Vurdering av de beste skjæreverktøyene for 2025

En betydelig mengde dreiearbeid utføres ved hjelp av spesielle kuttere. Når det gjelder bruksfrekvens, opptar skjæreverktøy en av de ledende stedene blant disse dysene. De er en type dreieverktøy designet for å kutte dype og smale spor i tomme gjenstander. Slike modeller brukes som regel til å fjerne et allerede behandlet arbeidsstykke fra en stang som ble matet gjennom et spindelhull. På grunn av de spesielle spesifikasjonene til skjærekanten deres, skiller avskårne prøver seg betydelig fra sine motparter: gjengede, gjennomgående hull, boring og andre typer kuttere.
Avskjæringsoperasjonen tar ikke så stor del av arbeidstiden sammenlignet med den totale tiden brukt på bearbeiding av delen, men den er ofte den siste i den generelle listen over arbeidssyklusen, som skyldes levering av høykvalitetsbehandling av endeflaten til arbeidsstykket. Feil valg av skjerpevinkelen på skjæreplaten øker risikoen for spon og ruhet på skjæreoverflaten betydelig, noe som igjen vil føre til produktfeil eller gjøre det umulig å bearbeide den videre. En av hovedtrekkene til en avskjærende roterende kutter er at dens fremre del, under drift, stuper inn i et smalt spor, hvis størrelse i diameter er litt større enn bredden på skjærekantbladet. Denne omstendigheten skaper noen vanskeligheter for fjerning av avfallsspon og for kjøleprosessen til dysen, som krever bruk av ikke-standardiserte arbeidsløsninger.

