Labāko griezējinstrumentu vērtējums 2025. gadam

Ievērojams daudzums virpošanas darbu tiek veikts ar speciālu frēžu palīdzību. Lietošanas biežuma ziņā griezējinstrumenti ieņem vienu no vadošajām vietām starp šīm sprauslām. Tie ir virpošanas instrumenti, kas paredzēti dziļu un šauru rievu griešanai tukšos priekšmetos. Šādi modeļi, kā likums, tiek izmantoti, lai noņemtu jau apstrādātu sagatavi no stieņa, kas tika padota caur vārpstas caurumu. Sakarā ar to griešanas malas īpašo specifiku, nogrieztie paraugi ievērojami atšķiras no saviem kolēģiem: vītņotie, caurumi, urbšanas un cita veida griezēji.
Nogriešanas darbība neaizņem tik lielu darba laika daļu salīdzinājumā ar kopējo detaļas apstrādei patērēto laiku, tomēr bieži vien tā ir pēdējā kopējā darba cikla sarakstā, kas ir saistīts ar sagataves gala virsmas kvalitatīvas apstrādes nodrošināšana. Nepareiza asināšanas leņķa izvēle uz griešanas plāksnes ievērojami palielina šķembu un raupjuma risku uz griezuma virsmas, kas, savukārt, novedīs pie izstrādājuma defektiem vai padarīs neiespējamu tā tālāku apstrādi. Viena no nogrieztā pagrieziena griezēja galvenajām iezīmēm ir tā, ka tās priekšējā daļa darbības laikā iegremdējas sašaurinātā rievā, kuras diametrs ir nedaudz lielāks par griešanas malas asmens platumu. Šis apstāklis rada zināmas grūtības atkritumu šķembu noņemšanai un sprauslas dzesēšanas procesam, kas prasa nestandarta darba risinājumu izmantošanu.

Saturs
- 1 Griešanas griezēja dizaina iezīmes
- 2 Griešanas griezēju veidi un apjoms
- 3 Apgrieztie griezēji - specifika un priekšrocības
- 4 Pielietotais marķējums
- 5 Karbīdu izmantošanas priekšrocības griešanas ieliktņos
- 6 Ieteikumi griezējinstrumentu izvēlei
- 7 Darbplūsmas pamati
- 8 Labāko griezējinstrumentu vērtējums 2025. gadam
- 9 Epiloga vietā
Griešanas griezēja dizaina iezīmes
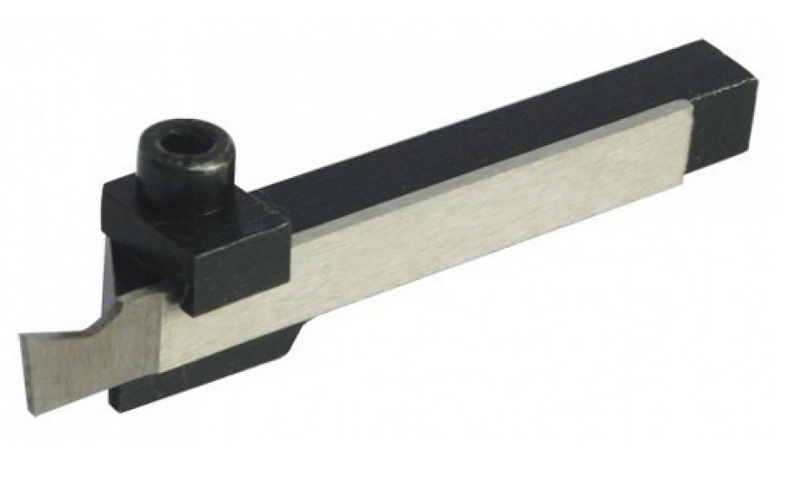
Viņš pats ir monolīts pilnmetāla virpošanas instruments, kas sastāv no plakanas galvas un masīva turētāja. Galvas galā ir griešanas plāksne. Salīdzinājumā ar citiem virpošanas sprauslu veidiem, papildus galvenajai griešanas malai, frēzei ir arī divas palīgierīces, kas atrodas abās galvenās pusēs, paredzētas virsmu griešanai griežamās spraugas pusē. Pļaušanas galviņas asmens kļūst šaurāks, ja tiek virzīts uz turētāju 1-3 grādu leņķī katrā pusē. Šī konstrukcijas iezīme ir nepieciešama, lai varētu samazināt sprauslas berzi pret rievas sieniņām, kā arī lai uzlabotu griešanas šķidruma cirkulāciju un skaidu izmešanu.
