Ocena najlepszych klocków wzorcowych na rok 2025

Dla każdego sektora przemysłowego podstawą pomiarów liniowych są płasko-równoległe bloki końcowe długości (w skrócie „KMD”). Służą do przechowywania jednostki długości i późniejszej jej reprodukcji. Służą również do sprawdzania przyrządów pomiarowych, przenoszenia wymiarów dla wymaganych ustawień i zaznaczania znaku zerowego na przyrządach, dodatkowo mogą służyć jako naturalny przyrząd pomiarowy do wymiarów różnych obiektów. Komplet płasko-równoległych końcówek o długości pozwoli na wykonywanie prac znakujących z większą dokładnością oraz regulację maszyny. Uważa się, że główną funkcją CMD jest utrzymanie tożsamości środków w różnych obszarach przemysłowych.
Zawartość
- 1 Informacje ogólne
- 2 Tło
- 3 Materiał produkcyjny
- 4 Zasada działania
- 5 Wymagane akcesoria
- 6 Akcesoria opcjonalne
- 7 Przyrządy do weryfikacji i kalibracji samych KMD
- 8 Ocena najlepszych klocków wzorcowych na rok 2025
- 9 Zamiast epilogu
Informacje ogólne
Wszelkie przyrządy używane do wykonywania pomiarów w organizacjach naprawczych i serwisowych lub w przedsiębiorstwach przemysłowych muszą koniecznie i stale być sprawdzane pod kątem dokładności wydanych wyników. Oczywiście w celu weryfikacji nie jest możliwe dostarczenie badanego przyrządu do tej samej instytucji, w której przechowywane są różne wzorce pomiarowe. Dlatego, aby przeprowadzić wszystkie takie procedury, bez opuszczania własnej lokalizacji, wykonuje się je za pomocą płasko-równoległych miar długości, które są wzorcem lub próbką, na której ta długość jest ustalona. Z reguły samo urządzenie wykonane jest w formie walca o ponumerowanych wymiarach pomiędzy płaszczyznami pomiarowymi.
Dlatego głównym zadaniem CMD jest zachowanie ustalonej jednostki długości i jej późniejsza transmisja. Płasko-równoległe CMD są niezbędnym narzędziem do sprawdzania, kalibrowania lub ustawiania wymiarów na różnych przyrządach pomiarowych:
- Mikrometr;
- Kaliber;
- linijka zatok;
- Wskaźniki itp.
KMD może być również używany do sterowania urządzeniami produkcyjnymi i szablonami. Ze względu na to, że KMD są dokładnym narzędziem pomiarowym, ich produkcja jest regulowana na poziomie legislacyjnym i regulowana przez GOST 4119 z 1976 roku (z późniejszymi zmianami).
WAŻNY! Ze względu na to, że ilość zadań związanych z kalibracją pomiarów jest dość duża, CMD są rzadko sprzedawane w pojedynczych egzemplarzach – najczęściej dostarczane są w dużych zestawach, które z racji dokładności wykonania są dalekie od tanich.
Tło
Pierwsze wydanie płytek wzorcowych zostało przeprowadzone przez szwajcarską firmę Ioganson. Były wykonane ze stali i były prostokątnymi równoległościanami, ich pierwsza prezentacja miała miejsce w 1900 roku na Wystawie Światowej w Paryżu. Dzięki producentowi zestaw ten został nazwany „kafelkami Jogansona” i przez długi czas (nazwa) był używany do oznaczania KMD, później zamieniając się w „kafelki”.
