
Vurdering av de beste settene med kraner og dyser for 2025
Kraner og dyser utgjør en så spesiell gruppe verktøy som kan være nødvendig når som helst under arbeidet. Takket være settene deres er det mulig å reparere fastkjørte innvendige gjenger og avisolerte bolter, samt å gjenopprette enkeltprøver av muttere og bolter, som kan være vanskelig å kjøpe i detaljhandelen. På grunn av det faktum at dyser og kraner har forskjellige design, påføringsmetoder, bruksområder, bør de vurderes i detalj separat.
Innhold
Tapping
Blant de eksisterende avtakbare koblingene anses gjengede som spesielt pålitelige. På et tidspunkt (før den første bruken av en skrudreiebenk på 1600-tallet), ble hvert par mutterbolter laget individuelt og de kunne ikke byttes. På 1800-tallet begynte menneskeheten å bruke spesielle standarder for påføring av innvendige gjenger. Det kan utføres både ved hjelp av et maskinverktøy og ved hjelp av kraner.
Designfunksjoner
En moderne kran uten feil har følgende designelementer:
- Inntak (aka hode) del i form av en hul kjegle, nødvendig for å starte dannelsen av en skjæreprofil;
- Flere sidespor (vanligvis to til seks) som vil gi smøring og sponutkast;
- Kalibreringselement, i form av en langstrakt sylinder, som vil fullføre dannelsen av profilen;
- Skaftet som er ansvarlig for å feste kranen i chucken eller blinklysklemmen.

