Rangering av de beste skjøtene for 2025

Høvler for treforedling (snekker) - spesialutstyr designet for saging og høvling av treemner. Med den er det mulig å lage en eller flere basisflater på en bar. Maskinen brukes til konstruksjon, reparasjon og etterarbeid.
Innhold
- 1 Design
- 2 Bruksområde og fordelaktige funksjoner
- 3 De viktigste forskjellene fra høvelmaskinen
- 4 Eksisterende typer skjøter
- 5 Høvlekniver
- 6 Maskinvareoppsett
- 7 Noen få grunnleggende sammenføyningsregler
- 8 Populære produsenter og pris
- 9 Rangering av de beste skjøtene for 2025
- 10 I stedet for en epilog
Design
Utformingen av den aktuelle maskinen inkluderer følgende deler:
- Motor drevet av 220 volt. En elektrisk motor genererer og overfører "moment" til skjærehodet med kniver.
- Arbeidsbord bestående av front- og bakplater (laget av støpejern og har spesielle avstivningsribber, på grunn av hvilke stabiliteten til arbeidsflaten er sikret). Kantene på flisene er utstyrt med spesielle rustfrie overlegg som beskytter arbeidsflaten mot mekanisk skade. Bakplaten er installert på samme nivå som skjærebladene. Frontplaten er plassert 2 mm under baksiden. Avstanden mellom dem varierer, avhengig av hvilket lag med materiale du vil fjerne fra arbeidsstykket.
- Sengen, som er laget av svært slitesterke legeringer. Dette elementet støtter hele maskinens masse, og må også tåle kreftene som operatøren påfører for trykk på arbeidsstykket. Den inneholder også skaft med kniver, styredeler og andre festemidler.
- Et kutterhode montert mellom fremre og bakre fliser. Festet til denne akselen er blader av samme tykkelse, laget av høyhastighets verktøystål.I tilfelle det er nødvendig å behandle hardtremateriale på maskinen, må akselen i tillegg utstyres med karbidtupp.
- Guide - dette elementet er en node som er ansvarlig for å flytte de bevegelige delene av utstyret og selve arbeidsstykket. Føreren er boltet til rammen og kan bevege seg i tverrretning.
- Den sirkulære beskyttelsen plasseres på den fremre flisen og må passe tett mot føringen. Denne beskyttelsen er laget av metall og gir beskyttelse for knivskaftet.
VIKTIG! Som regel har høvelutstyr lov til å behandle deler med en lengde på 1 til 1,5 meter. Deler med lengre lengde er upraktiske å feste på arbeidsflaten til bordet, de kan deformeres, og i dette tilfellet kan kuttets nøyaktighet reduseres merkbart, og generelt vil det være en generell ulempe i arbeidet. Men å behandle deler med en lengde på mindre enn 1 m er generelt traumatisk.
Driftsprinsipp
Den komplette prosedyren for driften av utstyret består av følgende trinn:
- Den bakre flisen forblir stasjonær gjennom hele produksjonsprosessen. Plasseringen av frontflisen justeres av operatøren til ønsket høyde.
- Etter å ha slått på maskinen, overfører den elektriske motoren omdreininger til knivakselen, som et resultat av at skjæredelene begynner å rotere.
- Treemnet påføres styreelementet (linjalen) med begge hender og rettes mot kutterne (knivene). Hvis maskinen tilhører budsjettmodeller, utføres matingen på den bare manuelt, og dette er traumatisk.Imidlertid er de fleste moderne maskiner allerede utstyrt med en automatisk mater, som øker hastigheten på sending av deler og sikrer den generelle sikkerheten til produksjonsprosessen.
- Når arbeidsstykket kommer under knivene, fjerner de tykkelsen på laget bestemt av operatøren fra treet, samtidig som de eliminerer uregelmessigheter og skaper en ren og flat overflate. Utførelseshastigheten vil direkte avhenge av høvlingsteknologien. De fleste høvelmaskiner kan kun bearbeide én overflate i en omgang, men det finnes allerede høvler som kan behandle to sider samtidig.
I tilfellet når det etter endt bearbeiding dannes små uregelmessigheter eller fibre på overflaten, indikerer dette at knivbladene må slipes på nytt. Hvis uregelmessighetene er store, må avstanden mellom flisene og skjærehodet justeres riktig.

