Vurdering av de beste ultralydfeildetektorene for 2025

En ultralydfeildetektor er utstyret som er designet for å oppdage defekter i et objekt uten å skade dets integritet. Deformasjoner oppdages gjennom virkningen av ultralydbølger på objektet. Utstyret er etterspurt, fordi operasjonsmetoden er den eneste som lar deg gi de mest nøyaktige diagnostiske resultatene uten å demontere forskningsobjektet.

Innhold
- 1 Ultrasonisk feildetektor: generell informasjon
- 2 Populære typer moderne produksjonsfeildeteksjon
- 3 Forbereder for diagnostikk
- 4 Oppnå det høyeste nivået av forskningsnøyaktighet
- 5 Defekter som oppdages av ultralydfeildetektorer med høyest sannsynlighet
- 6 Fordeler med ultralydfeildetektorer
- 7 Vanskeligheter med valg
- 8 Vurdering av de beste ultralydfeildetektorene for 2025
- 8.1 Budsjettsegment
- 8.1.1 3. plass: "TUD-1 Sonel Ultrasonic Leak and Electrical Discharge Detector"
- 8.1.2 2. plass: "Inatest hardhetstester kombinert: ultralyd og dynamisk (ultralyd Inatest-U med sensor type "A" med verifisering)"
- 8.1.3 1. plass: "TVM-UD hardhetstester kombinert: ultralyd og dynamisk (ultralyd TVM-UD med verifisering)"
- 8.2 Mellomprissegment
- 8.3 Premium klasse
- 8.1 Budsjettsegment
- 9 Konklusjon
Ultrasonisk feildetektor: generell informasjon
Ultralyd går gjennom et lag med solid jern og er i stand til å oppdage tilstedeværelsen av de minste sprekkene som kan være inne i objektet. Enheten vil kunne oppdage en defekt på en dybde på 5 til 50 millimeter med høy nøyaktighet. Utstyret som vurderes kan ha ulike nivåer av følsomhet. Denne indikatoren avhenger av størrelsen og dimensjonene til den oppdagede defekten. Omfanget av enheten er veldig bredt, men oftest brukes de til å bestemme kvaliteten på metaller i produksjon.Enhetene har intuitiv betjening, gir en enhetlig og effektiv bruk, og er preget av økt nøyaktighet, som lar deg oppnå resultater av høy kvalitet og rettidig oppdage og korrigere ulike produksjonsfeil.
Prinsippet for ultralydkontroll
Typen apparat som vurderes brukes vanligvis til å kontrollere styrkenivået ved sveiser. I dette tilfellet fungerer enheten som følger under drift: spesifikke akustiske bølger blir rettet inn i metallplatene, noe som forårsaker vibrasjoner i kabinettet. De kan være av følgende typer:
- hypersonisk;
- ultralyd;
- Standard lyd;
- Infralyd.
Under passasjen av ultralyd danner rommet som det forplanter seg gjennom jevne svingninger i forhold til hvilepunktet. For faste stoffer kan det forekomme tverrgående/langsgående vibrasjoner, som lar deg kontrollere kvaliteten på sveiser med maksimal nøyaktighet. Hastigheten for forplantning og tilførsel av de beskrevne bølgene er direkte avhengig av styrken / det indre miljøet til objektet som studeres. Bølgenes intensitet kan justeres. Etter hvert som bølgen forplanter seg, vil styrken gradvis avta. Basert på kontrollen av hastigheten på denne utryddelsen, vil det være mulig å bedømme styrken til sømmen. Enheten vil derimot vise dempningskoeffisienten til ultralyd, og skape den basert på graden av absorpsjon og spredning. Den endelige nøyaktigheten er veldig høy, slik at du kan få spesifikke ideer om kvaliteten på metallet, styrken på sømmen og fraværet / tilstedeværelsen av andre defekter.
Populære typer moderne produksjonsfeildeteksjon
Ekstremt populære ikke-destruktive feildeteksjonsinstrumenter inkluderer: virvelstrøm, akustisk (ultralyd) og magnetisk. Det er andre typer, men deres bruk er ikke så utbredt, fordi prinsippet for arbeidet deres er noe komplisert.
Ultralyd (akustisk format)