Pierwsza produkcja KMD w ZSRR została przeprowadzona w zakładach Tula i Sestroretsk, a ich seryjna produkcja rozpoczęła się w połowie lat 30. w zakładzie Kirowa „Krasny Instrumentalshchik” i moskiewskim „Caliber”. We współczesnym świecie, wraz z pojawieniem się bezkontaktowych interferometrów laserowych, długościomierzy i innych elektrycznych przyrządów pomiarowych, które wykonują pomiary za pomocą punktów współrzędnych, a także wysokościomierzy, zastosowanie i cel CMD znacznie się zmieniły.Jednak ich główna cecha – bycie nośnikiem materialnym określonej wielkości – pozostała niezmieniona. Jednocześnie ich znaczenie pozostaje do dziś, pomimo obecności ogromnej gamy elektronicznych i optycznych przyrządów pomiarowych.
Płasko-równoległe miary końcowe długości (lub „płytki Jogansona”) są produkowane w zakresie od 0,5 do 1000 milimetrów między płaszczyznami pomiarowymi. Jeśli konieczne jest ustawienie dowolnego rozmiaru, który nie jest ustalony przez tę miarę długości, możliwe jest z odpowiednich części płytek przez szlifowanie CMD ze sobą. Ten proces docierania powinien odbywać się do momentu szczelnego połączenia płytek, tj. nie powinno być rozkładu.
Materiał produkcyjny
Nowoczesne płytki wzorcowe (płaszczyznowo-równoległe) wykonywane są ze stali wysokostopowej, a także szkła, ceramiki czy stopów twardych.
modele ze stali
Miary długości wykonane ze stali, na przykład ze względu na swój chromowy wygląd, doskonale nadają się do docierania z przedmiotowymi podstawami stojaków pomiarowych i innych miar. Ich powierzchnie robocze są odporne na zużycie, co wskazuje na ich zwiększoną żywotność. Stalowe próbki miar są koniecznie poddawane hartowaniu, po czym są sztucznie starzone. Ta procedura pozwala na zachowanie dokładnych wymiarów przez długi czas. Twardość podłoża roboczego dla stalowych „płytek Joganson” wynosi co najmniej 800 HV. Wady modeli stalowych obejmują wysoką wrażliwość na zarysowania mechaniczne, a także prawdopodobieństwo korozji na powierzchni. Przed rozpoczęciem eksploatacji takich płytek usuwa się z nich materiał ochronny w postaci smaru, a po zakończeniu pracy ponownie nakłada się smar do ochrony.Warto zauważyć, że próbki stali są bardzo podatne na zmiany temperatury pracy, co szkodzi ich dokładności (np. metal może się rozszerzać, odbierając ciepło tylko z rąk użytkownika).
Modele z węglików
Płytki te są wykonane z węglika wolframu, a ich wytrzymałość jest kilkakrotnie większa niż stali. Ponadto mają wysoką sprężystość. Twardość powierzchni roboczej stopów twardych jest prawie dwukrotnie wyższa i wynosi 1400 HV w porównaniu z próbkami stali. Można zidentyfikować główną wadę - dużą masę. W związku z tym trudno będzie złożyć blok pomiarowy o dużych rozmiarach z próbek węglikowych.
Modele ceramiczne
