Classificação das melhores ferramentas de corte para 2025

Uma quantidade significativa de trabalho de torneamento é realizada por meio de fresas especiais. Em termos de frequência de uso, as ferramentas de corte ocupam um dos lugares de liderança entre esses bicos. Eles são um tipo de ferramenta de torneamento projetada para cortar ranhuras profundas e estreitas em objetos em branco. Esses modelos, como regra, são usados para remover uma peça de trabalho já processada de uma barra que foi alimentada através de um furo de fuso. Devido às especificidades especiais de sua aresta de corte, as amostras de corte diferem significativamente de suas contrapartes: rosqueadas, de furo passante, mandrilamento e outros tipos de fresas.
A operação de corte não ocupa uma parte tão grande do tempo de trabalho em relação ao tempo total gasto no processamento da peça, no entanto, muitas vezes é a última da lista geral do ciclo de trabalho, devido ao fornecimento de processamento de alta qualidade da face final da peça. A seleção incorreta do ângulo de afiação na placa de corte aumenta significativamente o risco de cavacos e rugosidade na superfície de corte, o que, por sua vez, levará à rejeição do produto ou impossibilitará o processamento posterior. Uma das principais características de uma fresa de torneamento de corte é que sua parte frontal, durante a operação, mergulha em uma ranhura estreita, cujo tamanho em diâmetro é ligeiramente maior que a largura da lâmina de corte. Esta circunstância cria algumas dificuldades para a remoção de resíduos de cavacos e para o processo de resfriamento do bico, que requer o uso de soluções de trabalho não padronizadas.