En akustisk feildetektor er vanligvis forstått som et sett med ikke-destruktive testenheter som ligner på funksjonalitet. Deres handling er basert på prinsippene for akustiske bølger. I følge de enkleste fysiske prinsippene kan ikke de grunnleggende indikatorene for en lydbølge endres når den forplanter seg i et homogent mikromiljø. Men hvis et nytt medium blokkerer banen til bølgen, endres lengden og frekvensen. Jo høyere lydfrekvens, desto mer nøyaktig vil resultatet være, derfor brukes ultralyd blant hele det tilgjengelige området. Ultralydenheten sender ut bølger som trenger gjennom testobjektet. Hvis det er hulrom eller inneslutninger av andre materialer, så vel som andre defekter, vil bølgen alltid oppdage dem, og vise dette ved å endre parameterne.
Feildetektorer som opererer etter prinsippet om ekkolokalisering regnes som de mest tilgjengelige og utbredte. Bølgen går inn i objektet, og hvis ingen defekter blir funnet, reflekteres den ikke, enheten mottar ikke en tilbakemelding og ingen brudd er registrert. Hvis bølgen kom tilbake, indikerer dette tilstedeværelsen av feil. I alle fall er selve enheten både en generator og en ultralydmottaker, noe som i stor grad letter feildeteksjonsoperasjoner. Speilhandlingsmodusen er litt som ekkolokalisering, men den bruker separate enheter - dette er en generator og en mottaker.Fordelen med denne metoden er at begge enhetene er plassert på samme side av objektet som studeres, noe som kvalitativt forenkler prosedyren for å sette opp, justere og ta målinger. Separat er det verdt å nevne metodene for ultralydanalyse. Begrepet «lydskygge» brukes her. Hvis det er en defekt inne i objektet, vil det bidra til umiddelbar demping av vibrasjoner, og dermed skape en "skygge". Dette prinsippet er basert på skyggemetoden for feildeteksjon ved hjelp av ultralyd, der mottaker og sender er på samme lydakse, men på motsatte sider. Ulempene med en slik enhet er at for dens fullverdige drift må strenge betingelser oppfylles for dimensjonene, konfigurasjonen og ruhetsnivået til objektet som måles, noe som indikerer dårlig forening av utstyret.
Virvelstrømmer og magnetiske felt (virvelstrømformat)
Vortex-strømmer skapes i ledere når de dannes i umiddelbar nærhet av et magnetisk felt av vekslende type, basert på det faktum at i nærvær av defekter, reproduserer disse strømmene sitt eget sekundære felt, og hvirvelstrømfeildeteksjonsenheter fungerer. Som et resultat danner det beskrevne apparatet med et slikt operasjonsprinsipp et primærfelt, og et sekundærfelt, som gir en mulighet til å oppdage og identifisere mangler i forskningsemnet, skapes som et resultat av elektromagnetisk induksjon. Enheten, derimot, mottar et sekundærfelt, registrerer indikatorene og gir et resultat om type og kvalitet på defekten.
Slike enheter har svært høy ytelse, og verifiseringsprosessen tar ikke mye tid.Ikke desto mindre forekommer virvelstrømmer bare i de mediene som har en ledende evne, noe som indikerer den smale spesialiseringen til dette apparatet.
Magnetisk partikkelformat
Dette er en annen av de vanligste måtene. Den brukes til å evaluere sveiser, kontrollere styrken til beskyttende lag, påliteligheten til rørledninger, etc. Denne metoden er spesielt verdifull for å diagnostisere objekter med en kompleks geometrisk form og steder som er vanskelig tilgjengelige for verifisering.
Driftsprinsippet for denne metoden er basert på de fysiske parametrene til magnetiserte metaller. Ved hjelp av permanente magneter (eller deres analoger) som er i stand til å danne et sirkulært/langsgående magnetfelt, påføres en spesiell reagens, et magnetisk pulver, på testobjektet (våt/tørr metode). Under påvirkning av feltet vil pulveret bli kombinert til såkalte kjeder, strukturert og danne et tydelig mønster i form av bølgete linjer på overflaten. Det resulterende bildet vil tydelig demonstrere driften av feltet, og når du kjenner til de nødvendige parametrene til de buede linjene, kan du se hvor det er avvik og bestemme plasseringen av defekten. Vanligvis samler det seg en spesielt stor mengde pulver på stedet for defekten (hulrom, sprekker). Det endelige resultatet fikses ved å sammenligne det resulterende bildet med en kvalitetsstandard.
Andre typer feildeteksjon
