Vurdering av de beste hullstanserne, stansene og kutterne for lær og stoff for 2025

Stanser, perforatorer og kuttere er strukturelt forskjellige verktøy i lærbransjen, men de har et felles formål - å lage hull i materialer. De er også i stand til å utføre mange typer arbeid knyttet til klargjøring av forskjellige tette materialer og lær for søm. Disse materialene har som regel høy stivhet, noe som gjør det ekstremt vanskelig å jobbe med dem uten de aktuelle instrumentene. Dessuten er noen manipulasjoner uten dem umulig å utføre i det hele tatt. Hullhullsmaskiner kan brukes ikke bare til stoff og lær, men også til presenning og lær. Hullene de lager er jevne og av høy kvalitet enn når man utfører lignende operasjoner med synål, bor eller syl.
Innhold
Klassifisering og enhet
På grunn av det faktum at huden har en høy tetthet, er en nål eller en syl ikke alltid egnet til å pierce den. Fra dette er det klart at for større effektivitet bør et spesialverktøy (stanser og hullmaskiner) brukes, hvis modeller kan deles inn i:
- små bokstaver;
- krøllete;
- Roterende;
- Ringe;
- Slutt.
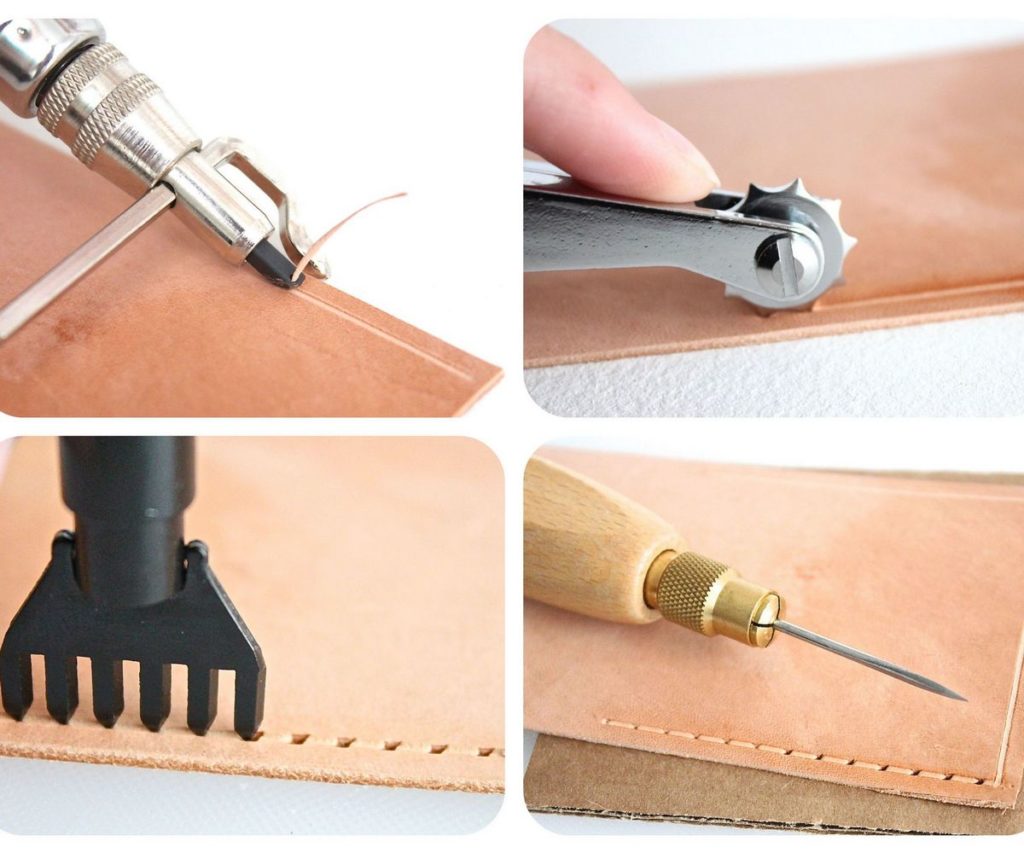
Standard stansen er et rør med en skarpslipt arbeidsflate. Skarp skjerping er hoveddesignkravet, basert på det faktum at jo mindre området på enheten er i kontakt med materialet, jo lettere er det å lage hull i det.
VIKTIG! Det er fullt mulig å lage en hull- og stanseenhet på egen hånd, du trenger bare å plukke opp et rør med ønsket diameter og skjerpe det med høy kvalitet.
Det finnes også moderne modeller som har funksjonen å rømme. For slike prøver består arbeidssyklusen av to trinn:
- Spissen slår et hull;
- Spesielle innebygde blad utvider åpningen til en gitt størrelse.
Selve rømmeprosessen er en mekanisk bearbeiding av materialet, der nøyaktigheten til det utstansede hullet beregnes i tideler av en millimeter. Å utføre slike manipulasjoner manuelt er nesten umulig, fordi. det vil være nødvendig å bruke overdreven muskelanstrengelse på enheten, og observere økt nøyaktighet. I forsenken, som arbeidsdrev, kan ulike maskinverktøy for metallbearbeiding brukes. Formen på hullet vil avhenge av arbeidsdelen av hullmaskinen. Som et eksempel kan vi gi den koniske formen til verktøyet, fra virkningen av hvilke runde hull vil bli oppnådd.
Modeller for maljer
For å installere maljer (beslag som beskytter hull mot ødeleggelse) på materialet, må du lage runde hull med en viss diameter. Det er veldig vanskelig å utføre en slik operasjon ved hjelp av et improvisert verktøy eller hjemme. Derfor, for denne prosessen, brukes spesielle enheter som, mens de lager hull, samtidig fikser spesielle felger på kantene som beskytter kantene på hullene mot ødeleggelse. Vanligvis kan slike nagler også inneholde firmalogoen til produsenten eller bedriftsmønsteret. Grommet-modeller perforerer ikke bare produkter, men kan samtidig bøye kantene på hullene, som i fremtiden ikke vil kreve spesiell behandling av kantene.
Inline modeller
Formen deres kan sammenlignes med en kam eller en bordgaffel. De har spesielle pigger som er arrangert i en enkelt linje, som står i like avstand fra hverandre.På denne enheten er det nåler i mengden to til seks stykker. De er installert på samme linje, langs hvilken den fremtidige sømmen vil passere. Ved å slå på endedelen av enheten, blir materialet som behandles gjennomboret og det lages hull i det. Syhastigheten vil avhenge av antall pigger på stinghullet. Når penetreringen er fullført, fjernes piggene fra hullene, og selve kammen flyttes til ønsket avstand til en av sidene, og observerer trinnets jevnhet. Linjestansere kan deles inn i to alternativer:
- Produkter som fungerer etter prinsippet om en kutter som presser / stikker hull og skyver materialet fra hverandre;
- Produkter som kutter et lite hulrom i materialet, med det resulterende overskuddet fjernet (dette alternativet etterlater den høyeste kvaliteten og de mest nøyaktige hullene).
Det er verdt å merke seg at for modeller med små bokstaver kan piggene ha en annen form. Oftest er det runde og halvsirkelformede alternativer, men det er også:
- diamantformet;
- trekantet;
- skrå;
- Rektangulær.
VIKTIG! En viktig rolle i arbeidet med presserende prøver spilles av tykkelsen på delen av piggene og avstanden mellom dem. For eksempel gjøres fransk søm vanligvis med skrå stanser, og disse brukes tradisjonelt til å sy vesker eller bearbeide skinnklokkeremmer.
Hvis det er ment å jobbe med veldig grovt og tett materiale, er det å foretrekke å bruke kuttere, der piggene har større diameter og økt avstand. Dette forholdet lar deg blinke det fremtidige produktet med tykkere tråder.Det skal bemerkes at for denne kategorien er det ingen universell verktøykasse som passer for alle arbeidssituasjoner, derfor, jo flere forskjellige linjekammer mesteren har, desto større spekter av oppgaver kan han utføre.
VIKTIG! Den romboide formen på piggene er karakteristisk for den kinesiske skredderskolen, som har utviklet seg historisk. Linjestanserne deres er klassisk 1, 2, 4, 6 tenner med en standardavstand på 5 millimeter mellom dem.
Revolver modeller
I sitt utseende ligner de aktuelle enhetene tang, på den ene delen er det installert en revolver-type enhet for å slå hull. Ved å bruke en slik prøve er det nødvendig å snu enheten og installere arbeidspiggen av ønsket type. Deretter gjenstår det å legge materialet til behandling og trykke på håndtaket for å lage et hull. Som standard er seks pigger med en diameter på 2 til 4,5 millimeter installert i roterende modeller. Risikoen for å rulle trommelen under drift forhindres av en spesiell blokkering. Men ett trykk på denne modellen betyr utførelse av ett hull, noe som indikerer at det ikke er mulig å få en søm med en gang. Hovedformålet med roterende enheter er å slå enkelthull, for eksempel for et midjebelte eller en stropp til en veske.
Krøllete modeller
Å stanse hull ved hjelp av ring- eller figuranordninger innebærer fjerning av en del av materialet som faller under deres arbeidsdel. Ved hjelp av slike enheter er det mulig å utføre spor i store størrelser. Deres tradisjonelle form er et vanlig rør med en spiss ende. Kutting utføres ved å påføre den spisse delen på materialet og slå hardt mot enden av verktøyet. Utvalget i denne modellserien er veldig stort.Takket være dem er det mulig å lage ikke bare et ovalt eller rundt hull, men også gjenta konturene til komplekse geometriske former - stjerner, polygoner, trapeser, etc. De aktuelle modellene leveres vanligvis i sett, hvor rørene har en diameter på 2 til 22 millimeter.
Sluttmodeller
De brukes oftest til å kutte hud. Spesielle trimmere som brukes til å behandle belter, som er formet som en bøyd stålplate, har fått stor popularitet. Det er praktisk å kutte bånd for midjebelter med en slik plate.
"Jakt"-modeller