Asmens galvas platums var būt no 3 līdz 10 milimetriem, un tā garums ir jāizvēlas tā, lai tas būtu par dažiem milimetriem lielāks attiecībā pret sagataves rādiusu. Lai palielinātu izturību un samazinātu vibrācijas līmeni, nepieciešams izmantot īpašus griezēju veidus, kuros tiek palielināta priekšējā daļa. Šādam instrumentam kvalitatīvu līdzsvaru piešķirs galviņas, kurām augšpusē ir noapaļoti izvirzījumi (tos sauc arī par “gaiļiem”) un kas ļaus novietot griezējmalu uz vienas līnijas ar turētāja asi.
Griešanas griezēju veidi un apjoms
Strukturāli apskatāmās sprauslas ir sadalītas saliekamās un monolītās (pilnmetāla).Pēdējie ir izgatavoti no lieljaudas instrumentu tērauda, un to galvenos tehniskos parametrus regulē 1973. gada valsts standarts Nr. 18874. Šāda griezēja maksimālie izmēri ir:
- Pilns garums - 80 milimetri;
- Galvas garums - 15 milimetri;
- Griešanas malas platums ir 12 milimetri.
SVARĪGS! Tā kā incisālā mala ir noslīpēta, šī instrumenta galvas garums samazināsies, kas attiecīgi samazinās nogriešanas diametra robežu.
Saliekamos modeļus savukārt var iedalīt divos veidos. Pirmais veids izskatās pēc monolīta parauga, kurā gan galva, gan turētājs ir izgatavoti no viena stieņa, bet griešanas plāksne ir atsevišķs saliekams elements, kas uzstādīts galvas galā. Tās nostiprināšanu var veikt divos veidos – vai nu pielodējot pie pamatnes, vai ar mehānisku stiprinājumu.
Otrais saliekamo modeļu veids ir kļuvis par visizplatītāko mūsdienu salikto priekšzobu pasaulē. Tam ir gara un plakana galva ar griezējmalu, kas ir mehāniski nostiprināta speciālā rāmī, kas darbojas kā sava veida turētājs. Šie griezēji tiek pārdoti ar maināmiem ieliktņiem, kuru biezums un platums atšķiras. Cita starpā daži no aprakstītajiem paraugiem spēj pielāgot savas galvas izmešanas garumu.
Papildus klasiskā dizaina griešanas uzgaļa pastiprinātajām un standarta versijām, darbam īpašos apstākļos var izmantot arī cita veida griezējinstrumentus, kas var kompensēt virpas zemo stingrību vai mazo jaudu. Tas ietver apgrieztus vai atsperu modeļus, ko bieži izmanto maza mēroga ražošanā vai mājsaimniecības darbnīcās.To galvas spēj kompensēt dinamiskās triecienslodzes un absorbēt (cik vien iespējams) radītās vibrācijas, un tas sasniegs vēlamo virsmas kvalitāti un pasargās griešanas malu no bojājumiem.
SVARĪGS! Apgriezto modeļu popularitāte ienāca apmēram pirms pieciem sešiem gadiem, pateicoties tam, ka tika izstrādāts efektīvs un ērti lietojams griezējieliktnis.