Når du foretar et tverrsnitt, vil formen på sporet avhenge av to av overflatene: forkanten av skjæretannen til kranen og baksiden av denne tannen.
Sponspor kan variere og være av følgende typer:
- Enkel radius - de brukes på kalibreringsverktøy og er et tverrsnitt i form av en rund bue;
- Rettlinjet - brukes til å påføre muttertråder og deres tverrsnitt har form av bokstaven "U";
- Blandet - det bakre sporet har form av en bue, og det fremre sporet har en rett linje (de fleste universelle verktøy er laget i henhold til denne ordningen).
Unike funksjoner ved kraner
Hovedtypene kraner har bare sine eksklusive egenskaper. Når du kjenner disse egenskapene, kan du alltid velge riktig kranmodell:
- Gjenget stigning;
- Profil og med sin høyde;
- Maksimal profilhøyde;
- Tråddiameter utvendig;
- Lengden på gjerdedelen;
- Baklengde;
- Hjørne av inntakskjeglen.
VIKTIG! Det er verdt å huske at eventuelle kraner er delt inn i enheter med venstre og høyre tråder.
Typer etter bruksområde
I henhold til bruksområdet er kranene delt inn i:
- Låsesmeder - de har et skaft i form av en firkant, de brukes manuelt. De kommer med en krage, som rotasjon og gjenging skjer gjennom. Settet inneholder to kraner, litt forskjellige fra hverandre i diameter, og hvor hver enkelt fjerner bare sin del av kvoten fra overflaten av hullet som maskineres. Verktøy i et slikt sett er forskjellige i antall linjer som er gravert på skaftet eller stemplet der (spesielt nøyaktig er indikert med tre linjer, mellomliggende med to, og grov med bare én).
- Maskin (maskin) eller maskinmanual - de kan kutte både manuelt og på industrielt utstyr (for disse formålene er det nødvendig med bore-/dreiemaskiner og til og med store industrielle prosesseringssentre).I motsetning til det ovennevnte har disse kranene et forkortet inntakselement, siden innrettingen av aksene er gitt av maskinen. De er laget av verktøystål av høy kvalitet, har varmebestandighet og er lite utsatt for mekanisk trykk.
- skiftenøkkel - de brukes i automatiske maskiner for å tre inn i muttere. I deres design utmerker de seg med en mer langstrakt skaft, som har en jevn sylindrisk form. Etter at trådrotasjonen er fullført, den ene etter den andre, beveger mutterne seg til skaftet og venter der på slutten av arbeidet gjennom hele serien. Etter slutten av serieproduksjonen kommer skaftet ut av chucken, og alle de resulterende mutterne faller ned i mottaksbrettet.
Forskjeller i typer i henhold til designfunksjoner
Kraner etter eget design kan variere mye mellom seg:
- Fluteless - de brukes når de samhandler med myke / viskøse materialer og har derfor svært små spor (viskøse materialer kan kalles lettmetalllegeringer og flere typer lavkarbon og høylegerte stålkvaliteter);
- Skrue - de har spor i en oppadgående spiral, gjennom hvilken de fører gjenger i blinde hull på produksjonsmaskiner / automatisk utstyr;
- Trinn - arbeidselementet er delt inn i to sektorer, den første skjærer gjennom, og den andre jevner ut;
- Kombinert - en bor er installert rett foran innføringselementet, under en tilnærming bores et hull og gjenger utføres der;
- Brosjer - de er nødvendige for å tre i passerende hull ved hjelp av en dreiebenk;
- Klokketype - de er nødvendige for gjenging av større diametre (opptil 0,5 meter) og inkluderer flere skjæresystemer som er festet i en felles ramme.
Det finnes også eksklusive design, som skyldes spesielle produksjonsoppgaver.
Trådtyper
Hver trådstørrelse og type krever sine egne kraner. De er ikke utskiftbare, som gjengede. Hovedtypene kan variere:
- Metrisk - betegnet med bokstaven "M" er en trekantet likebent profil, der toppvinkelen er 60 grader, og dens dimensjoner bestemmes i millimeter;
- Tommer - betegnet med bokstaven "W", profilen er en spiss vinkel på 55 grader, og diameteren vises i tommer og så vel som brøker, og antall omdreininger per tomme brukes som et trinnmerke;
- Rør - forskjellen er en annen helning av de bakre / fremre delene av profilen, som gir en garantert tilkobling, og forhindrer også selvavvikling.
Produksjonsmaterialer
Alle kraner tåler store mekaniske/termiske påvirkninger under drift, og selve verktøyet må kutte et stort antall hull på dette tidspunktet. Følgelig kreves verktøystål av høy kvalitet for produksjonsmaterialer:
- Manuelle modeller - U10A eller U12A - høykarbonstål;
- Maskinmodeller - PM5 høyhastighetsstål;
- For automatiske maskiner med økt produktivitet - harde legeringer med økt varmebestandighet.
VIKTIG! Imidlertid har slike metaller en stor ulempe - hvis kranen for gjenging er skadet, kan den ikke fritt bores / fjernes.
Teknologisk prosess for tråding
Totalt inkluderer det fire hovedstadier:
- Det forberedende stadiet er valg av en bor med ønsket diameter og gjennomføring av boring, mens boret ikke må etterlates. Før det må det være tilstrekkelig skjerpet, ellers vil materialet overopphetes, og påliteligheten til tråden vil avta. Hullet er forsenket, og ved blindhull skal det meldes om et lite dybdetillegg;
- Skjæring direkte - på dette stadiet utføres alle bevegelser som utføres målt, tydelig og nøyaktig, linjer bør ikke hoppes over, men alle tre skal påføres i rekkefølge fra grov til presis;
- Rengjøringsstadiet - her renser de passasjehullene med en stålbørste, og de døve - med luft under trykk eller med en konstruksjonsstøvsuger;
- Sjekk trinn - her er det nødvendig å skru skruen inn i det eksisterende hullet, mens inngangen skal være jevn langs gjengen, uten ekstra innsats og alle slags forvrengninger.
Tapskade – mulige årsaker og løsninger
Det aktuelle verktøyet er selvfølgelig ikke helt holdbart, utsatt for banal foreldelse og naturlig slitasje. De vanligste skadetilfellene:
- vridning;
- For smal arbeidsåpning;
- Overdreven innsats som operatøren bruker på porten;
- Unnlatelse av å følge reglene for omvendt halvsving på slutten av hver full rulle.
Hvis noen av de ovennevnte tilfellene oppstår, er det ikke nødvendig å skynde seg og prøve å kjøre tråden raskere eller prøve å hoppe over tappen fra settet. Alt dette kan resultere i midlertidige tap, og derfor bør alle utvinningshandlinger gjøres sakte.
Tråding med dies
Forbindelsen med bolter kan trygt kalles den mest populære typen festemiddel.Imidlertid vil selv utskjæring av superkvalitet til slutt bli ubrukelig. Og her er det to måter - du kan søke hjelp fra en profesjonell låsesmed eller tråd selv. I alle fall, for denne operasjonen, vil det være nødvendig med et sett med leroks eller dies - slik kalles håndverktøy for påføring av eksterne tråder. Ved hjelp av dem er det mulig å raskt gjenopprette utslitt maskinvare eller lage ønsket del til en eksisterende bolt / bolt.