Med deres hjelp kuttes det spesielt av vatt, som deretter settes inn i patronen. De har store former, sammenlignet med skreddersøm. Deres diameter tilsvarer kaliberet til patronen som er lastet med dotten. Hovedformålet deres er å kutte det ønskede stykket fra et veldig tett materiale, som er standard kork, papp eller filt.
Spesialmodeller
Disse variasjonene er utstyr som kan fungere både på skinn og tett stoff, og på metall. Disse kan omfatte:
- Pneumatisk - slike prøver krever tilkobling til en pneumatisk kompressor. De brukes til å behandle forskjellige materialer opp til tinn, metallplater eller metallfliser.
- Hydraulisk - de ligner i større grad i prinsippet om drift og utseende industrielle maskiner designet for å lage hull i metall.
- Manuell - disse variasjonene for tette materialer vil kreve bemerkelsesverdig styrke fra mesteren. Selve kroppen deres er alltid laget av slitesterkt karbonstål, på grunn av spesifikasjonene ved å behandle tette produkter. På grunn av deres massive design er de mindre utsatt for deformasjon når de stuper inn i arbeidsstykket.
VIKTIG! Spesielle modeller kan miste skarpheten veldig raskt, så en periodisk skjerpingsprosedyre er gitt for dem. Samtidig er det nødvendig å skjerpe arbeidsdelen ikke bare på utsiden, men også på innsiden, og fullføre denne prosessen med polering.
Grunnleggende om bruk av hull og slag
Først av alt bør du velge riktig verktøy. Dens stigning, diameteren til stansearbeidsdelen og produksjonsmaterialet må samsvare med den aktuelle oppgaven. Da trenger du:
- Marker plasseringen av det fremtidige hullet på det eksisterende arbeidsstykket;
- Installer verktøyet på en slik måte at dets arbeidsdel passer tett inn i det fremtidige hullet, uten å gå utover det nødvendige rammeverket;
- Det er viktig å observere plasseringen av intervallet mellom hullene på grunnlag av ensartethet, og alle merker skal være plassert på samme linje;
- Etter å ha kontrollert alle målene nøyaktig, påføres verktøyet på arbeidsstykket og dets aktiveringselement presses (for endeender - et slag til enden, for revolvere - grep klemmes, etc.). Trykkkraften må tilsvare materialets tetthet;
- Etter pressing er det nødvendig å fjerne det utskårne elementet på arbeidsstykket eller rengjøre det resulterende hullet.
Ved bruk av det aktuelle utstyret anses valg av intervall og sentrering av verktøyet som viktige forhold. Hvis disse forholdene er "uenige" med hverandre, kan det hende at hullene ikke er på samme linje. Når du slår det første hullet (eller settet med hull), må intervallet og retningen opprettholdes konstant, da vil det resulterende resultatet ikke kunne skilles fra fabrikkarbeidet. Ovennevnte behandlingsprinsipper gjelder ikke bare for stansing av hull, men også for montering av knapper og nagler.
VIKTIG! Verktøyet vil vare mye lenger hvis du legger et spesielt underlag i form av en polymerplate under arbeidsstykket. Uttrekkingen av arbeidsstykket på slutten av arbeidet må utføres vertikalt, og unngå at det svinger.
Selvlaget stepper punch
Trinnverktøyet regnes med rette som en av hovedenhetene for å jobbe med lær, som brukes til å lage hull når du syr emner. Som en konstruktiv base for det er det mulig å bruke en vanlig bordgaffel. Sistnevnte er å foretrekke å velge fra rustfritt stål (bare ikke aluminium), som har et flatt håndtak. Tennene bør helst være rektangulære eller trekantede.