Nye teknikker dukker opp konstant, nesten hvert år. Samtidig mister de gamle umiddelbart sin tidligere popularitet. Mange moderne enheter er høyt spesialiserte og brukes kun til spesifikke bransjer.
For eksempel opererer fluxgate-enheter ved å analysere impulsene som skapes når den beveger seg langs objektet.De brukes i produksjon av valsede metallprodukter, i generell metallurgi og i inspeksjon av sveiser.
Strålingsenheter i drift bestråler objekter med alfa-, beta-, gamma- og røntgenstråler, samt bombarderer dem med nøytroner. Resultatet er et svært detaljert bilde av objektet med synlige inhomogeniteter og defekter. Metoden er preget av høye kostnader, som kompenseres av økt informasjonsinnhold.
Kapillærmodeller er designet for å oppdage ytre sprekker og hull når de utsettes for et spesifikt fremkallingsmiddel. Resultatet vurderes rent visuelt. Kapillærmetoden brukes innen skipsbygging, luftfart og maskinteknikk.
I energiindustrien blir alle ufullkommenheter i produkter (som er under høy spenning) oppdaget av elektron-optiske feildetektorer. De kan fange opp de minste endringene i overflatepartikkel- og koronautslipp, noe som gjør det mulig å analysere operasjonen til et objekt eksternt, uten å stoppe driften.
Forbereder for diagnostikk
Før testen starter, er det nødvendig å rengjøre overflaten for spor av korrosjon, malingsmaterialer og andre belegg. Det er imidlertid ikke nødvendig å rengjøre hele overflaten, det er nok å observere et gap på 70 centimeter. I dette skjemaet vil objektet være forberedt for diagnostikk, men det vil fortsatt være å foretrekke å i tillegg sjekke åpenheten til ultralydbølgen. For å gjøre dette kan du bruke olje, fett, glyserin og andre flytende stoffer med fettinnhold. Deretter må du justere og kalibrere skanneenheten for spesifikke alternativer. Hovedoppgavene er:
- Kontrollere objekter med en tykkelse på mindre enn 20 millimeter (det er tillatt å bruke fabrikkinnstillingene);
- Undersøkelse av gjenstander med en tykkelse på mer enn 20 millimeter (dataene til ART-diagrammet legges til innstillingene);
- Diagnose av påliteligheten til sveiser (kompleks kalibrering med ART-diagramdata og avklaring av andre komplekse impulser vil være nødvendig).
Først etter at konfigurasjonen er fullført, bør du fortsette med verifiseringsoperasjonene.
Oppnå det høyeste nivået av forskningsnøyaktighet
For å oppnå maksimal nøyaktighet av resultatet, må sonden til enheten flyttes i sikksakk over overflaten, mens det er nødvendig å rotere sonden rundt aksen med ca. 10-15%. Hvis enheten begynner å produsere atypiske vibrasjoner, er det på det oppdagede stedet nødvendig å utvide sonden så mye som mulig for mer nøyaktig å bestemme plasseringen av den dårlige forbindelsen. Det kreves at søket utføres til punktet hvor toppen av bølgen vil være høyest er kjent. Samtidig må det tas hensyn til at utstyret kan returnere resultatet med noe feil, som er en konsekvens av bølgerefleksjon fra sømmene. Da bør andre diagnostiske metoder brukes. Hvis flere forskjellige metoder fører til et enkelt resultat, kan du fikse feilen ved å skrive ned koordinatene. Produsenter av feildetektorer stoler på kravene i statens standarder og anbefaler å teste ett objekt med minst to forskjellige metoder. Alle innhentede data skal registreres i en spesiell journal eller tabell. Så du kan raskt eliminere defekten i objektet og fremskynde den endelige diagnosen, fordi alle identifiserte problempunkter allerede er kjent.
Defekter som oppdages av ultralydfeildetektorer med høyest sannsynlighet
Kontrollen av sveisesømmer, utført ved hjelp av enheter av den aktuelle typen, lar deg få et klart bilde av situasjonen.Riktig utført prosedyre kan garantere nesten 100% nøyaktighet av resultatet. Imidlertid er det ulemper som er ganske vanskelige å oppdage. Men det er mange oppdagede 100 % defekter, og de inkluderer:
- Chips, sprekker;
- porer;
- Sveiser underkokt;
- Laminering av metalllegeringer;
- fistler;
- Saggende sømmer i begynnelsen / slutten av hele strukturen;