Klassifisering av lerok (dies) etter design
Den første egenskapen som skiller en dyse fra en annen er skrogdesignet. I følge denne indikatoren er de delt inn i:
- Dysene er avrundet - kroppen deres er en fullverdig ring som arbeidsstykket føres gjennom. På grunn av den økte stivheten, som et resultat, dannes en høykvalitets spiralprofil på en utmerket tråd;
- Glidende dyser (lehrs) - de består av 2 elementer og er beregnet for fremstilling av gjengede områder med forskjellige diametre;
- Skjærematriser - deres gjengede diameter langs uttaket kan være fra 0,1 - 0,3 millimeter, og derfor må de brukes ved påføring av unøyaktige gjenger.
Klassifisering av trådorientering
På dette grunnlaget kan formene deles inn:
- Venstre - sjelden brukt og spesielt i spesifikke bildeler, rotasjonsmekanismer og i tilfeller der høyre tråd kan slappe av;
- Høyre - den mest populære retningen, brukt på skruer, bolter, aksler.
Profilklassifisering
I henhold til profilen til platen kan være:
- Metrisk - ha en metrisk tråd, merket med bokstaven "M", etterfulgt av et tall som indikerer diameteren i millimeter.Størrelser opptil 68 mm er standard, mens hver standard tilsvarer et stort eller lite trinn (i den russiske føderasjonen er dette regulert av GOST 9740);
- Sylindrisk rør - merket med den latinske bokstaven "G", tråden deres måles i tommer (i forhold til det metriske systemet 1 tomme = 2,54 mm);
- Konisk rør - de vil være merket med bokstaven "K", de brukes til å oppnå en gjenget overflate i form av en kjegle i spesielt kritiske skjøter som er installert på steder der elementer fungerer under høyt trykk (for eksempel arbeidsenheter av produksjonsmaskiner);
- Trapesformet - trådseksjonen deres er en likesidet trapes. De brukes i kraftpar, der rotasjon omdannes til translasjonsbevegelser (for eksempel en mutter og en blyskrue i en benk og maskinskruestikk).
Dyseholdere
For å kutte vil det ikke være nok med én terning. Det er også nødvendig å bruke en assistentanordning for å holde og klemme lehrka - det kalles en dyseholder. En slik enhet er umiddelbart designet for flere størrelser - fra liten til stor. Platen er installert på innsiden og holdes av en skrue.
Produksjonsmateriale
For produksjon av dies-lerok brukes høyhastighetsstål R18 eller R6M5 som standard. De er gode med tanke på "pris/kvalitet", har forlenget driftsperiode og gjør en utmerket jobb med mindre reparasjoner og husholdningsarbeid.
Trådskjæringsteknologi ved hjelp av dyser
I utgangspunktet er handlingsprinsippet imidlertid ganske enkelt, og her er det noen nyanser:
- På forberedelsesstadiet må du slipe av en liten stumphet på slutten av delen med en fil (verktøyet vil kutte bedre);
- Fest formen godt i holderen, pass på at den ikke roterer;
- Utfør to hele svinger, trykk lett på håndtaket med hånden;
- Etter at verktøyet har kommet inn i delen, må du utføre 2-3 hele svinger og en handling en halv omdreining tilbake - på denne måten utføres påføringen mer effektivt.
VIKTIG! Det er nødvendig å konstant kontrollere posisjonen til holderen i forhold til elementet som skal behandles - det må alltid være vinkelrett i fravær av helling!
Funksjoner ved å velge et sett med matriser og kraner
Først av alt må du tydelig skille alle verktøyene og navigere i settet. Det er profesjonelle alternativer for sett, og det er amatører designet for hjemmebruk.
Først må du bestemme deg for type dyser / kraner. For eksempel, hvilket system er ment å brukes mest fortrinnsvis - tommer eller metrisk. I Russland brukes det metriske systemet oftere. Her kan du visuelt identifisere lehrene til dette systemet på grunnlag av deres koniske form og den etablerte metriske gjengestigningen. Det er også verdt å vurdere det faktum at trådene til lerka er av en trekantet profil - dette kan sees fra de siste svingene på bladene. Ved å bruke et lignende verktøy kan mutteren skrus på den gjenopprettede gjengen.
Nøyaktigheten til ønsket kutting vil oppnås gjennom delte dyser, og hvis nøyaktig kutting ikke er nødvendig, er det fornuftig å ta et sett med solide lehrs. Selvfølgelig anbefaler de fleste fagfolk å kjøpe et sett som inneholder alle eksisterende typer kutt.
Separat er det nødvendig å nevne sakene - settene kan være i praktiske plast- eller trebokser, de lar deg transportere hele verktøyet komfortabelt. Og om nødvendig er det enkelt å bruke det.
Når det gjelder produksjonsmaterialet - i dette tilfellet er det ikke nødvendig å filosofere mye - verktøyet er per definisjon laget av høystyrke høykarbonstål. Imidlertid bør du fortsatt unngå direkte forfalskning - vanligvis lager asiatiske "no-name"-produsenter settene sine av myke metaller.
Vurdering av de beste settene med kraner og dyser for 2025
Håndsett
3. plass: 5545 ERMAK M3-M10
Et utmerket og rimelig sett med innenlandsk produksjon, perfekt for innenlandske behov. Selv om settet med verktøy er lite, er det i stand til å takle de vanligste husholdningsoppgavene. Kofferten er laget av plast, har skumutsparinger for verktøyoppbevaring.