Contente
- 1 Características de design do cortador de corte
- 2 Tipos e escopo de cortadores de corte
- 3 Fresas invertidas - especificidades e vantagens
- 4 Marcação aplicada
- 5 Benefícios do uso de carbonetos em pastilhas de corte
- 6 Recomendações para escolher ferramentas de corte
- 7 Noções básicas de fluxo de trabalho
- 8 Classificação das melhores ferramentas de corte para 2025
- 9 Em vez de um epílogo
Características de design do cortador de corte
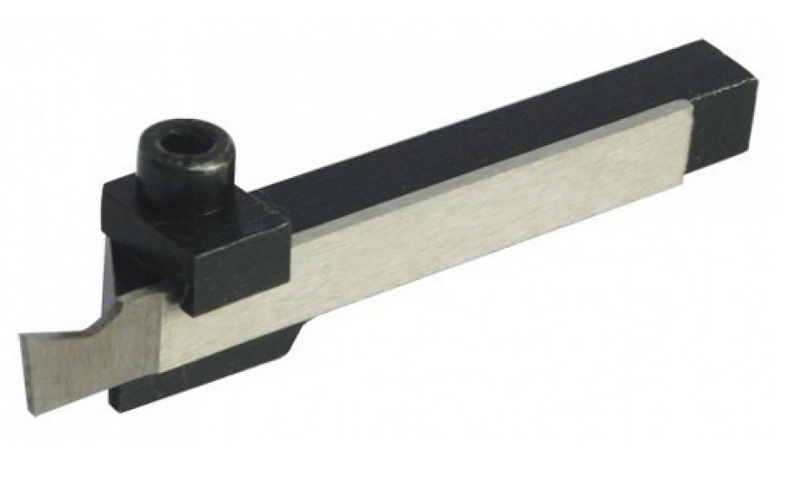
Ele próprio é uma ferramenta de torneamento monolítica totalmente metálica, composta por uma cabeça chata e um suporte maciço. Há uma placa de corte na extremidade da cabeça. Em comparação com outros tipos de bicos de torneamento, além da aresta de corte principal, a fresa também possui dois auxiliares, localizados em ambos os lados do principal, destinados ao corte de superfícies no lado da ranhura que está sendo cortada. A lâmina da cabeça de corte torna-se mais estreita quando movida em direção ao suporte em ângulos de 1-3 graus para cada lado. Esta característica de projeto é necessária para poder reduzir o atrito do bocal contra as paredes da ranhura, bem como para melhorar a circulação do fluido de corte e a ejeção de cavacos.
A largura da cabeça da lâmina pode variar de 3 a 10 milímetros, e seu comprimento deve ser selecionado de forma que seja alguns milímetros maior em relação ao raio da peça. Para aumentar a resistência e reduzir o nível de vibração, é necessário usar tipos especiais de cortadores de corte, nos quais a parte frontal é ampliada. Tal ferramenta receberá um equilíbrio qualitativo por cabeças com saliências arredondadas no topo (também chamadas de “galos”) e que permitirão colocar a aresta de corte na mesma linha do eixo do suporte.
Tipos e escopo de cortadores de corte
Estruturalmente, os bicos considerados são divididos em pré-fabricados e monolíticos (todos em metal).Estes últimos são fabricados em aço ferramenta de alta resistência, e suas principais características técnicas são regulamentadas pela Norma Estadual nº 18874 de 1973. As dimensões máximas de tal cortador são:
- Comprimento total - 80 milímetros;
- Comprimento da cabeça - 15 milímetros;
- A largura da aresta de corte é de 12 milímetros.
IMPORTANTE! À medida que a borda incisal é retificada, o comprimento da cabeça dessa ferramenta diminuirá, o que, consequentemente, diminuirá o limite do diâmetro de corte.
Os modelos pré-fabricados, por sua vez, podem ser divididos em dois tipos. O primeiro tipo parece uma amostra monolítica, na qual tanto a cabeça quanto o suporte são feitos de uma única barra, mas a placa de corte é um elemento pré-fabricado separado instalado na extremidade da cabeça. Sua fixação pode ser feita de duas maneiras - por soldagem na base ou por fixação mecânica.
O segundo tipo de modelo pré-fabricado tornou-se o mais difundido no mundo moderno dos incisivos montados. Possui uma cabeça longa e plana com aresta de corte, que é fixada mecanicamente em uma estrutura especial, que funciona como uma espécie de suporte. Essas fresas são vendidas com pastilhas intercambiáveis que variam em espessura e largura. Entre outras coisas, algumas das amostras descritas são capazes de ajustar o comprimento de ejeção de sua cabeça.
Além das versões reforçada e padrão do bico de corte no design clássico, outros tipos de ferramentas de corte podem ser usados para trabalhar em condições especiais, o que pode compensar a baixa rigidez ou baixa potência do torno. Isso inclui modelos invertidos ou de mola, frequentemente usados na produção em pequena escala ou em oficinas domésticas.Suas cabeças podem compensar as cargas de choque dinâmicas e absorver (na medida do possível) as vibrações geradas, e isso alcançará a qualidade de superfície desejada e protegerá a aresta de corte contra danos.
IMPORTANTE! A popularidade dos modelos invertidos surgiu há cerca de cinco ou seis anos, devido ao desenvolvimento de uma pastilha de corte eficaz e fácil de usar.
Fresas invertidas - especificidades e vantagens
Esse tipo de equipamento de corte é chamado assim porque funciona no sentido anti-horário, ou seja, no movimento reverso do fuso. Seu design é um pouco semelhante a uma faca clerical: um prato na forma de uma lâmina longa e um suporte são fixados em uma extremidade oblíqua. A lâmina é feita de aço rápido, que é ligado com cobalto, e na seção transversal é visualmente representada como a letra “T” virada de cabeça para baixo, na qual ambas as barras transversais são, por assim dizer, encurtadas. O ângulo de afiação da extremidade da aresta de corte é de sete graus, o fabricante pode produzir ferramentas em diferentes espessuras de um a três pontos dois décimos de milímetro.
