Evaluarea celor mai bune scule de tăiere pentru 2025

O cantitate semnificativă de lucrări de strunjire este efectuată cu ajutorul unor tăietori speciale. În ceea ce privește frecvența de utilizare, sculele de tăiere ocupă unul dintre locurile de frunte printre aceste duze. Sunt un tip de unealtă de strunjire concepută pentru tăierea canelurilor adânci și înguste în obiecte goale. Astfel de modele, de regulă, sunt folosite pentru a îndepărta o piesă de prelucrat deja prelucrată dintr-o bară care a fost alimentată printr-o gaură a axului. Datorită particularităților speciale ale muchiei lor de tăiere, eșantioanele tăiate diferă semnificativ de omologii lor: cuțite filetate, cu orificiu traversant, alezat și alte tipuri de tăietori.
Operația de tăiere nu ocupă o parte atât de mare din timpul de lucru în comparație cu timpul total petrecut la prelucrarea piesei, cu toate acestea, este adesea ultima din lista generală a ciclului de lucru, ceea ce se datorează asigurarea prelucrării de înaltă calitate a părții frontale a piesei de prelucrat. Selectarea incorectă a unghiului de ascuțire pe placa de tăiere crește semnificativ riscul de așchii și rugozitate pe suprafața tăiată, ceea ce, la rândul său, va duce la respingerea produsului sau va face imposibilă prelucrarea ulterioară a acestuia. Una dintre principalele caracteristici ale unei freze de tăiere este că partea frontală, în timpul funcționării, plonjează într-o canelură îngustată, a cărei dimensiune în diametru este puțin mai mare decât lățimea lamei tăișului. Această împrejurare creează unele dificultăți pentru îndepărtarea așchiilor reziduale și pentru procesul de răcire a duzei, care necesită utilizarea unor soluții de lucru nestandard.

