebo inkrementálne fotoelektrické komparátory (komporátory), ktoré sú povolené pre civilný obeh. Výhodou ich používania je, že ich overovacia schéma je výrazne zjednodušená. Mínus možno nazvať podmienkou zvýšených požiadaviek na skúsenosti a vzdelanie špecialistu, ktorý ich používa, ako aj vysoké náklady na túto súpravu nástrojov. Tento stav je spôsobený extrémne nízkou chybou, ktorá môže byť povolená počas kontroly/kalibrácie CMD.
- Hlavné metódy overovania sú:
- Nepriame merania určitej dĺžky;
- Priame merania určitej dĺžky;
- Porovnanie pomocou komparátora;
- Priame porovnanie so štandardom.
Chybový faktor pre CMD je taký malý, že je veľmi, veľmi ťažké ho zistiť pomocou iných prístrojov.
Hodnotenie najlepších meracích blokov pre rok 2025
DÔLEŽITÉ! Stojí za zmienku, že vysoko presné zariadenia KMD v rozpočtovom segmente do 10 000 rubľov sa vyrábajú iba v samostatných kópiách!
Segment rozpočtu (jednotlivé kópie)
3. miesto: „Measure A3 Engineering CO-3 Accc. s GOST R 55724-2013 s overením 8243321568541"
Toto opatrenie sa dodáva v jedinom vyhotovení a je určené na výrobu nedeštruktívnych skúšok zvarových spojov. Má nízku hmotnosť a presnosť druhej triedy. Používa sa vo väčšine prípadov na špecifické merania pri výrobe zváračských prác. Krajinou výroby je Rusko, stanovené náklady pre maloobchodné reťazce sú 5350 rubľov.

Výhody:
- Druhá trieda presnosti;
- Prítomnosť potvrdeného overenia;
- Výrobný materiál - odolná oceľ.
nedostatky:
- Nezistený.
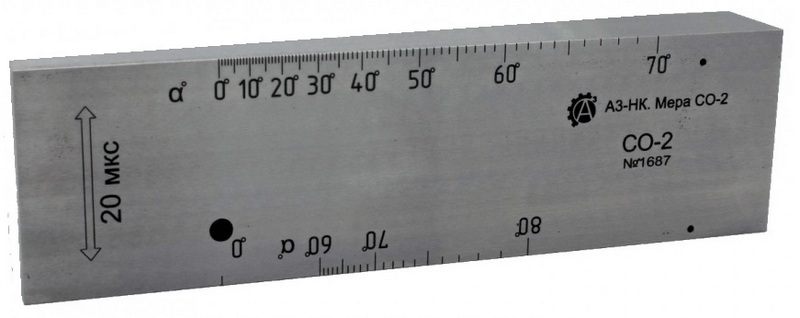
2. miesto: Measure A3 Engineering CO-2 Accc. s GOST R 55724-2013 s overením 4814251653245"
Ďalší zástupca opatrení na výrobu meraní v oblasti nedeštruktívneho skúšania. Dodáva sa aj v jedinom exemplári a je určený na merania z oblasti zvárania. Konštrukcia je vyrobená z vysokopevnostnej ocele. Normy na prvotné overenie chyby sú vopred vypracované vo výrobnom laboratóriu. Krajina pôvodu - Rusko. Odporúčaná cena pre obchodné reťazce je 5400 rubľov.
Výhody:
- Vykonané prvotné overenie;
- Druhá trieda presnosti;
- Nízka hmotnosť.
nedostatky:
- Nezistený.
1. miesto: Kolík INSIZE PP 90,0 trieda 1 4101-B90
Je zástupcom prvej triedy presnosti a vyrába ho zahraničný výrobca. Možno ho použiť na merania štandardnej zložitosti, na overenie meradiel a je možné ho použiť aj ako prvok kombinovanej miery. Vďaka výrobe tela z legovanej ocele môže dobre interagovať s keramickými výrobkami. Krajina pôvodu je Rakúsko, odporúčaná cena pre obchodné reťazce je 6 400 rubľov.

Výhody:
- Meradlo je vyrobené z legovanej ocele;
- Možnosť práce s keramickým KMD;
- Prvotriedna presnosť.
nedostatky:
- Nezistený.
Stredný cenový segment (súpravy a súpravy)
3. miesto: "Súprava KMD Tulamash 126551"
Táto sada je výberom štandardných CMD a je určená na porovnanie štandardov s požadovanými parametrami obrobkov. Sada obsahuje väčšinu štandardných veľkostí. Je ideálny pre prácu v malých dielňach a laboratóriách. Dlaždice sú vyrobené z pevnej oceľovej konštrukcie, čo umožňuje ich montáž (kvôli dobrej priľnavosti) do blokových mier. Krajina pôvodu je Rusko, odporúčaná cena pre obchody je 10 700 rubľov.