Først må du bli kvitt konveksiteten til tennene ved å justere dem. For å gjøre dette er det nødvendig å varme opp arbeidsdelen over brannen, etter å ha holdt gaffelhåndtaket i en skrustikke, og banke på tennene med en hammer. Videre files tennene forsiktig med en baufil, og deretter brytes av med en tang. Også den overflødige delen av håndtaket sages av med en baufil, for å gi den en jevn form på baken for støt, og den skarpe kanten dannet langs kantene rengjøres med en fil. Neste trinn vil være prosessen med å utjevne bredden på gaffeltindene, fordi de ytre tindene på gaffelen er litt bredere enn de midterste.
På det siste stadiet er det nødvendig å skjerpe arbeidselementene til enheten med en nålefil, og sørg for at lengden på tennene er ensartet, ellers vil størrelsen og formen på de utstansede hullene variere.
Før du bruker den resulterende enheten, er det nødvendig å sjekke kvaliteten på fremtidige hull på unødvendige skrap av læremner. Hvis en justering er nødvendig, må den utføres ved å slipe arbeidsfeddene.
Det er verdt å merke seg at for håndtaket er det mulig å bruke en del av et annet verktøy som har forfalt med en passende størrelse for å sikre fullstendig bekvemmelighet med å treffe endedelen, med riktig fordeling og påføring av slagkraften over alle tennene.
Vanskeligheter med valg
Når de jobber med lær, stiller de fleste nybegynnere seg selv spørsmålet: hvilket stanseutstyr bør foretrekkes? Valget av verktøy av høy kvalitet lar deg raskt og effektivt merke arbeidsstykket, stanse og stanse hull, samtidig som du velger riktige former og størrelser. Derfor, når du velger, må du følge noen få enkle regler:
- Den ovale modellen er flott for de fleste skinnjobber, fra flere hull i et midjebelte til alternativer for enkeltveske;
- Krøllete modeller er et designverktøy, fordi med deres hjelp utføres kompleks geometri: halvmåner, blomster, dråper og til og med sommerfugler;
- Line-modeller er egnet for å lage mange alternativer for et sett for hullsnøring.
De fleste fagfolk foretrekker å bruke runde stanser med 4-5 mm stigning oftere, og i spesielle tilfeller, bruk et ikke for dyrt diamantformet sett. Når du kjøper, må du være oppmerksom på kvaliteten på tennene - enten de er polerte eller ikke. Arbeid med en stanse hvis tenner er polert vil være noe raskere, siden det vil være lettere for ham å stikke seg inn i arbeidsstykket enn for upolerte tenner, som vil klamre seg til kantene av hullene. Polerte prøver er mye dyrere enn upolerte motstykker. Men hvis det er tenkt engangsarbeid, er det mulig å klare seg med et upolert verktøy.
Det er verdt å merke seg at enheter laget i Japan, Tyskland og USA er mer populære. Kinesiske enheter, selv om de er veldig billige, har ofte ikke engang de minste nødvendige egenskapene. Det beste produksjonsmaterialet for de aktuelle verktøyene er slitesterkt legert stål. Når det gjelder sliping av arbeidstennene, ville det være bedre om de er diamantslipte eller i tillegg herdet.
Vurdering av de beste hullstanserne, stansene og kutterne for lær og stoff for 2025
Budsjettsegment
3. plass: "PHM-06 - Micron, mørk grå"
Denne prøven er en rimelig og pålitelig løsning, spesielt egnet for en nybegynner i skinn. Den er laget av slitesterkt metall og hovedformålet er innenlandsbruk. Designet gir et håndtak med et sklisikkert belegg, og verktøyets diameter er 8 millimeter. Perfekt for arbeid med tett stoff, lær, semsket skinn og lær. Den anbefalte kostnaden for detaljhandelskjeder er 290 rubler.