- Spor av korrosjon;
- Gjensidig utelukkelse i ett ledd av to forskjellige metaller;
- Avvik fra geometriske indikatorer i designskjemaet.
Forskningen utført på slike typer metaller som:
- Stål,
- Kobber,
- Støpejern.
Følgende typer suturer er også tilgjengelige for diagnostisering av ultralyd:
- T-formet;
- flat;
- tverrgående;
- Langsgående;
- Ringe.
Fordeler med ultralydfeildetektorer
De kan omfatte:
- Økt nøyaktighet og akselerert innsamling av evalueringsinformasjon;
- Den lave kostnaden for selve prosedyren;
- Bærbarhet av utstyret som brukes, som tillater arbeid "i felten";
- Muligheten for å utføre forskning uten å avbryte driften av det diagnostiserte objektet;
- Ingen risiko for sveiser, rørhulrom og andre faste underlag.
Vanskeligheter med valg
De viktigste parameterne som krever nøye oppmerksomhet før kjøpet kan kalles:
- Måleområde;
- Formål og formål;
- Samlet ytelse;
- Kompleksiteten til montering/konfigurasjon;
- Begrensninger for driftstemperaturer;
- Pålitelighet.
Ulike modeller har ulikt måleområde, noe som gjør at noen instrumenter kan oppdage feil ned til én mikrometer, mens andre er begrenset til ti millimeter. Slike detaljer spiller en veldig viktig rolle, for eksempel i maskinteknikk, men for konstruksjonsformål er høy nøyaktighet unødvendig.For sistnevnte industri er det derfor ingen vits i å anskaffe en nøyaktig og kostbar enhet. I de medfølgende dokumentene må produsenten også angi for hvilken type materialer en bestemt modell er ment, samt hvilke mangler den kan avsløre. Separat kan det stilles spesielle krav til overflatens art, tilstedeværelse / fravær av beskyttende lag, formen og dimensjonene til testelementet.
Ytelsesindikatoren bestemmer skanningshastigheten og gjenstanden for prosedyren, som kan "festes" til en bestemt tidsenhet. Så, fluxgate og virvelstrømmodeller kan gi økt hastighet, men prosessen med magnetisering og arbeid med hver seksjon separat kan ta ganske lang tid. Separat er det verdt å nevne installasjons- / monterings- / konfigurasjonsprosessen. Håndholdte bærbare enheter som enkelt passer inn i en pose vil være den beste løsningen for inspeksjonstjeneste. Mer presise og komplekse enheter vil alltid kreve ekstra installasjon/justeringstid. I lys av det faktum at ikke-destruktiv testing kan utføres både innendørs og utendørs (inkludert den kalde årstiden), er det nødvendig å bestemme grensene for driftstemperaturer. Samtidig må du ta vare på muligheten for å jobbe i aggressive miljøer.
Vurdering av de beste ultralydfeildetektorene for 2025
Budsjettsegment
3. plass: "TUD-1 Sonel Ultrasonic Leak and Electrical Discharge Detector"
Modellen kan nøyaktig bestemme stedet for trykkavlastning (stedet for lekkasje av gasser/væsker, stedet for tap av vakuum).Den brukes til: kontroll av oksygentilførsel, automatiske brannslokkingssystemer, under installasjon av klimaanlegg og ventilasjon, undersøkelse av isolatorer i kontaktnettverk, diagnostikk av utviklingsobjekter, lagring og prosessering av petroleumsprodukter / gassprodukter, søk etter punkter for skade på bremsesystemer på biler, deteksjon av elektriske utladninger i lavspente ASUer på avstand opptil 10 meter, og i høyspenning - i en avstand på opptil 30 meter. Det fungerer etter prinsippet om å registrere forekomsten av defekter i materialer, som er ledsaget av en skarp endring i akustisk stråling, inkludert i ultralydområdet. Enheten konverterer strålingen til signaler i lyd/grafisk form, og operatøren fikser feilene og tar en beslutning om behovet for reparasjonsarbeid. Modellen fungerer uten kontakt, og den trenger ikke å koble motivet fra strømforsyningen eller stoppe utstyret. Enheten har en manuell justering av signalstyrken, som gjør at enheten kan justeres til operatørens individuelle egenskaper. Påføring er også mulig ved negative temperaturer ned til -20 °C. Den anbefalte kostnaden for detaljhandelskjeder er 32 760 rubler