Conţinut
- 1 Caracteristici de design ale tăietorului de tăiere
- 2 Tipuri și domeniul de aplicare a tăietorilor
- 3 Freze inversate - particularități și avantaje
- 4 Marcaj aplicat
- 5 Beneficiile utilizării carburilor în plăcuțele de tăiere
- 6 Recomandări pentru alegerea sculelor de tăiere
- 7 Elementele de bază ale fluxului de lucru
- 8 Evaluarea celor mai bune scule de tăiere pentru 2025
- 9 În loc de epilog
Caracteristici de design ale tăietorului de tăiere
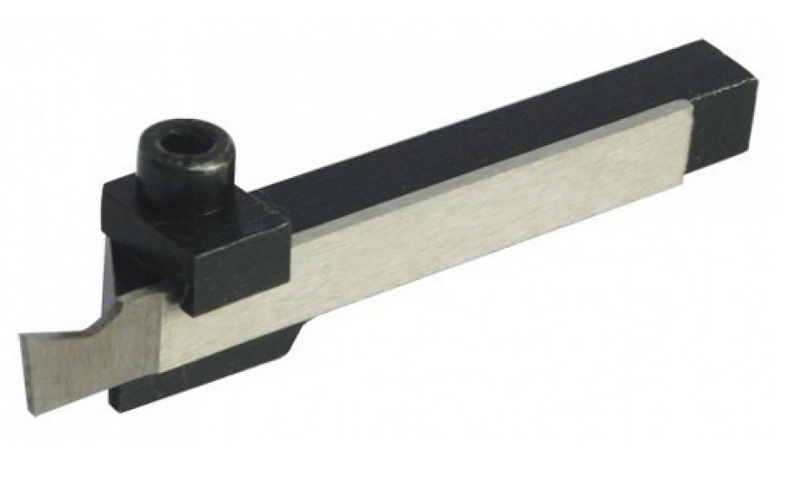
El însuși este o unealtă monolitică de strunjire integrală din metal, constând dintr-un cap plat și un suport masiv. Există o placă de tăiere la capătul capului. În comparație cu alte tipuri de duze de strunjire, pe lângă muchia principală de tăiere, freza are și două auxiliare, amplasate pe ambele părți ale celei principale, destinate tăierii suprafețelor de pe latura fantei care se tăie. Lama capului de tăiere devine mai îngustă atunci când este deplasată către suport la unghiuri de 1-3 grade pentru fiecare parte. Această caracteristică de proiectare este necesară pentru a putea reduce frecarea duzei împotriva pereților canelurii, precum și pentru a îmbunătăți circulația fluidului de tăiere și ejectarea așchiilor.
Lățimea capului lamei poate varia de la 3-10 milimetri, iar lungimea sa trebuie selectată astfel încât să fie cu câțiva milimetri mai mare în raport cu raza piesei de prelucrat. Pentru a crește rezistența și a reduce nivelul de vibrație, este necesar să folosiți tipuri speciale de tăietoare, în care partea din față este mărită. Un astfel de instrument va primi un echilibru calitativ de capete care au proeminențe rotunjite deasupra (se mai numesc și „cocoși”) și care va face posibilă plasarea muchiei tăietoare pe aceeași linie cu axa suportului.
Tipuri și domeniul de aplicare a tăietorilor
Din punct de vedere structural, duzele luate în considerare sunt împărțite în prefabricate și monolitice (toate din metal).Acestea din urmă sunt fabricate din oțel de scule pentru sarcini grele, iar principalele lor caracteristici tehnice sunt reglementate de Standardul de stat nr. 18874 din 1973. Dimensiunile maxime ale unui astfel de tăietor sunt:
- Lungime completă - 80 de milimetri;
- Lungimea capului - 15 milimetri;
- Lățimea muchiei de tăiere este de 12 milimetri.
IMPORTANT! Pe măsură ce marginea incizală este șlefuită, lungimea capului acestui instrument va scădea, ceea ce, în consecință, va scădea limita diametrului de tăiere.
Modelele prefabricate, la rândul lor, pot fi împărțite în două tipuri. Primul tip arată ca o probă monolitică, în care atât capul, cât și suportul sunt realizate dintr-o singură bară, dar placa de tăiere este un element prefabricat separat instalat la capătul capului. Fixarea acestuia se poate face în două moduri - fie prin lipire la bază, fie prin prindere mecanică.
Al doilea tip de model prefabricat a devenit cel mai răspândit în lumea modernă a incisivilor asamblați. Are un cap lung si plat cu muchia taietoare, care se fixeaza mecanic intr-un cadru special, care actioneaza ca un fel de suport. Aceste freze sunt vândute cu inserții interschimbabile care variază în grosime și lățime. Printre altele, unele dintre mostrele descrise sunt capabile să ajusteze lungimea de ejecție a capului lor.
Pe langa versiunile ranforsate si standard ale duzei de taiere in design clasic, se pot folosi si alte tipuri de scule de taiere pentru a lucra in conditii speciale, care pot compensa rigiditatea scazuta sau puterea redusa a strungului. Acestea includ modelele inversate sau cu arc, adesea folosite în producția la scară mică sau în atelierele casnice.Capetele lor pot compensa sarcinile dinamice de șoc și pot absorbi (pe cât posibil) vibrațiile generate, iar acest lucru va atinge calitatea dorită a suprafeței și va proteja muchia de tăiere de deteriorare.
IMPORTANT! Popularitatea modelelor inversate a venit acum cinci sau șase ani, datorită faptului că a fost dezvoltată o inserție de tăiere eficientă și ușor de utilizat.
Freze inversate - particularități și avantaje
Acest tip de echipament de tăiere se numește astfel deoarece funcționează în sens invers acelor de ceasornic, adică la mișcarea inversă a arborelui. Designul său este oarecum asemănător cu un cuțit clerical: o placă sub forma unei lame lungi și un suport sunt fixate pe un capăt oblic. Lama este realizată din oțel de mare viteză, care este aliat cu cobalt, iar în secțiune transversală este reprezentată vizual ca litera „T” întoarsă cu susul în jos, în care ambele bare transversale sunt, parcă, scurtate. Unghiul de ascuțire al capătului tăișului este de șapte grade, producătorul poate produce unelte în diferite grosimi de la unu la trei virgulă două zecimi de milimetru.