A principal vantagem da fresa em questão é a remoção facilitada dos cavacos, pois quando o fuso é girado na direção oposta, os cavacos, sob a influência de seu próprio peso, são jogados para baixo. Este modo reduz significativamente a probabilidade de preenchimento da ranhura de trabalho com cavacos gastos, o que significa que quase não há risco de quebra ou obstrução da máquina. As vantagens adicionais de tal bico incluem:
- Facilidade de afiar as lâminas;
- Possibilidade de processamento em maior alcance;
- Otimização do processo de resfriamento (os cavacos descem e o refrigerante é fornecido por cima);
- Possui uma longa vida útil mesmo com reafiação repetida da pastilha de corte.
Entre outras coisas, a fresa invertida possui um sistema de ajuste de altura de ponta, o que torna simplesmente desnecessária a necessidade de ajustar a posição do bico na posição quando se utiliza gaxetas.
Marcação aplicada
Na Federação Russa, existem três padrões estaduais (GOST), que foram desenvolvidos nos tempos soviéticos e estão em vigor desde 1973 (eles têm o índice “73” no final do nome digital do documento) e que são projetado para estabelecer regulamentos para a marcação de ferramentas de corte. A codificação dos bicos e seus tamanhos padrão feitos de aço rápido são estabelecidos pela norma nº 18874; bicos com placas de liga dura - padrão nº 18884; tendo placas curvas ("galo") carboneto - padrão No. 18894. É simplesmente impossível estabelecer corretamente a geometria e o tipo por marcação sem usar as tabelas técnicas dessas normas. Nos três documentos regulatórios listados, cada tipo possui seu próprio código e o número de parâmetros indicados nas tabelas. O único elemento informativo decifrável da marcação é a classificação da liga da peça de corte. Por exemplo, uma fresa direita feita de aço rápido tem as seguintes características:
- Seção transversal - 16x16 milímetros;
- Comprimento - 80 milímetros;
- Cabeça - 15 milímetros;
- Largura da lâmina - 12 milímetros.
Os parâmetros acima de acordo com a norma nº 18874 terão a marcação geral "2120-0519". Uma fresa com geometria semelhante, mas com pastilha de metal duro, será marcada com base na norma nº 18884 como "2130-055 T5K10". O último conjunto alfanumérico significa a presença de carboneto de titânio com cobalto na composição do carboneto, onde 10 é a porcentagem deste último.Para obter mais informações, alguns fabricantes destacam especificamente o tipo de material usado na cor. Por exemplo, o "T5K10" acima é amarelo.
Existe também um sistema internacional universal no mundo para designar ferramentas de corte na gradação ISO (International Organization for Standardization). O documento correspondente desta organização é muito volumoso, contém muitas características, por isso a marcação completa parece ser bastante longa. Como exemplo, pode ser dada a transcrição "QFGD2525R2252H" na categoria "Sulcos e cortes externos", onde:
- Q - suporte de corte;
- F - processamento final;
- G - dimensões da placa;
- D - para chapas de dupla face;
- 25 – altura do suporte;
- 25 – largura do suporte;
- R - esquerdo, direito, neutro;
- 22 - profundidade máxima de trabalho;
- 52 - diâmetro mínimo de corte;
- H é a posição da pastilha para canal frontal.
Benefícios do uso de carbonetos em pastilhas de corte
A principal vantagem de uma pastilha de metal duro sobre suas contrapartes de aço rápido é que ela tem a capacidade de operar em altas velocidades de corte (até 500 m/s para blanks de aço). Além disso, mantendo sua própria dureza a uma alta temperatura geral na área de trabalho (até 900 graus Celsius). Como mencionado acima, existem dois métodos para anexar pastilhas de metal duro à cabeça do suporte - fixação mecânica e soldagem (ou outros métodos semelhantes). As conexões em peça única são consideradas mais resistentes a vibrações e geralmente são estruturalmente simples, principalmente quando se trabalha com cargas intensas.No entanto, apesar do método de produção tecnicamente complexo, a ferramenta de corte, na qual a placa é fixada mecanicamente, apresenta várias vantagens:
- Ao trabalhar na cabeça de seu suporte, não há efeito térmico quando o elemento de corte é fixo;
- Está disponível uma reversão rápida para outra aresta de corte ou uma troca acelerada de pastilha;
- Após a troca do inserto, as características geométricas serão preservadas.