Výhody:
- Robustná konštrukcia;
- Dobrá prefabrikovaná priľnavosť medzi prvkami;
- Druhá trieda presnosti.
nedostatky:
- Nezistený.
2. miesto: "Sada rozsah č. 2 trieda 1 GOST 9038-80 8-005"
Táto sada má veľké množstvo prvkov, čo znamená, že ju možno používať bez ďalšieho príslušenstva.Perfektný na nastavovanie a nastavovanie meracích prístrojov, pomôže odhaliť chybu v vykonaných meraniach, vykonať priame merania rôznych objektov. Všetky prvky súpravy sú vyrobené z odolnej ocele a spĺňajú ruské normy. Krajina pôvodu je Rusko, stanovené náklady pre obchodné reťazce sú 17 700 rubľov.

Výhody:
- Rozšírená sada nástrojov;
- Odolný výkonný materiál;
- Pohodlné puzdro na prepravu.
nedostatky:
- Nezistený.
1. miesto: "Súprava prizmatických mier plochého uhla CHIZ N8-1 122634"
Pomerne zriedkavý a vysoko špecializovaný súbor opatrení pre prizmatický uhol. Triedu presnosti definuje výrobca ako druhú. Umožňuje merať objekty s netradičnou geometriou, identifikovať chyby v nelineárnych meracích nástrojoch. Súprava obsahuje 10 rôznych mier, sú zabalené v odolnom drevenom kufríku pre ľahkú prepravu. Krajina pôvodu je Rusko, odporúčaná maloobchodná cena je 39 000 rubľov.

Výhody:
- Schopnosť neštandardných meraní;
- Vysoká trieda presnosti;
- Výrobná kvalita.
nedostatky:
- Puzdro je vyrobené z dreva, takže pravdepodobnosť jeho skorého opotrebovania je vysoká;
- Zvýšené náklady s malou konfiguráciou.
Prémiová trieda (súpravy a súpravy)
3. miesto: Micron MIK 76013
Táto súprava je vysoko presný prístroj na vykonávanie väčšiny možných meraní. Prešiel predbežným overením továrne v továrni, o čom je záznam v pase.Praktický drevený kufrík obsahuje 12 kusov príslušenstva a opatrení pre presnejšie meranie. Vyznačuje sa tým, že pri výrobe boli použité spoľahlivé technológie z čias ZSSR. Krajina pôvodu je Rusko, stanovené náklady na obchody sú 55 000 rubľov.

Výhody:
- Dobrý súbor opatrení a príslušenstva;
- Vysoká trieda presnosti;
- Spoľahlivé výrobné techniky.
nedostatky:
- Drevené púzdro;
- Preplatok.
2. miesto: "KMD CHIZ PK-1 116087"
Ďalší zástupca ruského výrobcu, vyrobený podľa osvedčených technológií ZSSR. Všetky prvky sú vyrobené z legovanej ocele a prítomnosť dodatočného príslušenstva uľahčí a zjednoduší proces merania. Celá sada má 11 položiek a je ľahká. Krajina výroby je Rusko, stanovená cena v obchode je 85 000 rubľov.