Innhold
- 1 Designfunksjoner til avskjæringsskjæreren
- 2 Typer og omfang av skjærekuttere
- 3 Inverterte kuttere - spesifikasjoner og fordeler
- 4 Påført merking
- 5 Fordeler med å bruke karbider i skjære
- 6 Anbefalinger for valg av skjæreverktøy
- 7 Grunnleggende arbeidsflyt
- 8 Vurdering av de beste skjæreverktøyene for 2025
- 9 I stedet for en epilog
Designfunksjoner til avskjæringsskjæreren
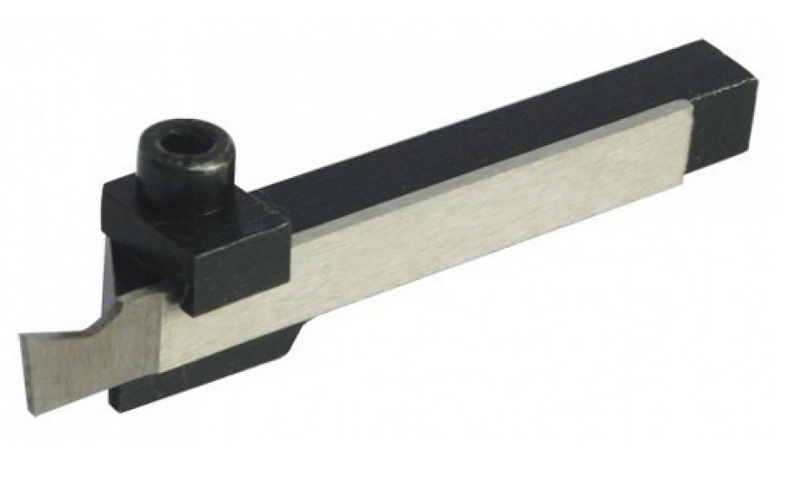
Han er selv et monolitisk dreieverktøy i helmetall, bestående av et flatt hode og en massiv holder. Det er en skjæreplate på enden av hodet. Sammenlignet med andre typer dreiedyser har kutteren i tillegg til hovedskjærekanten også to hjelpedyser, plassert på begge sider av hovedskjæret, beregnet for kutteflater på siden av slissen som kuttes. Klippehodebladet blir smalere når det flyttes mot holderen i vinkler på 1-3 grader for hver side. Denne designfunksjonen er nødvendig for å kunne redusere friksjonen av dysen mot veggene i sporet, samt for å forbedre sirkulasjonen av skjærevæsken og utstøting av spon.
Bladhodets bredde kan variere fra 3-10 millimeter, og lengden bør velges på en slik måte at den er noen få millimeter større i forhold til arbeidsstykkets radius. For å øke styrken og redusere vibrasjonsnivået, er det nødvendig å bruke spesielle typer avskjærende kuttere, der frontdelen er forstørret. Et slikt verktøy vil bli gitt en kvalitativ balanse av hoder som har avrundede fremspring på toppen (de kalles også "cockerels"), og som vil gjøre det mulig å plassere skjærekanten på samme linje som holderens akse.
Typer og omfang av skjærekuttere
Strukturelt er dysene som vurderes delt inn i prefabrikkerte og monolittiske (helt metall).Sistnevnte er laget av kraftig verktøystål, og deres viktigste tekniske egenskaper er regulert av statens standard nr. 18874 av 1973. De maksimale dimensjonene til en slik kutter er:
- Full lengde - 80 millimeter;
- Hodelengde - 15 millimeter;
- Bredden på skjæret er 12 millimeter.
VIKTIG! Ettersom den incisale kanten slipes ned, vil hodelengden til dette verktøyet reduseres, noe som følgelig vil senke grensen for avskjæringsdiameter.
Prefabrikkerte modeller kan på sin side deles inn i to typer. Den første typen ser ut som en monolittisk prøve, der både hodet og holderen er laget av en enkelt stang, men skjæreplaten er et separat prefabrikkert element installert på enden av hodet. Festingen kan gjøres på to måter - enten ved lodding til basen eller ved mekanisk festing.
Den andre typen prefabrikkerte modell har blitt den mest utbredte i den moderne verden av sammensatte fortenner. Den har et langt og flatt hode med en skjærekant, som er mekanisk festet i en spesiell ramme, som fungerer som en slags holder. Disse kutterne selges med utskiftbare innsatser som varierer i tykkelse og bredde. Blant annet er noen av de beskrevne prøvene i stand til å justere utkastlengden på hodet.
I tillegg til de forsterkede og standardversjonene av skjæremunnstykket i klassisk design, kan andre typer skjæreverktøy brukes til å arbeide under spesielle forhold, noe som kan kompensere for den lave stivheten eller lave effekten til dreiebenken. Dette inkluderer omvendte eller fjærende modeller, ofte brukt i småskala produksjon eller i husholdningsverksteder.Hodene deres kan kompensere for dynamiske støtbelastninger og absorbere (så langt det er mulig) de genererte vibrasjonene, og dette vil oppnå ønsket overflatekvalitet og beskytte skjærekanten mot skade.
VIKTIG! Populariteten til omvendte modeller kom for omtrent fem eller seks år siden, på grunn av at det ble utviklet et effektivt og brukervennlig skjær.
Inverterte kuttere - spesifikasjoner og fordeler
Denne typen skjæreutstyr kalles det fordi det fungerer mot klokken, det vil si på omvendt bevegelse av spindelen. Designet ligner noe på en kontorkniv: en plate i form av et langt blad og en holder er festet på en skrå ende. Bladet er laget av høyhastighetsstål, som er legert med kobolt, og i tverrsnitt er det visuelt representert som bokstaven "T" snudd opp ned, der begge tverrstengene så å si er forkortet. Slipingsvinkelen på enden av skjærekanten er syv grader, produsenten kan produsere verktøy i forskjellige tykkelser fra en til tre komma to tideler av en millimeter.