Najbardziej odporne na zarysowania mechaniczne i zużycie podstawy operacyjnej są sprawdziany strugów wykonane z ceramiki cyrkonowej. Ceramika ze swej natury jest całkowicie odporna na korozję, a na ich podłoże nie będzie oddziaływać ciepło rąk użytkownika, co odróżnia te próbki od stali czy węglika. Płytki ceramiczne charakteryzują się największą stabilnością i najdłuższą żywotnością, a to z kolei pozwala na wydłużenie odstępów czasowych między przeglądami. Ceramiczne CMD nie są magnesowalne, nie wymagają specjalnej ochrony przed rdzą i nie przyciągają kurzu. Są również dość stabilne i mogą przez długi czas utrzymywać stały rozmiar. Analiza ich pracy wykazała, że zarówno płytki ceramiczne, jak i stalowe mają zbliżone wartości współczynnika liniowej rozszerzalności cieplnej.Ten parametr pozwoli na składanie skomplikowanych bloków KMD z płytek stalowych i ceramicznych, co wskazuje na wymienność takich modeli.
modele szklane
Jak sama nazwa wskazuje, urządzenia te są wykonane ze szkła. Nieźle do sprawdzania płaskości i docierania. Świetnie nadaje się również do sprawdzania precyzyjnych, płaskich powierzchni roboczych, takich jak blaty biurek. Mogą być produkowane w wariantach o średnicy od 50 do 75 milimetrów, o płaskości co najmniej 0,125 mikrometra i grubości od 15 do 20 milimetrów.
Zasada działania
Zachowanie i przeniesienie dokładności wymiarowej za pomocą płasko-równoległego KMD odbywa się w kolejnych krokach. Na specjalnej instalacji do wykonywania pomiarów wymiary są sprawdzane zgodnie z pierwszą kategorią przykładowych pomiarów końcowych. KMD, które posiadają certyfikat płytek o najwyższej dokładności, są przechowywane tylko w specjalnych halach laboratoriów Państwowej Normy oraz w przedsiębiorstwach przemysłowych, w zależności od potrzeby odpowiednich miar dokładności wytwarzanych wyrobów, KMD od drugiego do stosuje się piątą kategorię. Nadanie skorygowanego rozmiaru oznacza okresowe porównywanie płytek pierwszego i drugiego rzędu. Ponadto druga cyfra jest porównywana z trzecią, trzecia z czwartą i tak dalej aż do piątej. W związku z tym w organizacjach przemysłowych sprawdzane są wszystkie urządzenia pomiarowe, od dokładnych po zgrubne. Wynik przeprowadzonych weryfikacji jest odnotowywany w paszporcie każdego urządzenia.
Docieranie „płytek”
Proces docierania odnosi się do procesu ich sklejania. Same KMD są polerowane w taki sposób, że po ich połączeniu pozostałe powietrze jest usuwane, a na dwie płytki działa tylko ciśnienie atmosferyczne.Napięcie powierzchniowe kropelek cieczy pomiędzy płytkami podczas zmywania ochronnej substancji smarującej, a także oddziaływanie na poziomie molekularnym między materiałami do produkcji KMD, tylko zwiększają siłę adhezji. W przypadku, gdy płytki są odpowiednio wypolerowane, są w stanie doskonale się wcierać. Ta umiejętność KMD jest obowiązkowa. Utrata opisywanej jakości wskazuje na zużycie powierzchni miary, w związku z czym nie będzie możliwe osiągnięcie pożądanych rezultatów.