Bruksområde og fordelaktige funksjoner
Skjøteutstyr brukes til følgende produksjonsoperasjoner:
- Utjevningsflater på store trestenger;
- Grov trimming av arbeidsstykkeplan;
- Vinkelsporing;
- Fjerning av kanter.
I motsetning til andre automatiske snekkerverktøy har skjøter følgende fordeler:
- Det er mulig å kutte både store og små stenger på dem;
- De har et kutt av høy kvalitet;
- Har evnen til å behandle kantene og overflatene til tredeler i krumlinjede retninger;
- Hvis du utstyrer utstyret med ekstra dyser, kan det brukes til saging av stenger;
- De har en gjeldende pris (starter fra 10-14 tusen rubler).
Skjøter brukes vanligvis i trebearbeidingssegmentet av industrien, så vel som i konstruksjon og tømrerarbeid. Små modeller kan også finnes i hjemmeverksteder.
De viktigste forskjellene fra høvelmaskinen
Begge disse enhetene brukes til å behandle deler laget av tre og andre myke materialer. De viktigste forskjellene mellom dem er som følger:
- Reismus brukes til sluttbehandling av deler;
- Kvaliteten på kuttet når du arbeider med en tykkelsesmåler vil avhenge av maskinens tekniske evner, og når du arbeider på en skjøt, av operatørens dyktighet;
- Tykkelsesmåleren, i motsetning til skjøten, trenger ikke en ekstra parallell sidestopp for å behandle alle fire sidene av stangen;
- For å jobbe med høvelutstyr er det nødvendig å justere skjæredybden til knivene inn i overflaten som skal maskineres.
I industriell produksjon brukes høvler og høvler sammen: sistnevnte setter geometrien til fremtidige produkter, og førstnevnte kalibrerer den maskinerte delen når det gjelder tykkelse.
Eksisterende typer skjøter
Totalt er det to hovedtyper av skjøter:
- Manuell høvel - dette utstyret brukes oftest i hjemmeverksteder, det kjennetegnes ved sin lave pris og enkelhet i design;
- Automatisk (elektrisk) skjøt - den er preget av en større masse og økt strømforbruk. Hovedfordelene er økt produktivitet og høy skjærenøyaktighet, men det koster mye.
Høvleutstyr kan også klassifiseres i henhold til bruksområde:
- Høvling og høvling - de utfører bare planingsfunksjonen;
- Høvler med tykkelse på høvler - både høvling og kalibrering er mulig på dem;
- Planer-sirkulær - brukes til tverrgående / langsgående saging av stenger og fresing av emner;
- Multifunksjonell (universell) - skjøting, saging og dimensjonering av brett, samt boring og sporarbeid utføres på dem.
I hjemmeverksteder brukes vanligvis bærbare minihøvler. De er enkle å transportere på grunn av lav vekt, men har reduserte funksjons- og ytelsesegenskaper.
Stasjonære maskiner regnes som profesjonelle, som er delt inn i:
- Enkeltsidig - de er utstyrt med en enkelt arbeidsaksel og i en prosess kun den nedre delen av delen. De har ikke automatisk matesystem for barer. Arbeidsproduktiviteten (dvs. planingshastighet) overstiger ikke 10 meter per minutt;
- Dobbeltsidig - de har flere høvelaksler, som er grunnen til at de kan behandle alle planene til produktet samtidig, noe som spesifikt øker produktiviteten. De har et automatisk arbeidsstykkematingssystem, som betyr økt arbeidssikkerhet for operatøren.
Funksjoner ved valg av skjøter
For å velge riktig høvel for deg selv, bør du bli veiledet av følgende kriterier:
- Materialet for fremstilling av skrivebordet er vanligvis silumin, aluminiumslegeringer eller støpejern. Sistnevnte regnes som den mest holdbare, men benkeplater i silum kan lett deformeres under drift, og det er derfor de er billigere enn de andre.
- Dimensjonene til arbeidsrommet (tabellen) - denne indikatoren må velges basert på hvilken størrelse arbeidsstykker som oftest må behandles. For husbehov er et bord med en bredde på opptil 15 cm og en lengde på ikke mer enn 140 cm egnet.Industrielle størrelser anses å være bredde opptil 63 cm og lengde opptil 2 meter - disse kjøpes til store trebearbeidingsbutikker.
- Antall kniver - jo flere av dem er festet på kutterhodet, jo sjeldnere trenger de å slipes. Hvis det ikke er ment å belaste enheten intensivt, vil 2 kniver være nok. For daglig arbeid er det bedre å velge en modell med 4 kniver.
- Motorkraft og type - som standard er høvler utstyrt med en asynkron eller kommutator elektrisk motor. De er forskjellige i designfunksjoner og kapasiteter. Samlerkraftenheter er egnet for hjemmemodeller, men de er preget av overdreven støy. Asynkron gir høyest ytelse, men krever store arealer for plassering.