Den største fordelen med kutteren som vurderes er lettere fjerning av spon, fordi når spindelen roteres i motsatt retning, blir sponene, under påvirkning av sin egen vekt, kastet ned. Denne modusen reduserer sannsynligheten for å fylle arbeidssporet med brukt spon betydelig, noe som betyr at det nesten ikke er noen risiko for maskinhavari eller fastkjøring. Ytterligere fordeler med en slik dyse inkluderer:
- Enkel å slipe kniver;
- Mulighet for bearbeiding med økt rekkevidde;
- Optimalisering av kjøleprosessen (spon går ned, og kjølevæske tilføres ovenfra);
- Har lang levetid selv ved gjentatt sliping av skjæreinnsatsen.
Den omvendte kutteren har blant annet et punkthøydejusteringssystem, som gjør at behovet for å justere posisjonen til dysen i posisjon ved bruk av pakninger rett og slett er unødvendig.
Påført merking
I den russiske føderasjonen er det tre statlige standarder (GOST), som ble utviklet tilbake i sovjettiden og har vært i kraft siden 1973 (de har indeksen "73" på slutten av det digitale navnet på dokumentet) og som er designet for å etablere forskrifter for merking av skjæreverktøy. Kodingen av dyser og deres standardstørrelser laget av høyhastighetsstål er etablert av standard nr. 18874; dyser med hardlegeringsplater - standard nr. 18884; med buede plater ("cockerel") karbid - standard nr. 18894. Det er ganske enkelt umulig å etablere geometrien og typen riktig ved å merke uten å bruke de tekniske tabellene til disse standardene. I alle tre listede reguleringsdokumenter har hver type sin egen kode og antall parametere som er angitt i tabellene. Det eneste dechiffrerbare informative elementet i merkingen er klassifiseringen av legeringen til skjæredelen. For eksempel har en høyrekutter laget av høyhastighetsstål følgende egenskaper:
- Tverrsnitt - 16x16 millimeter;
- Lengde - 80 millimeter;
- Hode - 15 millimeter;
- Bladbredde - 12 millimeter.
Parametrene ovenfor i henhold til standard nr. 18874 vil ha den generelle merkingen "2120-0519". En kutter med tilsvarende geometri, men med et hardmetallskjær, vil bli merket basert på standard nr. 18884 som "2130-055 T5K10". Det siste alfanumeriske settet betyr tilstedeværelsen av titankarbid med kobolt i karbidsammensetningen, hvor 10 er prosentandelen av sistnevnte.For mer informasjon fremhever noen produsenter spesifikt typen materiale som brukes i farger. For eksempel er "T5K10" ovenfor gul.
Det finnes også et universelt internasjonalt system i verden for å utpeke skjæreverktøy i ISO-gradering (International Organization for Standardization). Det tilsvarende dokumentet til denne organisasjonen er veldig omfangsrikt, inneholder mange egenskaper, så hele merkingen ser ut til å være ganske lang. Som et eksempel kan transkripsjonen "QFGD2525R2252H" i kategorien "Rilling og utvendige kutt" gis, der:
- Q - skjæreholder;
- F - sluttbehandling;
- G - dimensjoner på platen;
- D - for dobbeltsidige plater;
- 25 – holderhøyde;
- 25 - holderbredde;
- R - venstre, høyre, nøytral;
- 22 - maksimal arbeidsdybde;
- 52 - minimum innskjæringsdiameter;
- H er innsatsposisjonen for flatesporing.
Fordeler med å bruke karbider i skjære
Den største fordelen med et hardmetallskjær fremfor dets motstykker i høyhastighetsstål er at det har evnen til å operere med høye skjærehastigheter (opptil 500 m/s for stålemner). Dessuten, samtidig som den opprettholder sin egen hardhet ved en generell høy temperatur i arbeidsområdet (opptil 900 grader Celsius). Som nevnt ovenfor er det to metoder for å feste karbidinnsatser til holderhodet - mekanisk fastspenning og lodding (eller andre lignende metoder). Tilkoblinger som er i ett stykke anses som mer motstandsdyktige mot vibrasjoner og er generelt strukturelt enkle, spesielt ved arbeid med intense belastninger.Til tross for den teknisk komplekse produksjonsmetoden har imidlertid avskjæringsverktøyet, som platen er mekanisk festet på, en rekke fordeler:
- Når du arbeider på hodet til holderen, er det ingen termisk effekt når skjæreelementet er festet;
- En rask reversering til en annen skjærekant eller et akselerert skifteskift er tilgjengelig;