Wymagane akcesoria
Aby zebrać klocki z płytek KMD i je utrwalić, aby zmontowana konstrukcja była łatwa w użyciu, stosuje się zestaw specjalnych akcesoriów. Będą one na przykład potrzebne do zainstalowania i sprawdzenia wymiarów różnych narzędzi pomiarowych. Obejmują one:
- kalibry;
- nutometry;
- mikrometry;
- Różne wskaźniki.
Zestaw z reguły zawiera panele boczne o różnych wymiarach, co ułatwia przeprowadzanie pomiarów zarówno wewnętrznych, jak i zewnętrznych. Ta okoliczność jest szczególnie ważna przy produkcji precyzyjnych produktów w limitowanych seriach. Dlatego cała produkcja powinna być skoncentrowana na maksymalnym rozmiarze produktu i na minimalnym. Pokazuje to, że KMD powinien być używany jako skrajnia z dwiema stronami (stroną nieprzejezdną i mijania).
Do znakowania używany jest specjalny zestaw do znakowania, w którym znajdują się uchwyty do bardzo dokładnych pomiarów. Może również obejmować:
- Różne krawaty;
- Ściany boczne promieniowe i płasko-równoległe;
- Władca jest trójścienny;
- Atramentowe i środkowe ścianki boczne;
- Baza;
- Sondy i krakersy.
Osobno warto podkreślić sondy, które mają na celu określenie wielkości szczeliny między powierzchniami gruntu.Są to płyty stalowe o minimalnym rozmiarze 0,02 mm do maksymalnego rozmiaru jednego milimetra. Krok zmiany dla nich może wynosić od 0,01 mm do 0,05. Proces określania wielkości szczeliny polega na umieszczeniu sondy pomiędzy powierzchniami. Następnie sondę należy przesunąć z niewielkim wysiłkiem, jednocześnie nie powinna ona opadać ani poruszać się swobodnie. W rezultacie suma grubości sond zawartych w szczelinie określi jej wartość.
Akcesoria opcjonalne
Wygodę wykonywania pomiarów można zapewnić stosując dodatkowe akcesoria. Ich zastosowanie będzie więcej niż uzasadnione przy produkcji precyzyjnych przyrządów pomiarowych w małych partiach. Najczęściej produkowane są w pełnych zestawach, zgodnie ze standardami GOST 4119. Należą do nich:
- Zestaw nr 0 - zawiera komplet przewiązek do łączenia płytek w bloki;
- Zestaw nr 1 (kompletny) - zawiera zestaw dodatkowych urządzeń do pomiarów wewnętrznych i zewnętrznych do 320 milimetrów;
- Zestaw nr 2 (mały) - zawiera zestaw dodatkowych urządzeń do pomiarów wewnętrznych i zewnętrznych do 160 milimetrów;
- Zestaw nr 3 (rozszerzony) - służy do znakowania prac w połączeniu z małym i pełnym zestawem.
Każdy zestaw posiada osobne rowki do przechowywania każdego elementu, a w celu zapewnienia komfortu użytkowania i wyjmowania narzędzi w gniazdach są selekcje. Każdy zestaw sprzedawany jest z towarzyszącymi dokumentami, które potwierdzają aktualny standard dokładności.
Przyrządy do weryfikacji i kalibracji samych KMD
Miary skrajni są ważnym krokiem w hierarchii urządzeń do przekazywania standardowego wymiaru długości, ponieważ są stabilnym nośnikiem materiału o stałej wielkości.Przeniesienie wielkości referencyjnej, opartej na długości fali światła, do referencyjnej QMD odbywa się za pomocą głębokich pomiarów interferencji. Widać z tego, że standard uzyskany na wyjściu należy do klasy „K”. Następnie, zgodnie ze schematem weryfikacji, można go przenieść na inne środki. Bazując na głównym celu CMD, czyli zapewnieniu równości pomiarów i przekazywaniu wymiarów długości wzorca, opracowano schematy weryfikacji. W podobnych celach tworzą również miary o różnej dokładności, które różnią się klasami i kategoriami. Proces weryfikacji KMD realizowany jest za pomocą specjalnych przyrządów o najwyższej dokładności.
Należą do nich mikrometr ze względu na jego wysoką dokładność. Od momentu wynalezienia przeszedł wiele ulepszeń i osiągnął najwyższą klasę dokładności. Inne urządzenia do pomiaru dokładności pomiarów obejmują indukcyjne lub inkrementalne komparatory fotoelektryczne (komparatory), które są dopuszczone do obiegu cywilnego. Zaletą ich stosowania jest to, że schemat ich weryfikacji jest znacznie uproszczony. Minusem można nazwać stan zwiększonych wymagań dotyczących doświadczenia i wykształcenia specjalisty z nich korzystającego, a także wysoki koszt tego zestawu narzędzi. Ten stan wynika z wyjątkowo niskiego błędu, który może być dozwolony podczas sprawdzania/kalibracji CMD.
- Główne metody weryfikacji to:
- Pomiary pośrednie o określonej długości;
- Pomiary o określonej długości bezpośrednio;
- Porównanie za pomocą komparatora;
- Bezpośrednie porównanie ze standardem.
Współczynnik błędu dla CMD jest tak mały, że bardzo, bardzo trudno jest go wykryć za pomocą innych instrumentów.
Ocena najlepszych klocków wzorcowych na rok 2025
WAŻNY! Warto wspomnieć, że precyzyjne urządzenia KMD w segmencie budżetowym do 10 000 rubli są produkowane tylko w osobnych egzemplarzach!
Segment budżetowy (pojedyncze egzemplarze)
III miejsce: „Pomiar A3 Inżynieria CO-3 wg. z GOST R 55724-2013 z weryfikacją 8243321568541"
Środek ten dostarczany jest w jednym egzemplarzu i przeznaczony jest do wykonywania badań nieniszczących złączy spawanych. Jest lekki i ma drugą klasę dokładności. Jest używany w większości przypadków do określonych pomiarów w produkcji prac spawalniczych. Krajem produkcji jest Rosja, ustalony koszt dla sieci handlowych to 5350 rubli.