| Navn | Indeks |
|---|---|
| Antall ting | 14 |
| saksmateriale | Plast |
| Totalvekt, gram | 600 |
| Produserende land | Russland |
| Mål, mm | 15x20x15 |
| Pris, rubler | 1300 |
Fordeler:
- Budsjett pris;
- Slitesterk verktøyfremstillingsmateriale;
- Tilstrekkelig funksjonalitet for daglige gjøremål.
Feil:
- Skjør sak.
2. plass: Stayer Master 28020-h24
Utvidet i funksjonalitetssett fra en utenlandsk produsent. Det er ganske i stand til å takle ikke bare husholdningsoppgaver, men kan også brukes til enkle mindre reparasjoner av bildeler. Leveres i metallkoffert, verktøyrom er laget av plast.

| Navn | Indeks |
|---|---|
| Antall ting | 24 |
| saksmateriale | Metall |
| Totalvekt, gram | 1200 |
| Produserende land | Norge |
| Mål, mm | 30x20x30 |
| Pris, rubler | 2100 |
Fordeler:
- Avansert funksjonalitet;
- Tilstrekkelig pris;
- Dobbelt målesystem (tommer og meter).
Feil:
- Upraktisk sak.
1. plass: "Berger" BG31TDS
På mange måter, et universalsett, fordi det kan brukes både til låsesmed og bildeler. De fleste dysene og kranene for standard rifling er til stede i den. Utmerket kvalitet på skjerpingen tillater ikke å gjøre overdreven innsats under arbeidet. Kassen er laget av stål og har en kraftig nøkkellås.

| Navn | Indeks |
|---|---|
| Antall ting | 31 |
| saksmateriale | Metall |
| Totalvekt, gram | 1300 |
| Produserende land | Danmark |
| Mål, mm | 30x20x30 |
| Pris, rubler | 3400 |
Fordeler:
- Utmerket kuttekvalitet
- Pålitelig sak;
- Slitesterk verktøymateriale.
Feil:
- I praksis er det ingen M12x1,25 die (den er ikke på bildet, men den er i beskrivelsen).
Maskinsett
3. plass: ZUBR Professional 28110-H24
Som de fleste profesjonelle sett, kjennetegnes denne av et stort antall verktøy i settet, et bredt spekter av bruksområder og bruken av flere merkesystemer samtidig. Alle verktøyene er laget av høykarbon, slitesterkt stål og er designet for å tåle de høyeste belastningene når de er installert i verktøymaskiner.