- Etter endring av innsatsen vil de geometriske egenskapene bevares.
I tillegg til å kutte hardmetalldeler er det ved arbeid på spesielt harde metaller mulig å bruke innsatser basert på keramikk. Selv om de anses som mer skjøre, har de økt slitestyrke på skjæredelen og er i stand til å arbeide ved svært høye temperaturer dannet i arbeidsområdet (opptil 1200 grader Celsius).
Anbefalinger for valg av skjæreverktøy
Produksjonsteknologi
Når du kjøper den aktuelle typen kuttere, bør mer oppmerksomhet rettes mot kravene til statlige standarder som brukes av produsenten i produksjonen. Spørsmålet om en liten pris bør ikke innta en dominerende stilling. Dermed er det usannsynlig at fortenner, hvis produksjonsteknologi ikke kan bekreftes, vil vare lenge, og det vil være problematisk å skjerpe dem. Det enkleste tegnet på inkonsekvens i verktøyproduksjonsteknologi er den svært billige prisen. Det bør alltid huskes at bare varer produsert i henhold til statlige standarder vil kunne gi en teknologisk arbeidssyklus uten avbrudd.
Valgkriterier
Du må vite at kuttere er høyt spesialiserte dyser og bør kun brukes til to operasjoner - dreiing og kutting. Derfor, for små reparasjonsanlegg og innenlandsbruk, bør du ikke kjøpe altfor dyre og profesjonelle prøver.I denne situasjonen er det fullt mulig å klare seg med en russiskprodusert prøve med en loddet plate, hvis kostnad vil være 1,5-2 ganger lavere enn for en lignende med en mekanisk festet karbidplate. Samtidig gjelder ikke denne regelen for masseproduksjon, spesielt hvis kutteren skal brukes på CNC-maskiner. Det er rett og slett ikke noe alternativ til en høyteknologisk skjæremodell med utskiftbar innsats.
Oppsummert bør det bemerkes at før oppkjøpet må en potensiell kjøper bestemme seg for følgende punkter:
- Beregn intensiteten av fremtidige belastninger;
- Ta hensyn til hardheten til materialet som behandles;
- Vurder hvilke typer fremtidig arbeid;
- Sett prioritet mellom parametrene for ønsket overflatekvalitet og nøyaktigheten til dimensjonene til produktet;
- Bruk ønsket grad av slitestyrke til verktøyet.
Grunnleggende arbeidsflyt
Sliping av kuttere - generelle anbefalinger
Effektiviteten til kutteren, samt skjærekraften og den totale levetiden, er direkte avhengig av høykvalitets sliping. For dreieutstyr er det vanlig å slipe begge kantene. Slipingen utføres i flere trinn, separat for hver fungerende skjæreflate. Prosessen starter fra baksiden - operatøren må jobbe bakoverflaten i omtrent en 5-graders vinkel. Deretter bør du slipe bakplanet til skjærekanten. Vinkelen som skal skjerpes for rygginnsatsen bør overstige klaringsvinkelen til kuttet med omtrent to grader. Etter å ha snudd skjære- og bakdelen, må operatøren danne den endelige skjærevinkelen ved å fullføre. Den fremre delen bør også snus i henhold til algoritmen beskrevet ovenfor.Det er verdt å huske at vinkelen på fronten av kutteren må opprettes ved dobbel dreiing eller ved etterbehandling. Arbeidskanten som slipingen utføres langs må være plassert på en parallell rett linje med slipeoverflaten.
Montering av kutteren
For å kunne utføre skjæreprosedyren på riktig måte og for å stoppe økt slitasje på skjæreinnsatsen, samt for å sikre høykvalitets endeflatebehandling etter skjæring, er det verdt å sette kutteren i en helt vinkelrett posisjon i forhold til arbeidsstykket I tillegg bør den installeres motsatt av rotasjonsaksen, med vertikalt avvik på ikke mer enn 0,1 mm i begge retninger. Plassering av skjærekanten enda en liten brøkdel av en tiendedels millimeter høyere kan føre til brudd på bladet, og med en lavere innstilling kan det dannes en ukuttet avsats på arbeidsstykket. Kutting bør utføres så nært som mulig til kjevene på chucken, med en kutter med et minimum overheng. For komfortabel bearbeiding av harde materialer med benkmaskiner bør det brukes omvendt eller fjærbelastede verktøy.
Vurdering av de beste skjæreverktøyene for 2025
Budsjettalternativer
3. plass: Tekhnostal 2130-0001 036258
Standard prøve med høyre fôring. Den har en total lengde på 100 millimeter med en holderlengde på 10, og høyden er 16. Laget av T5K10-materiale - ispedd karbid. Opprinnelseslandet er Kina, den anbefalte utsalgsprisen er 185 rubler.