Zalety:
- Druga klasa dokładności;
- Obecność potwierdzonej weryfikacji;
- Materiał produkcyjny - wytrzymała stal.
Wady:
- Niewykryty.
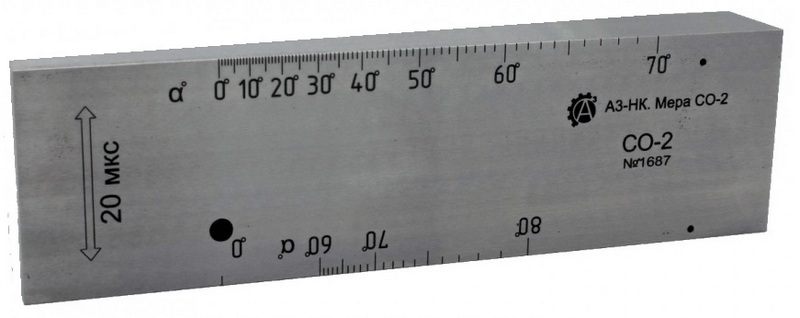
II miejsce: Pomiar A3 Inżynieria CO-2 wg. z GOST R 55724-2013 z weryfikacją 4814251653245"
Kolejny przedstawiciel środków do produkcji pomiarów z zakresu badań nieniszczących. Dostarczany jest również w jednym egzemplarzu i przeznaczony jest do pomiarów z zakresu spawania. Konstrukcja wykonana jest ze stali o wysokiej wytrzymałości. Standardy wstępnej weryfikacji błędu są wstępnie przeprowadzane w laboratorium zakładowym. Kraj pochodzenia - Rosja. Zalecany koszt dla sieci handlowych to 5400 rubli.
Zalety:
- Przeprowadzona weryfikacja wstępna;
- Druga klasa dokładności;
- Lekka waga.
Wady:
- Niewykryty.
1 miejsce: Wzornik INSIZE PP 90.0 klasa 1 4101-B90
Jest przedstawicielem pierwszej klasy dokładności i jest produkowany przez zagranicznego producenta. Może być stosowany do pomiarów o standardowej złożoności, do weryfikacji przyrządów pomiarowych, a także może być stosowany jako element pomiaru kombinowanego. Ze względu na wykonanie korpusu ze stali stopowej może z powodzeniem wchodzić w interakcje z wyrobami ceramicznymi. Krajem pochodzenia jest Austria, sugerowana cena dla sieci handlowych to 6400 rubli.