Principalul avantaj al frezei luate în considerare este îndepărtarea ușoară a așchiilor, deoarece atunci când axul este rotit în sens opus, așchiile, sub influența propriei greutăți, sunt aruncate în jos. Acest mod reduce semnificativ probabilitatea de a umple canelura de lucru cu așchii uzate, ceea ce înseamnă că aproape că nu există riscul de avarie sau blocare a mașinii. Avantajele suplimentare ale unei astfel de duze includ:
- Ușurință în ascuțirea lamelor;
- Posibilitate de prelucrare la o acoperire crescută;
- Optimizarea procesului de răcire (cipurile coboară, iar lichidul de răcire este furnizat de sus);
- Posedă o durată de viață lungă chiar și cu șlefuirea repetată a plăcuței de tăiere.
Printre altele, freza inversată are un sistem de reglare a înălțimii punctului, ceea ce face ca nevoia de a regla poziția duzei în poziție atunci când se utilizează garnituri este pur și simplu inutilă.
Marcaj aplicat
În Federația Rusă, există trei standarde de stat (GOST), care au fost dezvoltate în perioada sovietică și sunt în vigoare din 1973 (au indicele „73” la sfârșitul denumirii digitale a documentului) și care sunt menite să stabilească reglementări pentru marcarea sculelor de tăiere. Codificarea duzelor și dimensiunile standard ale acestora din oțel de mare viteză sunt stabilite prin standardul nr. 18874; duze cu plăci din aliaj dur - standard Nr. 18884; având plăci curbate („cocoș”) carbură - standard nr. 18894. Este pur și simplu imposibil să stabiliți corect geometria și tipul prin marcare fără a utiliza tabelele tehnice ale acestor standarde. În toate cele trei documente de reglementare enumerate, fiecare tip are propriul cod și numărul de parametri indicați în tabele. Singurul element informativ descifrabil al marcajului este clasificarea aliajului piesei de tăiere. De exemplu, o freză dreaptă din oțel de mare viteză are următoarele caracteristici:
- Secțiune transversală - 16x16 milimetri;
- Lungime - 80 milimetri;
- Cap - 15 milimetri;
- Lățimea lamei - 12 milimetri.
Parametrii de mai sus conform standardului nr. 18874 vor avea marcajul general „2120-0519”. O freză cu geometrie similară, dar cu o inserție din carbură, va fi marcată pe baza standardului nr. 18884 ca „2130-055 T5K10”. Ultimul set alfanumeric înseamnă prezența carburii de titan cu cobalt în compoziția carburii, unde 10 este procentul acesteia din urmă.Pentru mai multe informații, unii producători evidențiază în mod specific tipul de material folosit în culoare. De exemplu, „T5K10” de mai sus este galben.
Există, de asemenea, un sistem internațional universal în lume pentru desemnarea sculelor de tăiere în gradație ISO (International Organization for Standardization). Documentul corespunzător al acestei organizații este foarte voluminos, conține multe caracteristici, astfel încât marcarea completă pare a fi destul de lungă. De exemplu, transcrierea „QFGD2525R2252H” din categoria „Canelări și tăieturi exterioare” poate fi dată, unde:
- Q - suport de tăiere;
- F - procesare finală;
- G - dimensiunile plăcii;
- D - pentru plăci cu două fețe;
- 25 – înălțimea suportului;
- 25 – latime suport;
- R - stânga, dreapta, neutru;
- 22 - adâncimea maximă de lucru;
- 52 - diametrul minim de tăiere;
- H este poziția inserției pentru canelarea feței.
Beneficiile utilizării carburilor în plăcuțele de tăiere
Principalul avantaj al unei inserții din carbură față de omologii din oțel de mare viteză este că are capacitatea de a funcționa la viteze mari de tăiere (până la 500 m/s pentru semifabricate din oțel). Mai mult, menținând în același timp propria duritate la o temperatură generală ridicată în zona de lucru (până la 900 de grade Celsius). După cum sa menționat mai sus, există două metode de atașare a inserțiilor din carbură la capul suportului - prindere mecanică și lipire (sau alte metode similare). Conexiunile care sunt dintr-o bucată sunt considerate mai rezistente la vibrații și sunt în general simple din punct de vedere structural, mai ales atunci când se lucrează la sarcini intense.Cu toate acestea, în ciuda metodei de producție complexe din punct de vedere tehnic, unealta de tăiere, pe care placa este fixată mecanic, are o serie de avantaje:
- Când se lucrează pe capul suportului său, nu există niciun efect termic atunci când elementul de tăiere este fixat;
- Este disponibilă o inversare rapidă la o altă muchie de tăiere sau o schimbare accelerată a plăcuței;
- După schimbarea inserției, caracteristicile geometrice vor fi păstrate.