Além de cortar peças de metal duro, ao trabalhar em metais especialmente duros, é possível usar pastilhas à base de cerâmica. Apesar de serem considerados mais frágeis, possuem maior resistência ao desgaste da peça de corte e são capazes de trabalhar em temperaturas muito altas formadas na área de trabalho (até 1200 graus Celsius).
Recomendações para escolher ferramentas de corte
Tecnologia de produção
Ao comprar o tipo de cortador em questão, deve-se prestar mais atenção aos requisitos dos padrões estaduais usados pelo fabricante na produção. A questão de um preço pequeno não deve ocupar uma posição dominante. Assim, os incisivos, cuja tecnologia de fabricação não pode ser confirmada, provavelmente não durarão muito tempo, e será problemático afiá-los. O sinal mais simples de inconsistência na tecnologia de produção de ferramentas é seu preço muito barato. Deve-se sempre lembrar que somente bens produzidos de acordo com as normas estaduais poderão proporcionar um ciclo de trabalho tecnológico sem interrupções.
Critérios de escolha
Você precisa saber que os cortadores são bicos altamente especializados e devem ser usados apenas para duas operações - torneamento e corte. Assim, para pequenas instalações de reparo e uso doméstico, você não deve comprar amostras excessivamente caras e profissionais.Nessa situação, é bem possível sobreviver com uma amostra fabricada na Rússia com uma placa soldada, cujo custo será 1,5-2 vezes menor que o de uma similar com uma placa de metal duro fixada mecanicamente. Ao mesmo tempo, esta regra não se aplica à produção em massa, especialmente se o cortador for usado em máquinas CNC. Simplesmente não há alternativa para um modelo de corte de alta tecnologia com uma pastilha intercambiável.
Resumindo, deve-se notar que antes da aquisição, um potencial comprador precisa decidir sobre os seguintes pontos:
- Calcular a intensidade das cargas futuras;
- Leve em consideração a dureza do material a ser processado;
- Considere os tipos de trabalho futuro;
- Definir a prioridade entre os parâmetros da qualidade superficial desejada e a precisão das dimensões do produto;
- Adote o grau desejado de resistência ao desgaste do ferramental.
Noções básicas de fluxo de trabalho
Afiação de cortadores - recomendações gerais
A eficiência do cortador, bem como a força de corte e a vida útil geral, dependem diretamente de uma afiação de alta qualidade. Para equipamentos de torneamento, costuma-se afiar ambas as bordas. A retificação é realizada em várias etapas, separadamente para cada superfície de corte de trabalho. O processo começa na parte de trás - o operador deve trabalhar a superfície traseira em um ângulo de cerca de 5 graus. Em seguida, você deve lixar o plano traseiro da aresta de corte. O ângulo a ser afiado para a pastilha traseira deve exceder o ângulo de folga do corte em cerca de dois graus. Após girar as peças de corte e traseira, o operador deve formar o ângulo de corte final por meio do acabamento. A parte frontal também deve ser girada de acordo com o algoritmo descrito acima.Vale lembrar que o ângulo na frente da fresa deve ser feito por duplo giro ou por acabamento. A aresta de trabalho ao longo da qual a retificação é realizada deve estar localizada em uma linha reta paralela com a superfície de retificação.
Instalando o cortador
Para executar corretamente o procedimento de corte e evitar o aumento do desgaste da pastilha de corte, bem como para garantir um processamento de face final de alta qualidade após o corte, vale a pena colocar a fresa em uma posição completamente perpendicular em relação à peça de trabalho Além disso, deve ser instalado oposto ao eixo de rotação, com desvio vertical não superior a 0,1 mm em ambos os sentidos. Colocar a aresta de corte mesmo uma pequena fração de décimos de milímetro acima pode levar à quebra da lâmina e, com um ajuste mais baixo, uma borda não cortada pode se formar na peça de trabalho. O corte deve ser realizado o mais próximo possível das garras do mandril, usando um cortador com um balanço mínimo. Para usinagem confortável de materiais duros com máquinas de bancada, devem ser usadas ferramentas invertidas ou com mola.
Classificação das melhores ferramentas de corte para 2025
Opções de orçamento
3º lugar: Tekhnostal 2130-0001 036258
Amostra padrão com alimentação à direita. Tem um comprimento total de 100 milímetros com um comprimento de suporte de 10, e sua altura é de 16. Feito de material T5K10 - intercalado com carboneto. O país de origem é a China, o preço de varejo recomendado é de 185 rublos.