Apgrieztie griezēji - specifika un priekšrocības
Šāda veida griešanas iekārtas tiek sauktas tā, jo tās darbojas pretēji pulksteņrādītāja virzienam, t.i., vārpstas pretējā virzienā. Tās dizains ir nedaudz līdzīgs lietvedības nazim: uz slīpa gala ir piestiprināta plāksne gara asmens formā un turētājs. Asmens izgatavots no ātrtērauda, kas leģēts ar kobaltu un šķērsgriezumā vizuāli attēlots kā otrādi apgriezts burts “T”, kurā it kā saīsināti abi šķērsstieņi. Griešanas malas gala asināšanas leņķis ir septiņi grādi, ražotājs var ražot instrumentus dažādos biezumos no vienas līdz trīspunktu divām milimetra desmitdaļām.
Galvenā apskatāmā frēzes priekšrocība ir atvieglota skaidu noņemšana, jo, griežot vārpstu pretējā virzienā, skaidas sava svara ietekmē tiek izmestas uz leju. Šis režīms ievērojami samazina darba rievas piepildīšanas iespējamību ar izlietotām skaidām, kas nozīmē, ka gandrīz nepastāv mašīnas sabojāšanās vai iesprūšanas risks. Šādas sprauslas papildu priekšrocības ir:
- Vienkārša asmeņu asināšana;
- Iespēja apstrādāt palielinātā sasniedzamībā;
- Dzesēšanas procesa optimizācija (šķeldas nokrīt, un dzesēšanas šķidrums tiek piegādāts no augšas);
- Ilgs kalpošanas laiks pat ar atkārtotu griešanas ieliktņa slīpēšanu.
Cita starpā apgrieztajam griezējam ir punktu augstuma regulēšanas sistēma, kas padara nepieciešamību regulēt sprauslas pozīciju pozīcijā, izmantojot blīves, vienkārši lieki.
Pielietotais marķējums
Krievijas Federācijā ir trīs valsts standarti (GOST), kas izstrādāti vēl padomju laikos un ir spēkā kopš 1973. gada (tiem dokumenta digitālā nosaukuma beigās ir indekss “73”) un kuri ir izstrādāts, lai izstrādātu noteikumus griezējinstrumentu marķēšanai. No ātrgaitas tērauda izgatavoto sprauslu un to standarta izmēru kodējumu nosaka standarts Nr. 18874; sprauslas ar cieta sakausējuma plāksnēm - standarts Nr.18884; ar izliektām plāksnēm ("cockerel") karbīds - standarts Nr.18894. Vienkārši nav iespējams pareizi noteikt ģeometriju un tipu ar marķējumu, neizmantojot šo standartu tehniskās tabulas. Visos trīs uzskaitītajos normatīvajos dokumentos katram veidam ir savs kods un tabulās norādītais parametru skaits. Vienīgais atšifrējamais marķējuma informatīvais elements ir griešanas daļas sakausējuma klasifikācija. Piemēram, labajam griezējam, kas izgatavots no ātrgaitas tērauda, ir šādas īpašības:
- Šķērsgriezums - 16x16 milimetri;
- Garums - 80 milimetri;
- Galva - 15 milimetri;
- Asmens platums - 12 milimetri.
Iepriekš minētie parametri saskaņā ar standartu Nr.18874 būs ar vispārīgu marķējumu "2120-0519". Frēze ar līdzīgu ģeometriju, bet ar karbīda ieliktni tiks marķēta, pamatojoties uz standartu Nr. 18884, kā "2130-055 T5K10". Pēdējā burtu un ciparu kopa nozīmē titāna karbīda un kobalta klātbūtni karbīda sastāvā, kur 10 ir pēdējā procentuālā daļa.Lai iegūtu plašāku informāciju, daži ražotāji īpaši izceļ krāsainā materiāla veidu. Piemēram, iepriekš minētais "T5K10" ir dzeltens.