Fordeler:
- Praktisk allsidighet;
- Tilstrekkelige driftstemperaturer;
- Tilstrekkelig pris.
Feil:
- Ikke funnet.
2. plass: "Inatest hardhetstester kombinert: ultralyd og dynamisk (ultralyd Inatest-U med sensor type "A" med verifisering)"
Denne modellen anses som universell, fordi det er mulig å bestille mye tilleggsutstyr for den, og utvide funksjonaliteten. Den kan for eksempel fungere med 7 forskjellige typer sensorer for støpejern, stålgir og spor, tynne metallprodukter osv.Arbeid under spesifikke forhold for kontroll av hardhet er mulig. Tre varianter av sensorer for måling av galvaniske vibrasjoner leveres som standard. Den anbefalte kostnaden for detaljhandelskjeder er 71 880 rubler.

Fordeler:
- Mulighet for valgfritt tillegg av sensorer;
- Allsidighet;
- Arbeid under spesielle forhold.
Feil:
- Behovet for å kjøpe ekstra komponenter for en spesifikk oppgave.
1. plass: "TVM-UD hardhetstester kombinert: ultralyd og dynamisk (ultralyd TVM-UD med verifisering)"
En annen prefabrikkert modell, hvis kvalitet bekreftes av dens inkludering i det offisielle registeret over måleinstrumenter som brukes av det statlige selskapet Russian Railways. Modifikasjonen anses som universell, men som standard har den kun én type sensor (US). Det er mulig å koble til opptil 10 andre typer sensorer, opptil dynamiske og galvaniske. Den anbefalte kostnaden for detaljhandelskjeder er 85 511 rubler.