Vantagens:
- Material de produção intercalado com carboneto;
- Comprimento suficiente;
- Soldagem de ponta.
Imperfeições:
- Requer desbaste inicial.
2º lugar: "Sekira 1781"
Outro representante do grupo de orçamento, feito de material reforçado T5K6 (pequenas inclusões de titânio). Tem um comprimento total de 140 milímetros, com uma altura de suporte de 25 e largura de 16. O país de origem é a China, o custo nas redes de varejo é de 205 rublos.

Vantagens:
- Inclusão de titânio no material de fabricação;
- Base longa;
- custo do orçamento.
Imperfeições:
- Requer afiação inicial.
1º lugar: Tekhnostal 2130-0005 030431
Este cortador é feito de aço superduro comum T5K10 com impregnação de carboneto e possui uma ponta de corte soldada. O comprimento total é de 120 milímetros, com uma altura de suporte de 20 e sua largura é de 12. Produzido na China sob licença russa. O preço nas lojas de varejo é fixado em 220 rublos.

Vantagens:
- Bons dados geométricos;
- Aço rápido usado;
- Ponta soldada.
Imperfeições:
- Novamente, a necessidade de nitidez inicial.
Segmento de preço médio
3º lugar: TekhnoStal 036377
Esta ferramenta de torneamento se distingue por suas características geométricas estendidas, a base é feita de uma liga intercalada com titânio. Tem um comprimento total de 170 milímetros, com uma largura de suporte de 20, e sua altura é de 32. Fabricado na China. O preço recomendado para a loja é de 310 rublos.

Vantagens:
- Preço razoável;
- Excelentes dimensões geométricas;
- Inserção de titânio.
Imperfeições:
- Não detectado.
2º lugar: "Sekira 15125"
Uma boa opção do fabricante bielorrusso para a alimentação certa. O corpo é feito de aço rápido com inclusões de carboneto. Tem um comprimento total de 140 milímetros e uma altura de suporte de 25, e sua largura é de 20.País-produtor - Bielorrússia. O preço de varejo recomendado é de 410 rublos.

Vantagens:
- Boas características geométricas;
- Material de aço rápido;
- Custo-benefício adequado.
Imperfeições:
- Não encontrado.
1º lugar: "Sekira 18917"
Modelo líder em seu segmento. É feito de aço R6M5 resistente e tem as seguintes características geométricas: comprimento total - 125 milímetros, largura do suporte - 4, altura do suporte - 18. Devido aos seus parâmetros geométricos especiais, pode ser usado para pequenos trabalhos quase de joalheria. País-produtor - Bielorrússia. O preço definido para as lojas é de 520 rublos.

Vantagens:
- Projetado para trabalho de precisão;
- Utilização de material inovador;
- Preço real.
Imperfeições:
- Não detectado.
Classe Premium
3º lugar: "MGEHR1212-2"
Um modelo excelente e multifuncional usado com pastilhas de corte intercambiáveis. Diferencia-se pela alta durabilidade e longo prazo operacional. Feito de material de qualidade. O país de fabricação é a Rússia, o preço de varejo recomendado é de 900 rublos.

Vantagens:
- Possibilidade de utilização de várias placas de corte;
- Execução de ranhuras e cortes de alta qualidade;
- Multifuncionalidade e versatilidade.
Imperfeições:
- Não encontrado.
2º lugar: "24554 Proxxon"
Uma ferramenta de fabricação estrangeira altamente prática, excelente para cortar ranhuras e cortar materiais. Fabricado em aço rápido com teor de cobalto (endurecido). Adequado para torno PD-400. Tem dimensões - 12 x 3 x 85 milímetros. País-produtor - Alemanha. O preço recomendado para redes de varejo é de 1300 rublos.