Pasaulē ir arī universāla starptautiska sistēma griezējinstrumentu apzīmēšanai ISO (Starptautiskā standartizācijas organizācija) gradācijā. Šīs organizācijas atbilstošais dokuments ir ļoti apjomīgs, satur daudz raksturlielumu, tāpēc pilnais marķējums šķiet diezgan garš. Kā piemēru var norādīt atšifrējumu "QFGD2525R2252H" kategorijā "Rievu veidošana un ārējie griezumi", kur:
- Q - griešanas turētājs;
- F - gala apstrāde;
- G - plāksnes izmēri;
- D - abpusējām plāksnēm;
- 25 – turētāja augstums;
- 25 – turētāja platums;
- R - pa kreisi, pa labi, neitrāls;
- 22 - maksimālais darba dziļums;
- 52 - minimālais iegriešanas diametrs;
- H ir ieliktņa pozīcija sejas rievošanai.
Karbīdu izmantošanas priekšrocības griešanas ieliktņos
Galvenā karbīda ieliktņa priekšrocība salīdzinājumā ar ātrgaitas tērauda līdziniekiem ir tā, ka tā spēj darboties ar lielu griešanas ātrumu (tērauda sagatavēm līdz 500 m/s). Turklāt, saglabājot savu cietību vispārējā augstā temperatūrā darba zonā (līdz 900 grādiem pēc Celsija). Kā minēts iepriekš, karbīda ieliktņu piestiprināšanai pie turētāja galvas ir divas metodes - mehāniskā iespīlēšana un lodēšana (vai citas līdzīgas metodes). Viengabala savienojumi tiek uzskatīti par izturīgākiem pret vibrācijām un parasti ir strukturāli vienkārši, it īpaši, strādājot ar intensīvām slodzēm.Tomēr, neskatoties uz tehniski sarežģīto ražošanas metodi, griešanas instrumentam, uz kura plāksne ir mehāniski piestiprināta, ir vairākas priekšrocības:
- Strādājot pie tā turētāja galvas, nav termiska efekta, kad griešanas elements ir fiksēts;
- Ir pieejama ātra maiņa uz citu griešanas malu vai paātrināta ieliktņa maiņa;
- Pēc ieliktņa maiņas tiks saglabāti ģeometriskie raksturlielumi.
Papildus karbīda detaļu griešanai, strādājot ar īpaši cietiem metāliem, ir iespējams izmantot ieliktņus uz keramikas bāzes. Lai gan tie tiek uzskatīti par trauslākiem, tiem ir paaugstināta griešanas daļas nodilumizturība un tie spēj strādāt ļoti augstās temperatūrās, kas veidojas darba zonā (līdz 1200 grādiem pēc Celsija).
Ieteikumi griezējinstrumentu izvēlei
Ražošanas tehnoloģija
Pērkot attiecīgā veida griezējus, lielāka uzmanība jāpievērš valsts standartu prasībām, ko ražotājs izmanto ražošanā. Jautājumam par zemu cenu nevajadzētu ieņemt dominējošo stāvokli. Tādējādi priekšzobi, kuru izgatavošanas tehnoloģiju nevar apstiprināt, visticamāk, nevarēs ilgi kalpot, un tos asināt būs problemātiski. Vienkāršākā instrumentu ražošanas tehnoloģijas neatbilstības pazīme ir tā ļoti lētā cena. Vienmēr jāatceras, ka tehnoloģisko darba ciklu bez pārtraukumiem varēs nodrošināt tikai atbilstoši valsts standartiem ražotas preces.
Izvēles kritēriji
Jums jāzina, ka griezēji ir ļoti specializētas sprauslas, un tās ir jāizmanto tikai divām darbībām - pagriešanai un griešanai. Tādējādi mazām remontdarbnīcām un lietošanai mājās nevajadzētu iegādāties pārāk dārgus un profesionālus paraugus.Šajā situācijā ir pilnīgi iespējams iztikt ar Krievijā ražotu paraugu ar lodētu plāksni, kura izmaksas būs 1,5-2 reizes zemākas nekā līdzīgam ar mehāniski nostiprinātu karbīda plāksni. Tajā pašā laikā šis noteikums neattiecas uz masveida ražošanu, it īpaši, ja griezējs tiks izmantots CNC iekārtās. Vienkārši nav alternatīvas augsto tehnoloģiju griešanas modelim ar maināmu ieliktni.