Fordeler:
- En utmerket variant for en nybegynnermester;
- Nok kapasitet til å behandle ulike materialer;
- Sklisikkert belegg.
Feil:
- Ikke egnet for fine stoffer.
2. plass: "Gjør det!" for lær halvsirkelformet 50mm"
En utmerket modell for stansing og trimming av skinnprodukter og ulike skinnstrimler med en bredde på opptil 50 millimeter. Skjæredelen, laget i form av en halvsirkel, er fast sveiset til håndtaket, noe som gjør det lettere å jobbe med et slaginstrument. Slagkraften er riktig fordelt over hele skjærekanten. Avviker i brukervennlighet.Den anbefalte kostnaden for detaljhandelskjeder er 350 rubler.

Fordeler:
- Brukervennlighet;
- Jevn fordeling av slagkraft langs skjærekanten;
- Holdbart produksjonsmateriale.
Feil:
- Ikke funnet.
1. plass: "Slitter for lær og papp "Russia-18360S"
Denne hullmaskinen brukes til å lage hull med diametre på 2,5-3,0-3,5-4,0-4,5-5,0 millimeter. Perfekt egnet for arbeid med materialer som lær og papp, plast og tekstiler, samt andre myke underlag. Enheten er preget av en godt justert stigning mellom tennene, og håndtakene er utstyrt med et spesielt antisklibelegg. Den etablerte kostnaden for butikkjeder er 475 rubler.
Fordeler:
- Brukervennlighet;
- Bredt spekter av bruksområder;
- Anti-skli håndtak.
Feil:
- Jo sterkere arbeidsstykket er, jo mer muskelinnsats kreves.
Mellomprissegment
3. plass: "Leather Punching Tools - 10PCS "BLGT"
Dette settet med stanser tilhører den semi-profesjonelle kategorien, det inneholder de mest populære størrelsene for å lage hull. Leveres med en praktisk oppbevaringsveske. Alle elementene er laget av slitesterkt legert stål. Endestøtdelen fordeler den påførte kraften jevnt til alle kanter, hvoretter det bare gjenstår å fjerne den kuttede sirkelen. Størrelsene på stansene varierer fra 0,5 til 5 millimeter. Den anbefalte kostnaden for butikkjeder er 875 rubler.