Zalety:
- Miara wykonana ze stali stopowej;
- Możliwość pracy z ceramicznym KMD;
- Pierwszorzędna dokładność.
Wady:
- Niewykryty.
Średni segment cenowy (komplety i zestawy)
3 miejsce: „Zestaw KMD Tulamash 126551”
Ten zestaw jest wyborem standardowych CMD i jest przeznaczony do porównywania standardów z wymaganymi parametrami obrabianych przedmiotów. W zestawie większość standardowych rozmiarów. Doskonale nadaje się do pracy w małych warsztatach i laboratoriach. Płytki wykonane są z solidnej konstrukcji stalowej, co umożliwia ich łączenie (dzięki dobrej przyczepności) w miary blokowe. Krajem pochodzenia jest Rosja, zalecany koszt dla sklepów to 10 700 rubli.

Zalety:
- Wytrzymała konstrukcja;
- Dobra prefabrykowana przyczepność między elementami;
- Druga klasa dokładności.
Wady:
- Niewykryty.
2 miejsce: „Ustaw zakres nr 2 klasa 1 GOST 9038-80 8-005”
Zestaw ten posiada dużą ilość elementów, co sprawia, że można go używać bez dodatkowych akcesoriów.Idealny do ustawiania i regulacji przyrządów pomiarowych, pomoże wykryć błąd w wykonywanych pomiarach, dokonać bezpośrednich pomiarów różnych obiektów. Wszystkie elementy zestawu wykonane są z wytrzymałej stali i zgodne z rosyjskimi normami. Krajem pochodzenia jest Rosja, ustalony koszt dla sieci handlowych to 17 700 rubli.

Zalety:
- Rozszerzony zestaw narzędzi;
- Trwały materiał użytkowy;
- Wygodna walizka do transportu.
Wady:
- Niewykryty.
I miejsce: „Zestaw miar pryzmatycznych kąta płaskiego CHIZ N8-1 122634”
Dość rzadki i wysoce specjalistyczny zestaw środków do pomiaru kąta pryzmatycznego. Klasę dokładności określa producent jako druga. Umożliwia pomiar obiektów o nietradycyjnej geometrii, aby zidentyfikować błędy w nieliniowych narzędziach pomiarowych. W zestawie znajduje się 10 różnych miar, które są zapakowane w wytrzymałą drewnianą skrzynkę dla łatwego transportu. Krajem pochodzenia jest Rosja, sugerowana cena detaliczna to 39 000 rubli.

Zalety:
- Możliwość wykonywania niestandardowych pomiarów;
- Wysoka klasa dokładności;
- Jakość produkcji.
Wady:
- Obudowa wykonana jest z drewna, więc prawdopodobieństwo jej wczesnego zużycia jest wysokie;
- Podwyższony koszt przy małej konfiguracji.
Klasa premium (zestawy i komplety)
3 miejsce: Micron MIK 76013
Ten zestaw jest bardzo dokładnym przyrządem do wykonywania większości możliwych pomiarów. Przeszedł wstępną weryfikację fabryczną w fabryce, o której jest wpis w paszporcie.Poręczna drewniana skrzynka zawiera 12 sztuk akcesoriów i miar umożliwiających dokładniejszy proces pomiarowy. Charakteryzuje się tym, że w produkcji zastosowano niezawodne technologie z czasów ZSRR. Krajem pochodzenia jest Rosja, ustalony koszt sklepów to 55 000 rubli.

Zalety:
- Dobry zestaw miar i akcesoriów;
- Wysoka klasa dokładności;
- Niezawodne techniki produkcyjne.
Wady:
- Drewniana skrzynka;
- Przeciążenie.
II miejsce: „KMD CHIZ PK-1 116087”
Kolejny przedstawiciel rosyjskiego producenta, wykonany według sprawdzonych technologii ZSRR. Wszystkie elementy wykonane są ze stali stopowej, a obecność dodatkowych akcesoriów sprawi, że proces pomiarowy będzie łatwiejszy i wygodniejszy. Cały zestaw składa się z 11 elementów i jest lekki. Krajem produkcji jest Rosja, ustalona cena sklepu to 85 000 rubli.