Pe lângă tăierea pieselor din carbură, atunci când se lucrează pe metale deosebit de dure, este posibil să se utilizeze inserții pe bază de ceramică. Desi sunt considerate mai fragile, au rezistenta crescuta la uzura a piesei de taiere si sunt capabile sa lucreze la temperaturi foarte ridicate formate in zona de lucru (pana la 1200 de grade Celsius).
Recomandări pentru alegerea sculelor de tăiere
Tehnologia de producție
Atunci când cumpărați tipul de tăietori în cauză, trebuie acordată mai multă atenție cerințelor standardelor de stat utilizate de producător în producție. Problema unui preț mic nu ar trebui să ocupe o poziție dominantă. Astfel, incisivii, a căror tehnologie de fabricație nu poate fi confirmată, este puțin probabil să poată rezista mult timp și va fi problematică ascuțirea lor. Cel mai simplu semn de inconsecvență în tehnologia de producție a sculelor este prețul foarte ieftin. Trebuie reținut întotdeauna că numai mărfurile produse conform standardelor de stat vor putea asigura un ciclu de lucru tehnologic fără întreruperi.
Criterii de alegere
Trebuie să știți că frezele sunt duze foarte specializate și ar trebui folosite doar pentru două operații - strunjire și tăiere. Astfel, pentru instalațiile de reparații mici și uz casnic, nu ar trebui să achiziționați mostre prea scumpe și profesionale.În această situație, este foarte posibil să vă descurcați cu o probă de fabricație rusă cu o placă lipită, al cărei cost va fi de 1,5-2 ori mai mic decât cel al unuia similar cu o placă de carbură fixată mecanic. În același timp, această regulă nu se aplică producției de masă, mai ales dacă freza va fi folosită pe mașini CNC. Pur și simplu nu există alternativă la un model de tăiere de înaltă tehnologie cu o inserție interschimbabilă.
În concluzie, trebuie menționat că înainte de achiziție, un potențial cumpărător trebuie să decidă asupra următoarelor puncte:
- Calculați intensitatea sarcinilor viitoare;
- Luați în considerare duritatea materialului prelucrat;
- Luați în considerare tipurile de lucrări viitoare;
- Setați prioritatea între parametrii calității suprafeței dorite și acuratețea dimensiunilor produsului;
- Adoptați gradul dorit de rezistență la uzură a sculei.
Elementele de bază ale fluxului de lucru
Ascuțirea frezelor - recomandări generale
Eficiența mașinii de tăiere, precum și forța de tăiere și durata generală de viață depind direct de ascuțirea de înaltă calitate. Pentru echipamentele de strunjire, se obișnuiește să se ascuți ambele margini. Slefuirea se realizeaza in mai multe etape, separat pentru fiecare suprafata de taiere de lucru. Procesul începe din spate - operatorul trebuie să lucreze suprafața din spate la un unghi de aproximativ 5 grade. În continuare, ar trebui să șlefuiți planul din spate al muchiei de tăiere. Unghiul de ascuțit pentru inserția din spate trebuie să depășească unghiul de degajare al tăieturii cu aproximativ două grade. După întoarcerea pieselor de tăiere și din spate, operatorul trebuie să formeze unghiul final de tăiere prin finisare. Partea frontală trebuie, de asemenea, răsucită conform algoritmului descris mai sus.Merită să ne amintim că unghiul de pe partea din față a tăietorului trebuie creat prin rotire dublă sau prin finisare. Marginea de lucru de-a lungul căreia se efectuează șlefuirea trebuie să fie situată pe o linie dreaptă paralelă cu suprafața de șlefuire.
Instalarea tăietorului
Pentru a efectua corect procedura de tăiere și pentru a opri uzura crescută a inserției de tăiere, precum și pentru a asigura o prelucrare de înaltă calitate a feței de capăt după tăiere, merită să setați freza într-o poziție complet perpendiculară față de piesa de prelucrat În plus, trebuie instalat opus axei de rotație, cu o abatere verticală de cel mult 0,1 mm în ambele direcții. Plasarea muchiei de tăiere chiar și cu o mică fracțiune de zecimi de milimetru mai mare poate duce la ruperea lamei, iar cu o setare mai mică, se poate forma o margine netăiată pe piesa de prelucrat. Tăierea trebuie efectuată cât mai aproape de fălcile mandrinei, utilizând un cuțit cu o proeminență minimă. Pentru prelucrarea confortabilă a materialelor dure cu mașini de bancă, ar trebui folosite unelte inversate sau cu arc.
Evaluarea celor mai bune scule de tăiere pentru 2025
Opțiuni de buget
Locul 3: Tekhnostal 2130-0001 036258
Eșantion standard cu alimentare cu mâna dreaptă. Are o lungime totală de 100 de milimetri cu o lungime a suportului de 10, iar înălțimea sa este de 16. Fabricat din material T5K10 - intercalate cu carbură. Țara de origine este China, prețul de vânzare cu amănuntul recomandat este de 185 de ruble.