Fordeler:
- Produksjonsmateriale ispedd karbid;
- Tilstrekkelig lengde;
- Skjærende lodding.
Feil:
- Krever innledende grovbearbeiding.
2. plass: "Sekira 1781"
En annen representant for budsjettgruppen, laget av forsterket materiale T5K6 (små titaninneslutninger). Den har en total lengde på 140 millimeter, med en holderhøyde på 25 og dens bredde på 16. Opprinnelseslandet er Kina, kostnaden i butikkjeder er 205 rubler.

Fordeler:
- Inkludering av titan i produksjonsmaterialet;
- lang base;
- budsjettkostnad.
Feil:
- Krever innledende sliping.
1. plass: Tekhnostal 2130-0005 030431
Denne kutteren er laget av vanlig superhard stålkvalitet T5K10 med karbidimpregnering og har en loddet kuttespiss. Den totale lengden er 120 millimeter, med en holderhøyde på 20, og dens bredde er 12. Produsert i Kina under russisk lisens. Prisen i butikker er satt til 220 rubler.

Fordeler:
- Gode geometriske data;
- Høyhastighetsstål brukt;
- Loddet spiss.
Feil:
- Igjen, behovet for innledende skjerping.
Mellomprissegment
3. plass: TekhnoStal 036377
Dette dreieverktøyet utmerker seg ved sine utvidede geometriske egenskaper, basen er laget av en legering ispedd titan. Den har en total lengde på 170 millimeter, med en holderbredde på 20, og høyden er 32. Laget i Kina. Den anbefalte prisen for butikken er 310 rubler.

Fordeler:
- Fornuftig pris;
- Utmerkede geometriske dimensjoner;
- Titaninnsats.
Feil:
- Ikke funnet.
2. plass: "Sekira 15125"
Et godt alternativ fra den hviterussiske produsenten for riktig fôr. Kroppen er laget av høyhastighetsstål med karbidinneslutninger. Den har en total lengde på 140 millimeter, en holderhøyde på 25, og dens bredde er 20.Produksjonsland - Hviterussland. Den anbefalte utsalgsprisen er 410 rubler.

Fordeler:
- Gode geometriske egenskaper;
- Høyhastighets stålmateriale;
- Tilstrekkelig verdi for pengene.
Feil:
- Ikke funnet.
1. plass: "Sekira 18917"
Ledende modell for sitt segment. Den er laget av kraftig R6M5-stål og har følgende geometriske egenskaper: total lengde - 125 millimeter, holderbredde - 4, holderhøyde - 18. På grunn av sine spesielle geometriske parametere kan den brukes til små nesten smykkerarbeid. Produksjonsland - Hviterussland. Prisen satt for butikker er 520 rubler.

Fordeler:
- Designet for presisjonsarbeid;
- Bruk av innovativt materiale;
- Reell pris.
Feil:
- Ikke funnet.
Premium klasse
3. plass: "MGEHR1212-2"
En utmerket og multifunksjonell modell brukt med utskiftbare skjæreinnsatser. Avviker i høy holdbarhet og lang driftstid. Laget av kvalitetsmateriale. Produksjonslandet er Russland, den anbefalte utsalgsprisen er 900 rubler.

Fordeler:
- Mulighet for bruk av ulike skjæreplater;
- Høykvalitets utførelse av spor og kutt;
- Multifunksjonalitet og allsidighet.
Feil:
- Ikke funnet.
2. plass: "24554 Proxxon"
Et svært praktisk utenlandsk laget verktøy, utmerket for å kutte spor og kutte av materialer. Produsert av høyhastighetsstål med koboltinnhold (herdet). Passer til dreiebenk PD-400. Den har dimensjoner - 12 x 3 x 85 millimeter. Produksjonsland - Tyskland. Den anbefalte prisen for detaljhandelskjeder er 1300 rubler.