Výhody:
- Kufor na prepravu je vyrobený z dreva a pokrytý ochranným lakom;
- Prístrojové vybavenie prvej triedy presnosti;
- Nízka hmotnosť.
nedostatky:
- Vysoká cena.
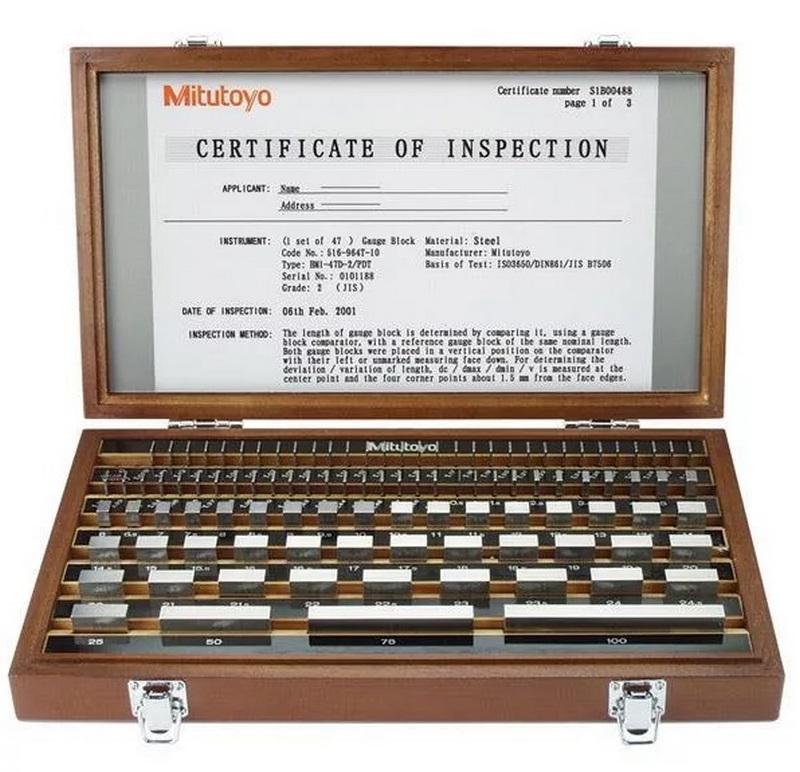
1. miesto: "Sada planparalelnych meracích blokov 47 ks, trieda presnosti 1 MITUTOYO 516-959-10"
Veľmi drahá a multifunkčná CMD súprava pre veľmi presné merania od japonského výrobcu. Stavebnica obsahuje 47 kusov rôznych dlaždíc, takže je možné vykonať akékoľvek meranie, ba čo viac, je možné poskladať akýkoľvek merací blok neštandardného typu bez použitia prvkov zo súprav tretích strán. Výrobný materiál - vysokolegovaná oceľ. Krajinou výroby je Japonsko, stanovené náklady pre maloobchodné reťazce sú 185 000 rubľov.
Výhody:
- Primeraná cena za svoju všestrannosť a triedu presnosti;
- Pohodlné puzdro na skladovanie a prepravu;
- Súlad s ruskými a európskymi normami.
nedostatky:
- Nezistený.
Namiesto epilógu
Analýza trhu s uvažovanými nástrojmi ukázala, že väčšinu pozícií takmer vo všetkých segmentoch obsadili domáci výrobcovia. To však ani v najmenšom neovplyvňuje ani lacnosť tovaru (čo je zlé), ani jeho kvalitu (čo je dobré). Dôvodom môže byť zrýchlený proces certifikácie meracích zariadení v ruských podmienkach, ako aj prítomnosť dobrej priemyselnej školy na výrobu takýchto prístrojov, ktorých história čoskoro dosiahne sto rokov. Zahraničný výrobca je zároveň zastúpený v prémiovej triede a malom počte komoditných položiek. Zahraničný výrobca sa však snaží, aby ich zostavy boli čo najuniverzálnejšie, čo výrazne zvyšuje ich cenu. Ich náklady sa tiež zvýšia v dôsledku toho, že zahraničný tovar podlieha dvojitej kontrole - ruskej aj európskej. Zároveň by som chcel zdôrazniť, že kvalita presnosti našich aj zahraničných modelov je vždy na vysokej úrovni. Pokiaľ ide o akvizíciu KMD: je potrebné ich zakúpiť iba na dôveryhodných internetových stránkach a je nevyhnutné skontrolovať prítomnosť značky v pase pri overení továrne („kontrola“ - pre západné vzorky).
nové záznamy
Hodnotenie najlepších zariadení na kryolipolýzu za rok 2025
Zobrazenia: 24
Hodnotenie najlepších kozmetológov v Moskve za rok 2025
Zobrazenia: 22
Kategórie

Top rebríček najlepších a najlacnejších skútrov do 50 ccm v roku 2025
Zobrazenia: 131652

Hodnotenie najlepších zvukovoizolačných materiálov pre byt v roku 2025
Zobrazenia: 127691


Najlepšie pánske tenisky v roku 2025
Zobrazenia: 124034

Najlepšie komplexné vitamíny v roku 2025
Videnia: 121940


Najlepšie rakety na stolný tenis pre rok 2025
Zobrazenia: 62478

Hodnotenie najlepších laserových epilátorov pre rok 2025
Prezretí: 18341

Rebríček najlepších klieští na nechty a nechtovú kožičku za rok 2025
Zobrazenia: 12373

Užitočné

Rebríček najlepších vákuových tmelov pre rok 2025
Zobrazenia: 1937



Najlepšie antivirotiká v roku 2025
Zobrazenia: 33334

15 najlepších hoverboardov roku 2025.Slušná hodnota za peniaze
Zobrazenia: 29339
Populárne články
-
Top rebríček najlepších a najlacnejších skútrov do 50 ccm v roku 2025
Zobrazenia: 131652 -
Hodnotenie najlepších zvukovoizolačných materiálov pre byt v roku 2025
Zobrazenia: 127691 -
Hodnotenie lacných analógov drahých liekov na chrípku a prechladnutie na rok 2025
Zobrazenia: 124519 -
Najlepšie pánske tenisky v roku 2025
Zobrazenia: 124034 -
Najlepšie komplexné vitamíny v roku 2025
Videnia: 121940 -

Top rebríček najlepších inteligentných hodiniek 2025 - pomer ceny a kvality
Zobrazenia: 114980 -

Najlepšia farba na sivé vlasy - najvyššie hodnotenie 2025
Zobrazenia: 113396 -

Rebríček najlepších farieb na drevo pre interiérové práce v roku 2025
Zobrazenia: 110319 -

Hodnotenie najlepších rotujúcich kotúčov v roku 2025
Zobrazenia: 105330 -

Rebríček najlepších sexuálnych bábik pre mužov za rok 2025
Zobrazenia: 104367 -

Rebríček najlepších akčných kamier z Číny v roku 2025
Zobrazenia: 102217 -

Najúčinnejšie prípravky vápnika pre dospelých a deti v roku 2025
Zobrazenia: 102012