Fordeler:
- Stort sett av høy kvalitet;
- Slitesterk utførelse stål;
- Praktisk oppbevaringsveske.
Feil:
- Ikke funnet.
2. plass: "PHM-01 - Micron"
Et utmerket semiprofesjonelt håndverktøy. For å jobbe med det er det ikke nødvendig med fremmedverktøy (som en skredderhammer eller hammer). Den kan brukes både hjemme og i profesjonell skreddersøm. Dysene som er inkludert i settet er laget av slitesterkt metall, og selve designet er utstyrt med et komfortabelt arbeidshåndtak. Diameteren på dysene varierer fra 1,5 til 4 millimeter. Hovedformålet med enheten er behandlingen av tett stoff, semsket skinn og lær, samt lær. Den etablerte kostnaden for detaljhandelskjeder er 1700 rubler.

Fordeler:
- Sett med dyser inkludert;
- Praktisk arbeidshåndtak;
- Ikke behov for tredjepartsverktøy.
Feil:
- For høy pris.
1. plass: "Buffalo - 7 mm"
Denne enheten er svært spesialisert og er designet for å stikke hull i skinnklokkeremmer. Avstanden mellom hullene er 7 millimeter, og hulldiameteren er 2 millimeter. Antall tenner på kammen er fire. Tennene på armaturet er utskiftbare, men de må kjøpes separat. Stanshullet representerer formen til en vanlig sirkel. Tennene er fabrikkslipte og er umiddelbart klare til bruk. Produksjonsmateriale - rustfritt stål. Opprinnelseslandet er Russland under en amerikansk lisens. Den etablerte kostnaden for butikkjeder er 2400 rubler.

Fordeler:
- Robust konstruksjon;
- Mulighet for utskifting av tips;
- Kvalitetsproduksjon.
Feil:
- Høy pris.
Premium klasse
3. plass: "Sett med figurerte slag "BLGT"
Dette settet er et flott funn for en profesjonell skredderdesigner. Inkluderer 52 deler av forskjellige komplekse geometriske former, som er laget av legert stål. Skjærekantene deres er skikkelig skjerpet og i stand til å skjære gjennom selv det tykkeste skinn. Den etablerte kostnaden for detaljhandelskjeder er 2450 rubler.

Fordeler:
- Tilstrekkelig pris for et så stort antall dyser;
- holdbart produksjonsmateriale;
- Utmerket sliping av skjærekanter.
Feil:
- Ikke funnet
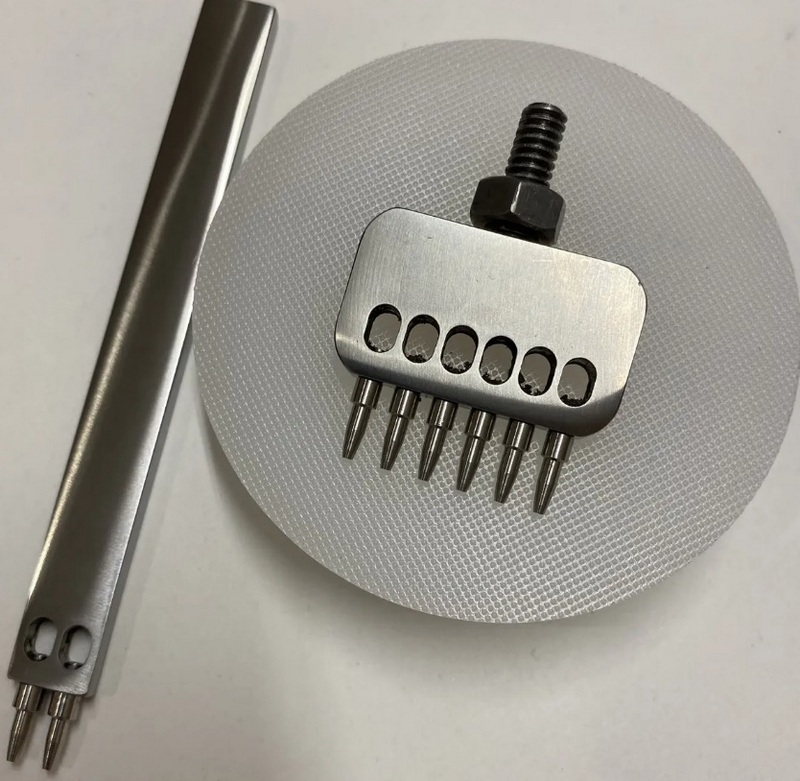
2. plass: "Buffalo - 5 m"
Dette settet har et universelt formål og kan brukes både separat og som dyse for Ter-2 eller Pressmark presser. Settet inkluderer en 6-pinners stanse, en 2-stifts stanse, og en polstret dyse laget av polypropylen for enkel stansing. Stingtrinnet til enheten etterlater 5 millimeter, og diameteren på utskjæringshullet er 1 millimeter. Tennene kan erstattes, materialet for produksjon av enheten er rustfritt stål. Den etablerte kostnaden for detaljhandelskjeder er 3400 rubler.
Fordeler:
- Allsidig bruk;
- Variasjon av dyse;
- Utskiftbare tenner;
- Kvalitets metallutførelse.
Feil:
- Høy pris.
1. plass: "ZTools - 2 - 5"
Denne enheten tilhører profesjonelle skreddersøm for lærindustrien. Strukturen er laget av høykvalitets legert stål. Settet inneholder to dyser for henholdsvis fem og to tenner. Det er mulig å bruke dyser både separat og samtidig (når de er installert i en passende presse). Selve stansene kan endres ved å variere diameteren.Den etablerte kostnaden for detaljhandelskjeder er 3 800 rubler.