- Omdreiningene til knivakselen og frekvensen av deres rotasjon - jo høyere denne indikatoren er, desto mer nøyaktig skjer kuttet. Gjennomsnittstallene for dette kriteriet er 4,7 - 5 tusen omdreininger per minutt.
Det er også verdt å ta hensyn til produsentens merke - profesjonelle verktøy av høy kvalitet er laget i Vest-Europa.
Høvlekniver
I deres valg og anvendelse er det nødvendig å stole på følgende faktorer:
- Materialet som de brukte knivene er laget av avhenger av typen tre som behandles. For eksempel, for å behandle furustenger eller deler fra andre bartrær, må du bruke kniver laget av P6M5-legering. For mykere steiner er HSS-blader perfekte.
- Hvis hovedvekten under arbeidet er på kunstnerisk snekring, vil rette og krøllete kniver bli en nødvendighet. Med sin høye skjærenøyaktighet vil de kunne skape unike mønstre og konturer på arbeidsstykkets plan.
På grunn av lang brukstid er kniver naturlig utsatt for slitasje og krever sliping. Følgende tegn vil indikere begynnelsen av dette øyeblikket:
- Under driften av maskinen blir den elektriske motoren veldig varm;
- På slutten av behandlingen får ikke overflaten av delen et flatt utseende, men tvert imot er det en slags "mosete";
- Den behandlede overflaten viste seg med uttalte uregelmessigheter.
VIKTIG! Det kommer alltid et øyeblikk da de gamle bladene rett og slett er umulige å slipe på grunn av rent fysiske egenskaper. I dette tilfellet er det bedre å ikke risikere sikkerheten ved arbeidet, men å sette inn helt nye kniver.
Montering av kniver på en skjøt
Når du fester kniver til skjærehodet, er det nødvendig å bli veiledet av noen funksjoner:
- Etter å ha plassert knivene i sporene, må du fikse dem tett;
- Bare med en klemme over skjærehodet er det mulig å presse malene tett mot kantene på arbeidsbordet;
- Bladet må heves til det kommer i kontakt med arbeidsstykket. På stedet der de berører, kreves et spesielt merke;
- Mens du fester boltene, må bladene holdes stramme;
- Etter fullføring av innstillingen av den første kniven, må akselen roteres og fortsette å stille inn resten;
- Etter installasjonen må du fjerne malen og endre vinkelen på skråkanten langs kanten, samt endre fremspringet langs kanten av stålplatene og kutterhodet. Videre anbefales det å teste bladene med den elektriske motoren på.
VIKTIG! Knivene festes kun til skaftet med skiftenøkler (men ikke manuelt), for å unngå muligheten for løs fiksering!
Maskinvareoppsett
Denne prosessen bør begynne med å kontrollere kvaliteten på slipekniver - bladene deres skal ha en ekstrem skråstilling på 40 grader, og radiusen til avrundingskanten bør ikke overstige 8 millimeter.
Etter å ha kontrollert slipingen, må knivene festes på skjærehodet. Før det må du senke bak- og frontflisene. Under installasjonen av skjæreelementene er det nødvendig å kontrollere parallelliteten til bladene - denne faktoren bør ikke være mer enn 0,1 mm per meter. For å lette justeringen kan du bruke en spesiell indikatorenhet.
Etter fullføring av installasjonen av kniver, må du sjekke:
- Fremspringet utenfor kanten av foringen bør ikke være mer enn 2 mm;
- Utstikket utover kanten av klippehodet må ikke overstige 22 mm.
Deretter må du stille inn høyden på skrivebordet. Avstanden mellom flisenes lepper og skjærekanten må være innenfor 3 mm, ellers kan det dannes uplanlagte fordypninger på arbeidsstykket under arbeid.
Det neste trinnet er å finne veiledningen. Avstanden mellom venstre kant og skjærehodelinjalen må alltid være større enn bredden på treklossen. Guiden bestemmes av malen og festes med skruer.
Det siste trinnet vil være en ytelsestest ved hjelp av en prøvekjøring av maskinen. Lanseringen skal ikke være ledsaget av funksjonsfeil eller visuelle avvik fra normen, og deretter kan arbeidsprosessene fortsette på den. Ellers bør innstillingen gjentas, og hvis problemer oppdages igjen, reparere eller erstatte de defekte delene.
Noen få grunnleggende sammenføyningsregler
I prosessen med å jobbe med treemner på maskinen, må en rekke enkle regler overholdes:
- Skjøten må holdes med begge hender: den høyre er plassert på blokken, og den venstre er på kontrollhåndtaket;
- Ved høvling må enheten føres langs trefibrene, og enheten kan skyves av sin egen muskelstyrke;
- For å behandle kanten er det nødvendig å snu strålen med den nødvendige siden til knivene og trimme den i rekkefølgen beskrevet ovenfor.