Zalety:
- Skrzynia do transportu wykonana jest z drewna i pokryta lakierem ochronnym;
- Oprzyrządowanie pierwszej klasy dokładności;
- Lekka waga.
Wady:
- Wysoka cena.
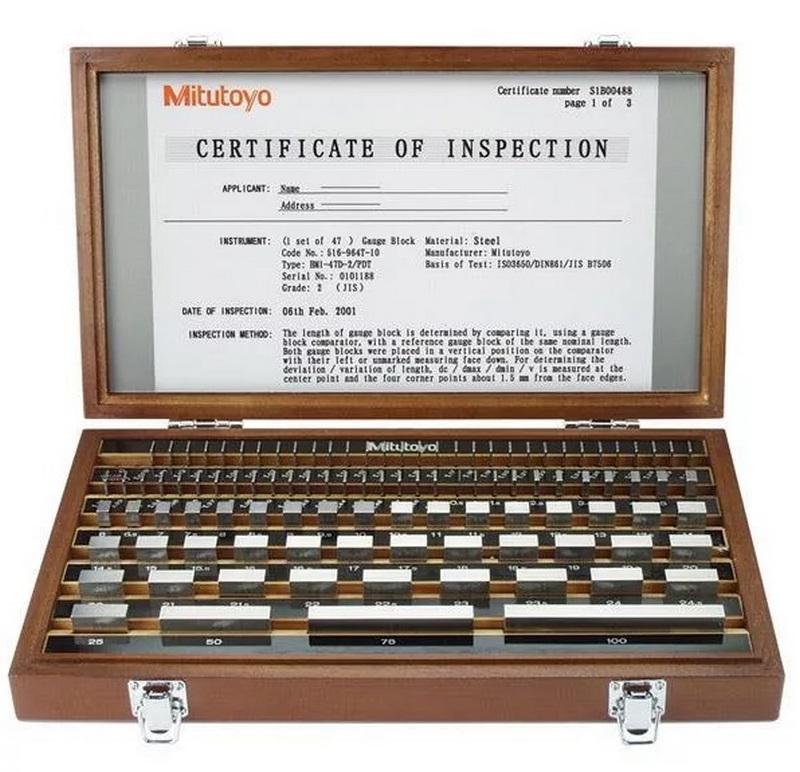
I miejsce: „Zestaw płytek wzorcowych płasko-równoległych 47 szt., klasa dokładności 1 MITUTOYO 516-959-10”
Bardzo drogi i wielofunkcyjny zestaw CMD do precyzyjnych pomiarów japońskiego producenta. Zestaw zawiera 47 sztuk różnych płytek, dzięki czemu możliwe jest wykonanie dowolnego pomiaru, a co więcej, skomponowanie dowolnego bloku pomiarowego nietypowego typu bez uciekania się do stosowania elementów z zestawów firm trzecich. Materiał produkcyjny - stal wysokostopowa. Krajem produkcji jest Japonia, ustalony koszt dla sieci handlowych to 185 000 rubli.
Zalety:
- Rozsądna cena za wszechstronność i klasę dokładności;
- Wygodny futerał do przechowywania i transportu;
- Zgodność z normami rosyjskimi i europejskimi.
Wady:
- Niewykryty.
Zamiast epilogu
Analiza rynku analizowanych instrumentów wykazała, że większość pozycji, w prawie wszystkich segmentach, zajmują producenci krajowi. Nie wpływa to jednak w najmniejszym stopniu ani na taniość towarów (co jest złe), ani na ich jakość (co jest dobre). Powodem tego może być przyspieszony proces certyfikacji sprzętu pomiarowego w warunkach rosyjskich, a także obecność dobrej szkoły przemysłowej do produkcji takich instrumentów, której historia wkrótce osiągnie sto lat. Jednocześnie zagraniczny producent jest reprezentowany w klasie premium i niewielkiej liczbie pozycji towarowych. Jednak zagraniczny producent stara się, aby jego zestawy były jak najbardziej wszechstronne, co znacznie podnosi ich cenę. Również ich koszt wzrośnie ze względu na fakt, że towary zagraniczne podlegają podwójnej kontroli - zarówno rosyjskiej, jak i europejskiej. Jednocześnie pragnę podkreślić, że jakość dokładności zarówno naszych, jak i zagranicznych modeli jest zawsze na wysokim poziomie. Jeśli chodzi o nabycie KMD: należy je kupować tylko na zaufanych stronach internetowych i konieczne jest sprawdzenie obecności znaku w paszporcie na weryfikacji fabrycznej („kontrola” - dla próbek zachodnich).
nowe wpisy
Ocena najlepszych termalnych barów sałatkowych na rok 2025
Wyświetlenia: 25
Ocena najlepszych urządzeń do kriolipolizy na rok 2025
Wyświetlenia: 24
Ocena najlepszych rosyjskich szamponów do włosów w 2025 roku
Wyświetlenia: 38
Ocena najlepszych kosmetologów w Moskwie na rok 2025
Wyświetlenia: 22
Ranking najlepszych ochraniaczy na buty na rok 2025
Wyświetlenia: 88
Kategorie