Apkopojot, jāatzīmē, ka pirms iegādes potenciālajam pircējam ir jāizlemj par šādiem punktiem:
- Aprēķināt turpmāko slodžu intensitāti;
- Ņem vērā apstrādājamā materiāla cietību;
- Apsveriet turpmākā darba veidus;
- Iestatiet prioritāti starp vēlamās virsmas kvalitātes parametriem un izstrādājuma izmēru precizitāti;
- Pieņemiet vēlamo instrumentu nodilumizturības pakāpi.
Darbplūsmas pamati
Frēžu asināšana - vispārīgi ieteikumi
Frēzes efektivitāte, kā arī griešanas spēks un kopējais kalpošanas laiks ir tieši atkarīgs no kvalitatīvas asināšanas. Virpošanas iekārtām ir ierasts asināt abas tās malas. Slīpēšana tiek veikta vairākos posmos, katrai darba griešanas virsmai atsevišķi. Process sākas no aizmugures – operatoram muguras virsma jāapstrādā aptuveni 5 grādu leņķī. Tālāk jums vajadzētu noslīpēt griešanas malas aizmugurējo plakni. Aizmugures ieliktņa asināmajam leņķim ir jāpārsniedz griezuma klīrensa leņķis par aptuveni diviem grādiem. Pēc griešanas un aizmugurējās daļas pagriešanas operatoram ir jāveido galīgais griešanas leņķis ar apdari. Priekšējā daļa arī jāpagriež saskaņā ar iepriekš aprakstīto algoritmu.Ir vērts atcerēties, ka leņķis griezēja priekšpusē ir jāizveido ar dubultu pagriešanu vai apdari. Darba malai, pa kuru tiek veikta slīpēšana, jāatrodas uz paralēlas taisnas līnijas ar slīpēšanas virsmu.
Griezēja uzstādīšana
Lai pareizi veiktu griešanas procedūru un apturētu pastiprinātu griešanas ieliktņa nodilumu, kā arī nodrošinātu kvalitatīvu gala virsmas apstrādi pēc griešanas, ir vērts iestatīt griezēju pilnīgi perpendikulārā stāvoklī attiecībā pret sagatavi. Turklāt tas jāuzstāda pretī rotācijas asij ar vertikālo novirzi ne vairāk kā 0,1 mm abos virzienos. Novietojot griezējmalu pat par milimetra desmitdaļām augstāk, var rasties asmens lūzums, un ar zemāku iestatījumu uz sagataves var veidoties nenogriezta dzega. Griešana jāveic pēc iespējas tuvāk patronas spīlēm, izmantojot griezēju ar minimālu pārkari. Ērtai cietu materiālu apstrādei ar darbgalda iekārtām jāizmanto apgriezti vai ar atsperu slogoti instrumenti.
Labāko griezējinstrumentu vērtējums 2025. gadam
Budžeta iespējas
3. vieta: Tehnostal 2130-0001 036258
Standarta paraugs ar labo roku. Tā kopējais garums ir 100 milimetri ar turētāja garumu 10, un tā augstums ir 16. Izgatavots no T5K10 materiāla – mijas ar karbīdu. Izcelsmes valsts ir Ķīna, ieteicamā mazumtirdzniecības cena ir 185 rubļi.

Priekšrocības:
- Ražošanas materiāls, kas sajaukts ar karbīdu;
- Pietiekams garums;
- Jaunākās malas lodēšana.
Trūkumi:
- Nepieciešama sākotnējā rupjā apstrāde.
2. vieta: "Sekira 1781"
Vēl viens budžeta grupas pārstāvis, izgatavots no pastiprināta materiāla T5K6 (mazie titāna ieslēgumi). Tā kopējais garums ir 140 milimetri, ar turētāja augstumu 25 un platumu 16. Izcelsmes valsts ir Ķīna, mazumtirdzniecības tīklos izmaksas ir 205 rubļi.

Priekšrocības:
- Titāna iekļaušana ražošanas materiālā;
- Gara pamatne;
- budžeta izmaksas.
Trūkumi:
- Nepieciešama sākotnējā asināšana.