Fordeler:
- Evne til å jobbe med 10 forskjellige sensorer;
- Har anerkjennelse på statlig nivå;
- Kombinert driftsmåte.
Feil:
- Svak standard.
Mellomprissegment
3. plass: "UKS-MG4S for styrkekontroll av byggematerialer og bergarter (UKS-MG4 med verifikasjon)"
Denne avanserte modellen i sin grunnleggende konfigurasjon bruker kun overflatebølgepumpemetoden for å bestemme styrken til betong og armerte betongprodukter, murstein og silikatsteiner.Den har en monoblokk-design, som er en elektronisk enhet med omformere i ett enkelt hus. Karakterisert av et høyt nivå av nøyaktighet. Den anbefalte kostnaden for detaljhandelskjeder er 92 000 rubler.

Fordeler:
- Smal spesialisering (konstruksjon);
- Utførelse i form av en monoblokk;
- Tilstrekkelig nivå av nøyaktighet.
Feil:
- Ikke funnet.
2. plass: "PULSAR-2M TFT (verifisert)"
Den utmerkede enheten som er preget av høy nøyaktighet av den utførte analysen. Den har et design i form av en monoblokk og er perfekt for ikke-destruktive testavdelinger på vakt. Det er praktisk å bære det selv i lommen, fordi det har små dimensjoner. Displayet er i farger og alle kontroller er intuitive. Det er en minneblokk for å lagre en stor mengde resultater. Den anbefalte kostnaden for detaljhandelskjeder er 138 000 rubler.
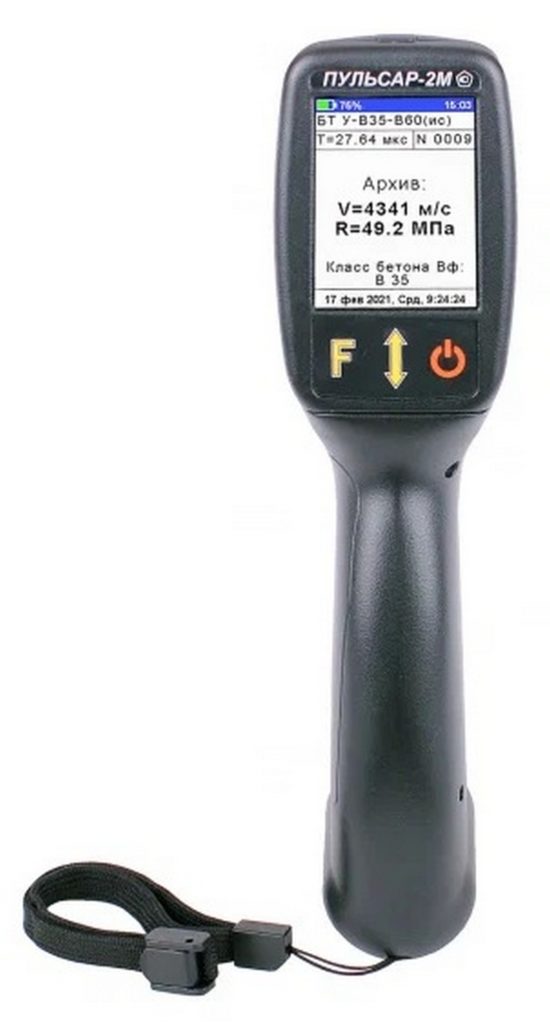
Fordeler:
- Høy funksjonalitet tilsvarer den deklarerte prislappen;
- Maksimal portabilitet;
- Fargeskjerm.
Feil:
- Ikke funnet.
1. plass: "PULSAR-2.1 (verifisert)"
Veldig dyr og multifunksjonell prøve. Den kan brukes i en rekke bruksområder, fra konstruksjon, hvor middels presisjonsresultater kreves, til høypresisjonsteknikk, hvor analyser ned til mikrometer er nødvendig. Settet kommer med alle mulige typer sensorer. Den anbefalte kostnaden for detaljhandelskjeder er 140 000 rubler.

Fordeler:
- Tilstrekkelig forhold mellom utstyr og prislapp;
- Bredt bruksområde;
- Forbedret nøyaktighet.
Feil:
- Ikke funnet.
Premium klasse
2. plass: "senkbar emitter SG-18 28kHz 900W med generator"
Denne enheten er designet for å diagnostisere rørledninger med hvilken som helst diameter, er et stasjonært utstyr med høy presisjon og brukes til å kontrollere kvaliteten på valset metall i verksteder. Spesielt godt takler sondene rør med uregelmessig geometri og med avtagende / økende diameter langs hele lengden av linjen. Settet inkluderer: plattform, generator, høyfrekvenssonde, oppbevaringsveske. Den anbefalte kostnaden for detaljhandelskjeder er 170 000 rubler.