Grunnleggende om sikkerhet
- Det er forbudt å berøre knivene når maskinmotoren er på;
- Alt arbeid utføres kun i kjeledress: et beskyttende hodeplagg skal være på hodet, hendene skal være i hansker, øynene skal beskyttes med spesielle briller (det er viktig at alle elementer av personlig verneutstyr passer tett mot kroppen);
- I ferd med å skjøte, for ikke å skade fingrene med kniver, er det nødvendig å bruke klemmeholdere;
- For mer presis bearbeiding og for å forhindre å kutte av overflødige lag fra delen, påføres en spesiell markeringslinje på overflaten med kritt. Hvis den forsvant helt etter bearbeiding, kan overflaten betraktes som glatt.
Populære produsenter og pris
Moderne selskaper tilbyr mange prøver av det aktuelle utstyret, forskjellig i konfigurasjon, pris og kvalitet. Men selv med ganske beskjedne økonomiske evner, er det mulig å hente og kjøpe en anstendig maskin for arbeidsformål. Og til og med utenlandske produsenter i denne forbindelse tilbyr rimelige priser. Disse inkluderer firmaene "Stomana" og "GriGGIO". Samtidig vil innenlandske produsenter også kunne tilby verktøy som har utmerket ytelse når det gjelder pris/kvalitetsforhold. Blant disse kan man merke seg produktene fra Kuibyshev Machine Tool Plant.
Kostnaden for profesjonelle modeller for industrien er svært høy. Prisen her vil først og fremst avhenge av konfigurasjonen, og deretter av produsenten.En standard industriell maskin vil koste omtrent 150 000 - 200 000 rubler. Hjemmeutstyr er mye billigere, men det er mindre funksjonelt. Prisen på husholdningsverktøy varierer fra 15 000 til 20 000 rubler. Samtidig, ifølge brukeranmeldelser, er førsteplassen i Russland i dag når det gjelder funksjonalitet og ytelse okkupert av SF-400A-modellen fra KSZ JSC - maskinen regnes som semi-profesjonell og koster omtrent 100 000 rubler.
Rangering av de beste skjøtene for 2025
Budsjettklasse (husholdningsmodeller)
3. plass: Encore Corvette 24
Denne modellen har mange funksjoner for en hjemmemaskin: den kan utføre grovhøvling, skjøting av forskjellige størrelser og til og med dimensjonere trelast. Maskinen har et automatisk arbeidsstykkematingssystem, og den er også utstyrt med termisk motorvern og magnetisk startanordning.