Fordeler:
- Produsenten er et verdenskjent merke;
- Høykvalitets koffertmateriale;
- Lang levetid.
Feil:
- Ikke funnet.
1. plass: "Jet 50000909"
Denne prøven er egnet for arbeid på maskiner JET BD-7, 8 og 920. Den er beregnet for å kutte materiale i en vinkel på 90 grader i forhold til rotasjonsaksen og for å kutte svært smale spor. Kan arbeide under tung belastning, kan kreve kutteteknologi med stor nøyaktighet. Når du arbeider med den, må du ikke overskride matehastigheten! Dimensjoner - 150 x 8 x8 millimeter, Land - produsent - Sveits. Den anbefalte prisen for butikker er 2300 rubler.
Fordeler:
- Høykvalitets produksjonsmateriale;
- Evne til å oppdage arbeid;
- Tåler intense belastninger.
Feil:
- Nødvendighet for nøyaktig overholdelse av matehastighet.
I stedet for en epilog
Analysen av kuttermarkedet fant at for innenlandske behov foretrekker den russiske kjøperen, som en liten gründer innen dreiing, mest av alt rimelige verktøyprøver som ligger i det lavere prissegmentet. Slike modeller har loddede skjærekanter, krever originalen, men er ekstremt billige i pris. Det er verdt å merke seg at selv russiske produsenter har overført teknologien for produksjon av slike dyser til Asia - de fleste av de populære kutterne produseres enten i asiatiske land eller i naboland under russiske lisenser. Samtidig er premiumsegmentet, som er fokusert på masseproduksjon og krever spesiell utholdenhet på grunn av intense belastninger, utelukkende representert av prøver fra Vest-Europa.De kjennetegnes av høy kvalitet, de koster 3-5 størrelsesordener dyrere, og oftest er dette multifunksjonelle og universelle modeller.
nye oppføringer
Vurdering av de beste termiske salatbarene for 2025
Visninger: 26
Vurdering av de beste enhetene for kryolipolyse for 2025
Visninger: 26
Vurdering av de beste russiske sjampoene for hår i 2025
Visninger: 39
Vurdering av de beste kosmetologene i Moskva for 2025
Visninger: 24
Rangering av de beste beskyttelsesskodekslene for 2025
Visninger: 89
Kategorier

Topprangering av de beste og billigste scooterne opp til 50cc i 2025
Visninger: 131653

Vurdering av de beste lydisoleringsmaterialene for en leilighet i 2025
Visninger: 127694


De beste joggeskoene for menn i 2025
Visninger: 124036

De beste komplekse vitaminene i 2025
Visninger: 121942


Smartphone Archos Diamond - fordeler og ulemper
Visninger: 1404

Rangering av de beste anti-skli kjedene og armbåndene for 2025
Visninger: 2400

Gjennomgang av smartklokker for barn DokiWatch
Visninger: 3680

Vurdering av de beste russiske blåmuggostene for 2025
Visninger: 135
Nyttig

Rangering av de beste vakuumforseglerne for 2025
Visninger: 1939

Vurdering av de beste elektriske kokeplater for 2025
Visninger: 2342

Rangering av de beste pålitelige gå-bak-traktorene for 2025
Visninger: 17599

Beste antivirale midler i 2025
Visninger: 33335

Topp 15 hoverboards i 2025. Anstendig verdi for pengene
Visninger: 29340
Populære artikler
-
Topprangering av de beste og billigste scooterne opp til 50cc i 2025
Visninger: 131653 -
Vurdering av de beste lydisoleringsmaterialene for en leilighet i 2025
Visninger: 127694 -
Vurdering av billige analoger av dyre medisiner for influensa og forkjølelse for 2025
Visninger: 124521 -
De beste joggeskoene for menn i 2025
Visninger: 124036 -
De beste komplekse vitaminene i 2025
Visninger: 121942 -

Topprangering av de beste smartklokkene 2025 - forhold mellom pris og kvalitet
Visninger: 114981 -

Den beste malingen for grått hår - toppvurdering 2025
Visninger: 113398 -

Rangering av de beste tremalingene for interiørarbeid i 2025
Visninger: 110 320 -

Vurdering av de beste spinnende hjulene i 2025
Visninger: 105332 -

Rangering av de beste sexdukkene for menn for 2025
Visninger: 104369 -

Rangering av de beste actionkameraene fra Kina i 2025
Visninger: 102218 -

De mest effektive kalsiumpreparatene for voksne og barn i 2025
Visninger: 102013