Avantaje:
- Material de producție intercalate cu carbură;
- lungime suficientă;
- Lipire de vârf.
Defecte:
- Necesită degroșare inițială.
Locul 2: "Sekira 1781"
Un alt reprezentant al grupului bugetar, realizat din material armat T5K6 (incluziuni mici de titan). Are o lungime totală de 140 de milimetri, cu o înălțime a suportului de 25 și lățimea sa de 16. Țara de origine este China, costul în lanțurile de vânzare cu amănuntul este de 205 ruble.

Avantaje:
- Includerea titanului în materialul de fabricație;
- Baza lunga;
- cost bugetar.
Defecte:
- Necesită ascuțire inițială.
Locul 1: Tekhnostal 2130-0005 030431
Această freză este fabricată din oțel obișnuit superdur de calitate T5K10 cu impregnare cu carbură și are un vârf de tăiere lipit. Lungimea totală este de 120 de milimetri, cu o înălțime a suportului de 20 și lățimea sa este de 12. Produs în China sub licență rusă. Prețul în magazinele cu amănuntul este stabilit la 220 de ruble.

Avantaje:
- Date geometrice bune;
- Oțel de mare viteză folosit;
- Vârf lipit.
Defecte:
- Din nou, nevoia de ascuțire inițială.
Segmentul de preț mediu
Locul 3: TekhnoStal 036377
Această unealtă de strunjire se remarcă prin caracteristicile sale geometrice extinse, baza este realizată dintr-un aliaj intercalate cu titan. Are o lungime totală de 170 de milimetri, cu lățimea suportului de 20, iar înălțimea sa este de 32. Fabricat în China. Prețul recomandat pentru magazin este de 310 de ruble.

Avantaje:
- Preț rezonabil;
- Dimensiuni geometrice excelente;
- Inserție din titan.
Defecte:
- Nu a fost detectat.
Locul 2: "Sekira 15125"
O opțiune bună de la producătorul belarus pentru hrana potrivită. Corpul este realizat din oțel de mare viteză cu incluziuni de carbură. Are o lungime totală de 140 de milimetri, o înălțime a suportului de 25, iar lățimea sa este de 20.Țara de producție - Belarus. Prețul recomandat de vânzare cu amănuntul este de 410 de ruble.

Avantaje:
- Caracteristici geometrice bune;
- Material din oțel de mare viteză;
- Raport calitate/preț adecvat.
Defecte:
- Nu a fost gasit.
Locul 1: "Sekira 18917"
Model de vârf pentru segmentul său. Este realizat din oțel R6M5 rezistent și are următoarele caracteristici geometrice: lungime totală - 125 milimetri, lățime suport - 4, înălțime suport - 18. Datorită parametrilor geometrici speciali, poate fi folosit pentru lucrări mici aproape de bijuterii. Țara de producție - Belarus. Prețul stabilit pentru magazine este de 520 de ruble.

Avantaje:
- Proiectat pentru lucrări de precizie;
- Utilizarea de materiale inovatoare;
- Pret real.
Defecte:
- Nu a fost detectat.
Clasa premium
Locul 3: "MGEHR1212-2"
Un model excelent și multifuncțional utilizat cu inserții de tăiere interschimbabile. Diferă prin durabilitatea ridicată și pe termen lung de funcționare. Fabricat din material de calitate. Țara de producție este Rusia, prețul de vânzare cu amănuntul recomandat este de 900 de ruble.

Avantaje:
- Posibilitatea de a folosi diverse plăci de tăiere;
- Execuție de înaltă calitate a canelurilor și tăierilor;
- Multifunctionalitate si versatilitate.
Defecte:
- Nu a fost gasit.
Locul 2: "24554 Proxxon"
Un instrument extrem de practic fabricat în străinătate, excelent pentru tăierea canelurilor și tăierea materialelor. Fabricat din oțel de mare viteză cu conținut de cobalt (călit). Potrivit pentru strungul PD-400. Are dimensiuni - 12 x 3 x 85 milimetri. Tara de productie - Germania. Prețul recomandat pentru lanțurile de vânzare cu amănuntul este de 1300 de ruble.