Vantagens:
- O fabricante é uma marca mundialmente famosa;
- Material da caixa de alta qualidade;
- Longa vida útil.
Imperfeições:
- Não detectado.
1º lugar: "Jato 50000909"
Esta amostra é adequada para trabalhar em máquinas JET BD-7, 8 e 920. Destina-se ao corte de material em um ângulo de 90 graus em relação ao eixo de rotação e ao corte de ranhuras muito estreitas. Capaz de trabalhar sob cargas pesadas, pode exigir tecnologia de corte com grande precisão. Ao trabalhar com ele, não exceda a taxa de alimentação! Dimensões - 150 x 8 x 8 milímetros, País - fabricante - Suíça. O preço recomendado para lojas é de 2300 rublos.
Vantagens:
- Material de fabricação de alta qualidade;
- Capacidade de localizar trabalho;
- Suporta cargas intensas.
Imperfeições:
- Necessidade de observância exata da taxa de alimentação.
Em vez de um epílogo
A análise do mercado de cortadores descobriu que, para as necessidades domésticas, o comprador russo, como um pequeno empresário na área de torneamento, prefere principalmente amostras de ferramentas baratas localizadas no segmento de preço mais baixo. Esses modelos têm arestas de corte soldadas, exigem o original, mas são extremamente baratos no preço. Vale a pena notar que até os fabricantes russos transferiram a tecnologia para a produção de tais bicos para a Ásia - a maioria dos cortadores populares é produzida em países asiáticos ou em países vizinhos sob licenças russas. Ao mesmo tempo, o segmento premium, focado na produção em massa e que exige resistência especial devido a cargas intensas, é representado exclusivamente por amostras da Europa Ocidental.Eles se distinguem pela alta qualidade, custam 3-5 ordens de magnitude mais caros e, na maioria das vezes, são modelos multifuncionais e universais.
novas entradas
Classificação das melhores saladas termais para 2025
Visualizações: 26
Classificação dos melhores dispositivos para criolipólise para 2025
Visualizações: 26
Classificação dos melhores shampoos russos para cabelos em 2025
Visualizações: 39
Avaliação dos melhores cosmetologistas em Moscou para 2025
Visualizações: 24
Ranking das melhores capas de proteção para sapatos para 2025
Visualizações: 89
Categorias

Top ranking das melhores e mais baratas scooters até 50cc em 2025
Visualizações: 131653

Classificação dos melhores materiais de insonorização para um apartamento em 2025
Visualizações: 127694


Os melhores tênis masculinos em 2025
Visualizações: 124036

As melhores vitaminas complexas em 2025
Visualizações: 121942


Smartphone Archos Diamond - vantagens e desvantagens
Visualizações: 1404

Ranking das melhores correntes e pulseiras antiderrapantes para 2025
Visualizações: 2400

Revisão de relógios inteligentes infantis DokiWatch
Visualizações: 3680

Classificação dos melhores queijos azuis russos para 2025
Visualizações: 135
Útil

Ranking das melhores seladoras a vácuo para 2025
Visualizações: 1939

Classificação das melhores placas elétricas para 2025
Visualizações: 2342

Classificação dos melhores tratores de passeio confiáveis para 2025
Visualizações: 17599

Melhores antivirais em 2025
Visualizações: 33335

Os 15 melhores hoverboards de 2025. Custo-benefício decente
Visualizações: 29340
Artigos populares
-
Top ranking das melhores e mais baratas scooters até 50cc em 2025
Visualizações: 131653 -
Classificação dos melhores materiais de insonorização para um apartamento em 2025
Visualizações: 127694 -
Classificação de análogos baratos de medicamentos caros para gripes e resfriados para 2025
Visualizações: 124521 -
Os melhores tênis masculinos em 2025
Visualizações: 124036 -
As melhores vitaminas complexas em 2025
Visualizações: 121942 -

Top ranking dos melhores smartwatches 2025 - relação preço-qualidade
Visualizações: 114981 -

A melhor tinta para cabelos grisalhos - classificação máxima 2025
Visualizações: 113398 -

Ranking das melhores tintas para madeira para interiores em 2025
Visualizações: 110320 -

Classificação dos melhores rolos giratórios em 2025
Visualizações: 105332 -

Ranking das melhores bonecas sexuais para homens para 2025
Visualizações: 104369 -

Ranking das melhores câmeras de ação da China em 2025
Visualizações: 102218 -

As preparações de cálcio mais eficazes para adultos e crianças em 2025
Visualizações: 102013