| Navn | Indeks |
|---|---|
| Antall ting | 24 |
| saksmateriale | Metall |
| Totalvekt, gram | 900 |
| Produserende land | Russland |
| Mål, mm | 30x15x20 |
| Pris, rubler | 4700 |
Fordeler:
- Bruker to systemer - rør og metrisk;
- Slitesterk metallverktøyproduksjon.
Feil:
- Ikke identifisert (for sitt segment).
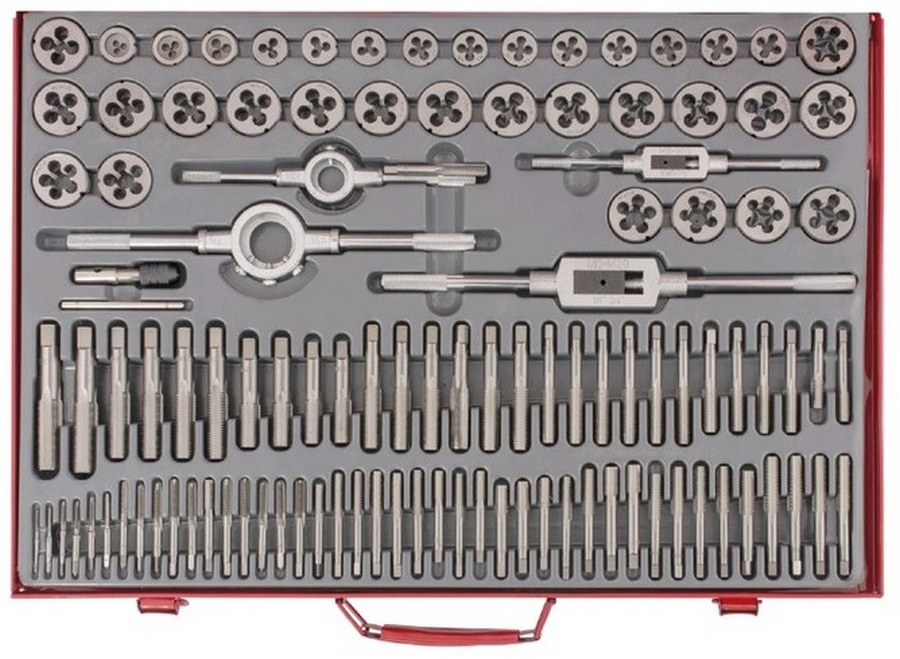
2. plass: SKRAB 33895
Dette settet utmerker seg ved et praktisk arrangement av gjenstander i etuiet - trykk på bunnen, dør på toppen. For å holde verktøyet under den indre gjengen er det en spesiell port med pregede håndtak.En universell dyseholder for alle størrelser leveres også. Brukere legger merke til den høye kvaliteten på kutting både med maskiner og manuelle arbeidsmetoder.
![]()
| Navn | Indeks |
|---|---|
| Antall ting | 45 |
| saksmateriale | Plast |
| Totalvekt, gram | 1100 |
| Produserende land | Taiwan |
| Mål, mm | 30x20x30 |
| Pris, rubler | 9700 |
Fordeler:
- Praktisk arrangement av gjenstander i saken;
- Universalholder for lerok;
- Komplett sett med en spesiell port.
Feil:
- Høy pris.
1. plass: Matrix 773110
Det mest profesjonelle settet for 110 gjenstander. Kan utføre absolutt ethvert arbeid både innenlands og industrielt. Fullt egnet for maskinering av deler laget av ethvert materiale - aluminium, støpejern, stål og kobber. Alle verktøyene er laget av innovativt kraftig skjærestål 9XC.
| Navn | Indeks |
|---|---|
| Antall ting | 110 |
| saksmateriale | Plast |
| Totalvekt, gram | 1500 |
| Produserende land | Taiwan |
| Mål, mm | 50x30x50 |
| Pris, rubler | 11000 |
Fordeler:
- Gjeldende pris/kvalitetsforhold;
- Verktøyet er laget av det nyeste stålet;
- Praktisk allsidighet og mye funksjonalitet.
Feil:
- Ikke funnet.
I stedet for en epilog
Under analysen av markedet ble det funnet at den russiske kjøperen fortsatt foretrekker utenlandske varianter av sett. Dette skyldes deres bredere funksjonalitet, samt tilleggsutstyr. Samtidig prøver brukere fra Russland å gjøre de fleste kjøp via Internett. Årsaken til dette er de høye kostnadene for et virkelig godt sett, i forbindelse med det er det nødvendig å gjøre noen økonomiske besparelser, som lar deg handle på nett.
Populære artikler
-

Topprangering av de beste og billigste scooterne opp til 50cc i 2025
Visninger: 131651 -

Vurdering av de beste lydisoleringsmaterialene for en leilighet i 2025
Visninger: 127690 -

Vurdering av billige analoger av dyre medisiner for influensa og forkjølelse for 2025
Visninger: 124519 -

De beste joggeskoene for menn i 2025
Visninger: 124033 -

De beste komplekse vitaminene i 2025
Visninger: 121939 -

Topprangering av de beste smartklokkene 2025 - forhold mellom pris og kvalitet
Visninger: 114980 -

Den beste malingen for grått hår - toppvurdering 2025
Visninger: 113395 -

Rangering av de beste tremalingene for interiørarbeid i 2025
Visninger: 110318 -

Vurdering av de beste spinnende hjulene i 2025
Visninger: 105329 -

Rangering av de beste sexdukkene for menn for 2025
Visninger: 104366 -

Rangering av de beste actionkameraene fra Kina i 2025
Visninger: 102216 -

De mest effektive kalsiumpreparatene for voksne og barn i 2025
Visninger: 102011