Top ranking najlepszych i najtańszych skuterów do 50 cm3 w 2025 r.
Wyświetlenia: 131652

Ocena najlepszych materiałów dźwiękochłonnych do mieszkania w 2025 roku
Wyświetlenia: 127691

Ocena tanich analogów drogich leków na grypę i przeziębienie na rok 2025
Wyświetlenia: 124519

Najlepsze męskie sneakersy w 2025 roku
Wyświetlenia: 124034

Najlepsze złożone witaminy w 2025 roku
Wyświetlenia: 121940


Najlepsze rakiety do tenisa stołowego na rok 2025
Wyświetlenia: 62478

Ocena najlepszych depilatorów laserowych na rok 2025
Wyświetlenia: 18341

Ranking najlepszych szczypiec do paznokci i skórek 2025
Wyświetlenia: 12373

Najlepsze laboratoria analiz medycznych w Rostowie nad Donem w 2025 r.
Wyświetlenia: 4794
Użyteczne

Ranking najlepszych zgrzewarek próżniowych 2025
Wyświetlenia: 1937

Ocena najlepszych płyt elektrycznych na rok 2025
Wyświetlenia: 2341

Ocena najlepszych niezawodnych ciągników jednoosiowych na rok 2025
Wyświetlenia: 17597

Najlepsze leki przeciwwirusowe w 2025 roku
Wyświetlenia: 33334

15 najlepszych hoverboardów 2025 roku.Przyzwoity stosunek jakości do ceny
Wyświetlenia: 29339
popularne artykuły
-
Top ranking najlepszych i najtańszych skuterów do 50 cm3 w 2025 r.
Wyświetlenia: 131652 -
Ocena najlepszych materiałów dźwiękochłonnych do mieszkania w 2025 roku
Wyświetlenia: 127691 -
Ocena tanich analogów drogich leków na grypę i przeziębienie na rok 2025
Wyświetlenia: 124519 -
Najlepsze męskie sneakersy w 2025 roku
Wyświetlenia: 124034 -
Najlepsze złożone witaminy w 2025 roku
Wyświetlenia: 121940 -

Najwyższy ranking najlepszych smartwatchy 2025 - stosunek ceny do jakości
Wyświetlenia: 114980 -

Najlepsza farba do siwych włosów - najwyższa ocena 2025
Wyświetlenia: 113396 -

Ranking najlepszych farb do drewna do wnętrz w 2025 roku
Wyświetlenia: 110319 -

Ranking najlepszych kołowrotków spinningowych w 2025
Wyświetlenia: 105330 -

Ranking najlepszych lalek erotycznych dla mężczyzn na rok 2025
Wyświetlenia: 104367 -

Ranking najlepszych kamer akcji z Chin w 2025 roku
Wyświetlenia: 102217 -

Najskuteczniejsze preparaty wapniowe dla dorosłych i dzieci w 2025 roku
Wyświetlenia: 102012