Fordeler:
- Allsidighet;
- Produksjonsmateriale - legert stål;
- Evne til å jobbe med pressen.
Feil:
- Overpris.
I stedet for en epilog
En gjennomgang av det moderne markedet for enhetene under vurdering har fastslått at det i nesten alle segmenter presenterer produkter fra en utenlandsk produsent. Samtidig er den ganske i stand til å møte de deklarerte prisene når det gjelder kvaliteten, selv om prisene kan virke ganske høye. Det anbefales å kjøpe slike verktøy gjennom nettbutikker, fordi det er mulig å finne et tilstrekkelig utvalg i dem som kan tilfredsstille både en profesjonell håndverker og en amatør. Når det gjelder merkevarene til de produserende landene, vil jeg merke meg de tyske selskapene som har alle de gode egenskapene til varene som leveres, og i motsetning til andre prøver de å fylle markedet ikke med individuelle verktøy, men heller utvidede sett på en gang . Den russiske produsenten er ikke engang representert av sine egne produkter, men den produserer varer med anstendig kvalitet under lisens fra det amerikanske selskapet Buffalo.
nye oppføringer
Vurdering av de beste termiske salatbarene for 2025
Visninger: 29
Vurdering av de beste enhetene for kryolipolyse for 2025
Visninger: 29
Vurdering av de beste russiske sjampoene for hår i 2025
Visninger: 42
Vurdering av de beste kosmetologene i Moskva for 2025
Visninger: 28
Rangering av de beste beskyttelsesskodekslene for 2025
Visninger: 92
Kategorier

Topprangering av de beste og billigste scooterne opp til 50cc i 2025
Visninger: 131660

Vurdering av de beste lydisoleringsmaterialene for en leilighet i 2025
Visninger: 127698


De beste joggeskoene for menn i 2025
Visninger: 124042

De beste komplekse vitaminene i 2025
Visninger: 121946

Beste vaskemaskiner for vaskerier i 2025
Visninger: 2286

Vurdering av de beste elektriske scooterne for 2025
Visninger: 27292

Vurdering av de beste bearbeidede ostene for 2025
Visninger: 9277

Smartphone BQ-5056 Fresh - en verdig nyhet fra 2018
Visninger: 7535

Smartphone Umidigi F1: fordeler og ulemper
Visninger: 4816
Nyttig

Rangering av de beste vakuumforseglerne for 2025
Visninger: 1940

Vurdering av de beste elektriske kokeplater for 2025
Visninger: 2342

Rangering av de beste pålitelige gå-bak-traktorene for 2025
Visninger: 17603

Beste antivirale midler i 2025
Visninger: 33338

Topp 15 hoverboards i 2025. Anstendig verdi for pengene
Visninger: 29342
Populære artikler
-
Topprangering av de beste og billigste scooterne opp til 50cc i 2025
Visninger: 131660 -
Vurdering av de beste lydisoleringsmaterialene for en leilighet i 2025
Visninger: 127698 -
Vurdering av billige analoger av dyre medisiner for influensa og forkjølelse for 2025
Visninger: 124526 -
De beste joggeskoene for menn i 2025
Visninger: 124042 -
De beste komplekse vitaminene i 2025
Visninger: 121946 -

Topprangering av de beste smartklokkene 2025 - forhold mellom pris og kvalitet
Visninger: 114 985 -

Den beste malingen for grått hår - toppvurdering 2025
Visninger: 113401 -

Rangering av de beste tremalingene for interiørarbeid i 2025
Visninger: 110327 -

Vurdering av de beste spinnende hjulene i 2025
Visninger: 105335 -

Rangering av de beste sexdukkene for menn for 2025
Visninger: 104374 -

Rangering av de beste actionkameraene fra Kina i 2025
Visninger: 102222 -

De mest effektive kalsiumpreparatene for voksne og barn i 2025
Visninger: 102016