| Navn | Indeks |
|---|---|
| effekt, kWt | 1.25 |
| Akselrotasjon, o/min | 8000 |
| Høvledybde, mm | 2 |
| Vekt (kg | 31 |
| Pris, rubler | 18000 |
Fordeler:
- Allsidighet;
- Tilgjengelighet av tilleggsalternativer;
- Økonomisk kostnad.
Feil:
- Liten skrivebordslengde.
2. plass: Special SRM-2000
På grunn av den støpte basen er designet til denne modellen spesielt stiv. Dette vil ha en positiv effekt på dimensjonering av tømmeret og den ukantede/kantede platen. Modellen er utstyrt med en høyeffekts samlemotor. Det er en automatisk beskyttelse mot strømoverbelastning. I tillegg er det installert en remdrift som gir en viss grad av støyreduksjon.

| Navn | Indeks |
|---|---|
| effekt, kWt | 2 |
| Akselrotasjon, o/min | 8000 |
| Høvledybde, mm | 3 |
| Vekt (kg | 40 |
| Pris, rubler | 21000 |
Fordeler:
- Mulighet for forenklet samhandling med lange objekter;
- Høyden på arbeidsstykket økes til 160 mm;
- Hjelpevalser for føringen følger med settet.
Feil:
- Vanskeligheter med transport (monolittisk base).
1. plass: Interskol RS 330
Høykvalitets bearbeiding av materialer på denne maskinen oppnås ved bruk av økte akselhastigheter, utstyrt med to blader. Samtidig er verktøyet preget av redusert støy, til tross for bruk av kjededrift i designet. Det er en chip fjerning fra skrivebordet, en spesiell dyse for en støvsuger er inkludert.

| Navn | Indeks |
|---|---|
| effekt, kWt | 1.5 |
| Akselrotasjon, o/min | 9000 |
| Høvledybde, mm | 2.8 |
| Vekt (kg | 35 |
| Pris, rubler | 26000 |
Fordeler:
- Implementerte ytterligere sikkerhetstiltak (beskyttelse av bevegelige deler);
- Stort arbeidspotensial;
- Utstyrt med automatisk trekk.
Feil:
- Det er forbudt å behandle arbeidsstykker med høy luftfuktighet.
Mellomsegment (semiprofesjonelt)
3. plass: JET JWP 12
Et godt eksempel på semiprofesjonelt utstyr. Avviker gunstig med tilstrekkelig kraft på kollektormotoren, god hastighet på automating og økt hastighet på kutterakselen. Arbeidsbord er laget sammenleggbare for enkel transport. Et termisk blokkrelé er implementert i designet.

| Navn | Indeks |
|---|---|
| effekt, kWt | 1.8 |
| Akselrotasjon, o/min | 9000 |
| Høvledybde, mm | 2.5 |
| Vekt (kg | 27 |
| Pris, rubler | 29000 |
Fordeler:
- Har en nødnøkkel (umiddelbar tvungen avstenging);
- Det er beskyttelse mot overoppheting;
- Høyhastighets kutteaksel.
Feil:
- Krever konstant selvfjerning av sjetonger.
2. plass: JET JPT 10b
Maskinen er et utmerket eksempel på utstyr fra mellompriskategorien. Den er preget av tilstrekkelig allsidighet. Den er i tillegg utstyrt med et motortemperaturkontrollsystem. Det er et spesialstopp for skjøten og en følsom høveldybderegulator.

| Navn | Indeks |
|---|---|
| effekt, kWt | 1.5 |
| Akselrotasjon, o/min | 9000 |
| Høvledybde, mm | 3 |
| Vekt (kg | 34 |
| Pris, rubler | 32000 |
Fordeler:
- Ytterligere alternativer;
- Multifunksjonell justering;
- Gjeldende pris.
Feil:
- Lav matehastighet for arbeidsstykket.
1. plass: Hitachi P13f
Maskinen har et meget følsomt planedybdejusteringssystem, som beviser at den hører mer til profesjonelt utstyr. Med riktig oppsett og passende dimensjoner på brettet vil operatørens oppgave kun være å kontrollere og deretter motta den ferdige delen. Den har en startknapp beskyttet av et lokk.