Avantaje:
- Producătorul este un brand de renume mondial;
- Material carcasă de înaltă calitate;
- Durată lungă de viață.
Defecte:
- Nu a fost detectat.
Locul 1: "Jet 50000909"
Acest eșantion este potrivit pentru lucrul la mașinile JET BD-7, 8 și 920. Este destinat pentru tăierea materialului la un unghi de 90 de grade față de axa de rotație și pentru tăierea canelurilor foarte înguste. Capabil să lucreze sub sarcini mari, poate necesita tehnologie de tăiere cu mare precizie. Când lucrați cu acesta, nu depășiți viteza de avans! Dimensiuni - 150 x 8 x8 milimetri, Tara - producator - Elvetia. Prețul recomandat pentru magazine este de 2300 de ruble.
Avantaje:
- Material de fabricație de înaltă calitate;
- Abilitatea de a identifica munca;
- Rezistent la sarcini intense.
Defecte:
- Necesitatea respectării exacte a vitezei de avans.
În loc de epilog
Analiza pieței tăietorilor a constatat că, pentru nevoile interne, cumpărătorul rus, ca un mic antreprenor în domeniul strunjirii, preferă cel mai mult mostre de scule ieftine situate în segmentul de preț mai mic. Astfel de modele au muchii de tăiere lipite, necesită originalul, dar sunt extrem de ieftine ca preț. Este de remarcat faptul că chiar și producătorii ruși au transferat tehnologia pentru producerea unor astfel de duze în Asia - cele mai multe dintre tăietoarele populare sunt produse fie în țările asiatice, fie în țările vecine, sub licențe rusești. Totodată, segmentul premium, care este axat pe producția de masă și necesită rezistență deosebită din cauza sarcinilor intense, este reprezentat exclusiv de mostre din Europa de Vest.Se disting prin calitate înaltă, costă cu 3-5 ordine de mărime mai scumpe și, cel mai adesea, acestea sunt modele multifuncționale și universale.
intrări noi
Evaluarea celor mai bune batoane de salate termice pentru 2025
Vizualizari: 26
Evaluarea celor mai bune șampoane rusești pentru păr în 2025
Vizualizari: 39
Evaluarea celor mai buni cosmetologi din Moscova pentru 2025
Vizualizari: 24
Categorii

Top clasament al celor mai bune și mai ieftine scutere de până la 50cc în 2025
Vizualizari: 131653



Cei mai buni adidași pentru bărbați din 2025
Vizualizari: 124036

Cele mai bune vitamine complexe din 2025
Vizualizari: 121942


Smartphone Archos Diamond - avantaje și dezavantaje
Vizualizari: 1404

Clasamentul celor mai bune lanțuri și brățări antiderapante pentru 2025
Vizualizari: 2400

Revizuirea ceasurilor inteligente pentru copii DokiWatch
Vizualizari: 3680

Evaluarea celor mai bune brânzeturi albastre rusești pentru 2025
Vizualizari: 135
Util

Clasamentul celor mai bune aparate de etanșare în vid pentru 2025
Vizualizari: 1939

Evaluarea celor mai bune plite electrice pentru 2025
Vizualizari: 2342

Evaluarea celor mai bune tractoare de încredere pentru 2025
Vizualizari: 17599

Cele mai bune antivirale din 2025
Vizualizari: 33335

Top 15 hoverboard-uri din 2025. Raport calitate/preț decent
Vizualizari: 29340
Articole populare
-
Top clasament al celor mai bune și mai ieftine scutere de până la 50cc în 2025
Vizualizari: 131653 -
Evaluarea celor mai bune materiale de izolare fonică pentru un apartament în 2025
Vizualizari: 127694 -
Evaluarea analogilor ieftini ai medicamentelor scumpe pentru gripă și răceală pentru 2025
Vizualizari: 124521 -
Cei mai buni adidași pentru bărbați din 2025
Vizualizari: 124036 -
Cele mai bune vitamine complexe din 2025
Vizualizari: 121942 -

Top clasament al celor mai bune ceasuri inteligente 2025 - raport preț-calitate
Vizualizari: 114981 -

Cea mai bună vopsea pentru părul gri - top rating 2025
Vizualizari: 113398 -

Clasamentul celor mai bune vopsele pentru lemn pentru lucrări de interior în 2025
Vizualizari: 110320 -

Evaluarea celor mai bune role de filare din 2025
Vizualizari: 105332 -

Clasamentul celor mai bune păpuși sexuale pentru bărbați pentru 2025
Vizualizari: 104369 -

Clasamentul celor mai bune camere de acțiune din China în 2025
Vizualizari: 102218 -

Cele mai eficiente preparate de calciu pentru adulți și copii în 2025
Vizualizari: 102013