Fordeler:
- Økt nøyaktighet;
- Stasjonær plassering;
- Evne til å jobbe med ikke-standardiserte objekter;
- Ett års garanti.
Feil:
- Begrenset (kun industrielt) omfang.
1. plass: "Ultrasonisk enhet PULSAR-2.2 (med bekreftelse)"
Den siste og mest moderne modifikasjonen av det populære russiske utstyrsmerket. Den endelige utgivelsesprogramvaren er installert på den, det er nå mulig å vise testgrafer i dynamikk. Settet inneholder alle de vanligste sensorene, utstyret har små dimensjoner. Den anbefalte kostnaden for detaljhandelskjeder er 222 000 rubler.

Fordeler:
- Siste programvareversjon;
- Godt utstyr;
- Små størrelser.
Feil:
- Noe overpriset.
Konklusjon
Det er alltid verdt å huske at det aktuelle høypresisjonsutstyret når det gjelder vekt, dimensjoner, type strømforsyning, metoder for å oppdage defekter, motstand mot vibrasjoner må være i samsvar med kravene i statsstandard nr. 23049 av 1984.I tillegg må enhver modell ha et spesifikt minimum av arbeidsblokker som du kan utføre de mest standard operasjonene med.
nye oppføringer
Vurdering av de beste termiske salatbarene for 2025
Visninger: 26
Vurdering av de beste enhetene for kryolipolyse for 2025
Visninger: 26
Vurdering av de beste russiske sjampoene for hår i 2025
Visninger: 39
Vurdering av de beste kosmetologene i Moskva for 2025
Visninger: 24
Rangering av de beste beskyttelsesskodekslene for 2025
Visninger: 89
Kategorier

Topprangering av de beste og billigste scooterne opp til 50cc i 2025
Visninger: 131654

Vurdering av de beste lydisoleringsmaterialene for en leilighet i 2025
Visninger: 127694


De beste joggeskoene for menn i 2025
Visninger: 124037

De beste komplekse vitaminene i 2025
Visninger: 121942

Vurdering av de beste skyvesystemene for innerdører for 2025
Visninger: 9450

Vurdering av de beste lysekronene for et barnerom for 2025
Visninger: 2542


Vurdering av de beste pedikyrmaskinene for 2025
Visninger: 11750
Smartphone BQ 6010G Praksis - fordeler og ulemper
Visninger: 7830
Nyttig

Rangering av de beste vakuumforseglerne for 2025
Visninger: 1939

Vurdering av de beste elektriske kokeplater for 2025
Visninger: 2342

Rangering av de beste pålitelige gå-bak-traktorene for 2025
Visninger: 17599

Beste antivirale midler i 2025
Visninger: 33335

Topp 15 hoverboards i 2025. Anstendig verdi for pengene
Visninger: 29340
Populære artikler
-
Topprangering av de beste og billigste scooterne opp til 50cc i 2025
Visninger: 131654 -
Vurdering av de beste lydisoleringsmaterialene for en leilighet i 2025
Visninger: 127694 -
Vurdering av billige analoger av dyre medisiner for influensa og forkjølelse for 2025
Visninger: 124521 -
De beste joggeskoene for menn i 2025
Visninger: 124037 -
De beste komplekse vitaminene i 2025
Visninger: 121942 -

Topprangering av de beste smartklokkene 2025 - forhold mellom pris og kvalitet
Visninger: 114981 -

Den beste malingen for grått hår - toppvurdering 2025
Visninger: 113398 -

Rangering av de beste tremalingene for interiørarbeid i 2025
Visninger: 110321 -

Vurdering av de beste spinnende hjulene i 2025
Visninger: 105332 -

Rangering av de beste sexdukkene for menn for 2025
Visninger: 104370 -

Rangering av de beste actionkameraene fra Kina i 2025
Visninger: 102218 -

De mest effektive kalsiumpreparatene for voksne og barn i 2025
Visninger: 102013