| Navn | Indeks |
|---|---|
| effekt, kWt | 1.8 |
| Akselrotasjon, o/min | 9300 |
| Høvledybde, mm | 2.4 |
| Vekt (kg | 46 |
| Pris, rubler | 36000 |
Fordeler:
- De fleste prosesser er automatiserte;
- Forbedrede sikkerhetsfunksjoner;
- God skjæredybde.
Feil:
- Ikke funnet.
Premium klasse (profesjonell)
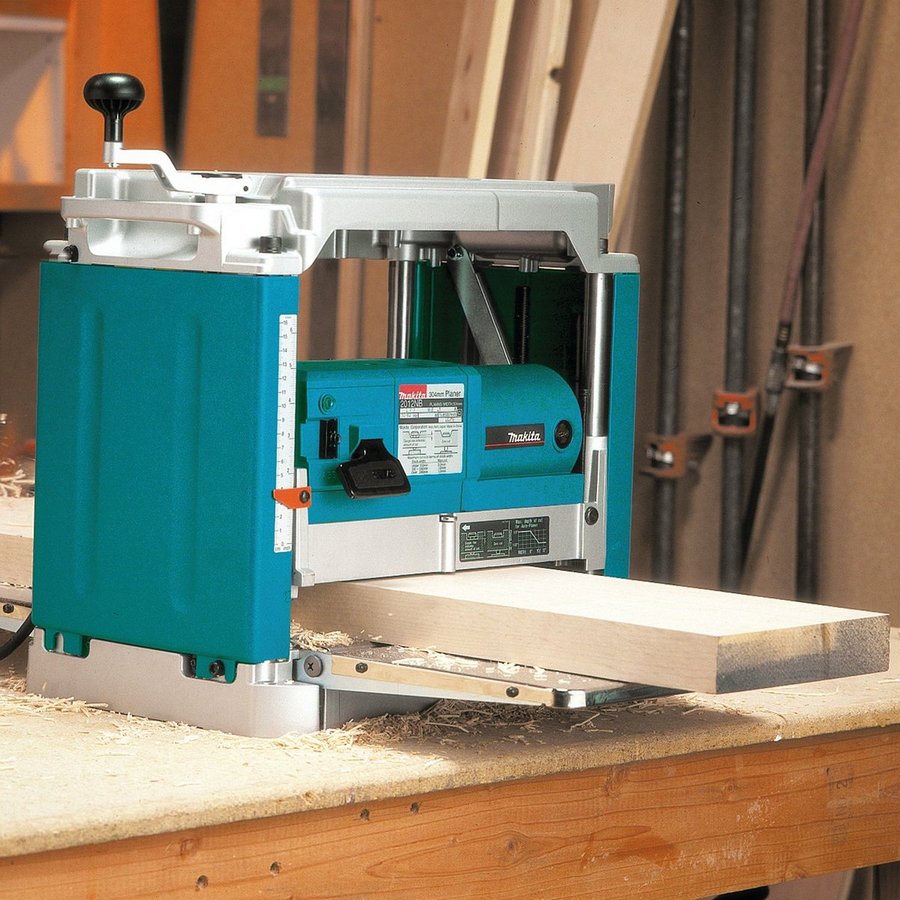
3. plass: Makita 2012 NB
Dette verktøyet har redusert tilbakeslag, noe som gir økt komfort under operasjoner. Og dette oppnås ved bruk av trykkfjærer og lagre ved bunnen av boltene. Den doble isolasjonen krever ikke at maskinen jordes, og den fabrikkinnstilte dybdejusteringen er ekstremt nøyaktig. Av minusene - etter transport er det nødvendig med ny justering av føringene.
| Navn | Indeks |
|---|---|
| effekt, kWt | 1.65 |
| Akselrotasjon, o/min | 8500 |
| Høvledybde, mm | 3 |
| Vekt (kg | 27 |
| Pris, rubler | 41000 |
Fordeler:
- Lav vekt;
- Ytterligere maler;
- Avtakbart pennal.
Feil:
- Må justeres etter forsendelse.
2. plass: DeWalt 733
Et spesialverktøy utviklet over Atlanterhavet for salg på det utenlandske markedet. Strengt blokkering av planelementet implementeres ved uoverstigelige hindringer (knivbladene varer lenger). Linjaler og måledeler er designet for det metriske systemet. Maskinen er utstyrt med en forsterket ramme, en støpt seng, bord festes spesielt sikkert.

| Navn | Indeks |
|---|---|
| effekt, kWt | 1.8 |
| Akselrotasjon, o/min | 10000 |
| Høvledybde, mm | 2 |
| Vekt (kg | 33 |
| Pris, rubler | 53000 |
Fordeler:
- Fiksering av høvelakselen;
- Forsterket ramme og seng;
- Høy akselhastighet.
Feil:
- Høy pris.
1. plass: Metabo HC 260
Verktøyet kombinerer opprinnelig små dimensjoner med stor vekt, en kraftig motor med lav akselhastighet. Den har imidlertid et støpejernsbord med justerbar stopp, noe som indikerer potensialet for tung bruk. I følge kundeanmeldelser kan den godt utføre de mest komplekse operasjonene i industriell skala.

| Navn | Indeks |
|---|---|
| effekt, kWt | 2.2 |
| Akselrotasjon, o/min | 6500 |
| Høvledybde, mm | 3 |
| Vekt (kg | 71 |
| Pris, rubler | 74000 |
Fordeler:
- Blokkering av brettet i tilfelle "omvendt streik";
- Magnetiske brytere;
- Allsidighet.
Feil:
- Massivitet.
I stedet for en epilog
Verktøyene som diskuteres i denne artikkelen er komplekst teknisk utstyr, så det er mer hensiktsmessig å kjøpe dem fra autoriserte forhandlere.Kjøp av et slikt produkt "fra hånd" betyr fravær av noen garantiforpliktelser fra selgerens side. Hvis du kjøper gjennom nettsider, bør du bare gjøre det på pålitelige nettsteder. Å kjøpe i detalj hos en autorisert forhandler kan være noe dyrere, men ofte er de også autoriserte servicesentre for reparasjoner.
nye oppføringer
Vurdering av de beste termiske salatbarene for 2025
Visninger: 26
Vurdering av de beste enhetene for kryolipolyse for 2025
Visninger: 26
Vurdering av de beste russiske sjampoene for hår i 2025
Visninger: 39
Vurdering av de beste kosmetologene i Moskva for 2025
Visninger: 24
Rangering av de beste beskyttelsesskodekslene for 2025
Visninger: 89
Kategorier

Topprangering av de beste og billigste scooterne opp til 50cc i 2025
Visninger: 131654

Vurdering av de beste lydisoleringsmaterialene for en leilighet i 2025
Visninger: 127694


De beste joggeskoene for menn i 2025
Visninger: 124037

De beste komplekse vitaminene i 2025
Visninger: 121942


Vurdering av de beste kartingklubbene i St. Petersburg i 2025
Visninger: 5635

Rangering av de beste takviftene for 2025
Visninger: 2205

Vurdering av de beste rimelige smarttelefonene for barn i 2025
Visninger: 2532

Den beste musikkproduksjonsprogramvaren og mikserne i 2025
Visninger: 12907
Nyttig

Rangering av de beste vakuumforseglerne for 2025
Visninger: 1939

Vurdering av de beste elektriske kokeplater for 2025
Visninger: 2342

Rangering av de beste pålitelige gå-bak-traktorene for 2025
Visninger: 17599

Beste antivirale midler i 2025
Visninger: 33335

Topp 15 hoverboards i 2025. Anstendig verdi for pengene
Visninger: 29340
Populære artikler
-
Topprangering av de beste og billigste scooterne opp til 50cc i 2025
Visninger: 131654 -
Vurdering av de beste lydisoleringsmaterialene for en leilighet i 2025
Visninger: 127694 -
Vurdering av billige analoger av dyre medisiner for influensa og forkjølelse for 2025
Visninger: 124521 -
De beste joggeskoene for menn i 2025
Visninger: 124037 -
De beste komplekse vitaminene i 2025
Visninger: 121942 -

Topprangering av de beste smartklokkene 2025 - forhold mellom pris og kvalitet
Visninger: 114981 -

Den beste malingen for grått hår - toppvurdering 2025
Visninger: 113398 -

Rangering av de beste tremalingene for interiørarbeid i 2025
Visninger: 110321 -

Vurdering av de beste spinnende hjulene i 2025
Visninger: 105332 -

Rangering av de beste sexdukkene for menn for 2025
Visninger: 104370 -

Rangering av de beste actionkameraene fra Kina i 2025
Visninger: 102218 -

De mest effektive kalsiumpreparatene for voksne og barn i 2025
Visninger: 102013