1. vieta: Tehnostal 2130-0005 030431
Šis griezējs ir izgatavots no parasta supercietā tērauda markas T5K10 ar karbīda impregnēšanu, un tam ir lodēts griešanas uzgalis. Kopējais garums ir 120 milimetri, ar turētāja augstumu 20, un tā platums ir 12. Ražots Ķīnā pēc Krievijas licences. Cena mazumtirdzniecības veikalos ir noteikta 220 rubļu apmērā.

Priekšrocības:
- Labi ģeometriskie dati;
- Izmantots ātrgaitas tērauds;
- Lodēts uzgalis.
Trūkumi:
- Atkal nepieciešamība pēc sākotnējās asināšanas.
Vidējā cenu segments
3. vieta: TekhnoStal 036377
Šis virpošanas instruments izceļas ar paplašinātām ģeometriskām īpašībām, pamatne ir izgatavota no sakausējuma, kas mijas ar titānu. Tā kopējais garums ir 170 milimetri, ar turētāja platumu 20, un tā augstums ir 32. Ražots Ķīnā. Ieteicamā cena veikalam ir 310 rubļi.

Priekšrocības:
- Saprātīga cena;
- Lieliski ģeometriskie izmēri;
- Titāna ieliktnis.
Trūkumi:
- Nav atklāts.
2. vieta: "Sekira 15125"
Laba iespēja no Baltkrievijas ražotāja pareizai barībai. Korpuss ir izgatavots no ātrgaitas tērauda ar karbīda ieslēgumiem. Tā kopējais garums ir 140 milimetri, turētāja augstums ir 25, un tā platums ir 20.Ražošanas valsts - Baltkrievija. Ieteicamā mazumtirdzniecības cena ir 410 rubļi.

Priekšrocības:
- Labas ģeometriskās īpašības;
- Ātrgaitas tērauda materiāls;
- Atbilstoša naudas vērtība.
Trūkumi:
- Nav atrasts.
1. vieta: "Sekira 18917"
Vadošais modelis savā segmentā. Tas ir izgatavots no lieljaudas tērauda R6M5 un tam ir šādi ģeometriskie raksturlielumi: kopējais garums - 125 milimetri, turētāja platums - 4, turētāja augstums - 18. Pateicoties tā īpašajiem ģeometriskajiem parametriem, to var izmantot nelieliem gandrīz juvelierizstrādājumu darbiem. Ražošanas valsts - Baltkrievija. Veikaliem noteiktā cena ir 520 rubļi.

Priekšrocības:
- Paredzēts precīzam darbam;
- Inovatīvu materiālu izmantošana;
- Reālā cena.
Trūkumi:
- Nav atklāts.
Premium klase
3. vieta: "MGEHR1212-2"
Lielisks un daudzfunkcionāls modelis, ko izmanto ar maināmiem griešanas ieliktņiem. Atšķiras ar augstu izturību un ilgu darbības laiku. Izgatavots no kvalitatīva materiāla. Ražošanas valsts ir Krievija, ieteicamā mazumtirdzniecības cena ir 900 rubļu.

Priekšrocības:
- Iespēja izmantot dažādas griešanas plāksnes;
- Kvalitatīva rievu un griezumu izpilde;
- Daudzfunkcionalitāte un daudzpusība.
Trūkumi:
- Nav atrasts.
2. vieta: "24554 Proxxon"
Ļoti praktisks ārzemēs ražots instruments, lieliski piemērots rievu griešanai un materiālu griešanai. Ražots no ātrgaitas tērauda ar kobalta saturu (rūdīts). Piemērots virpai PD-400. Tam ir izmēri - 12 x 3 x 85 milimetri. Ražošanas valsts - Vācija. Mazumtirdzniecības ķēdēm ieteicamā cena ir 1300 rubļu.

Priekšrocības:
- Ražotājs ir pasaulē slavens zīmols;
- Augstas kvalitātes korpusa materiāls;
- Ilgs kalpošanas laiks.
Trūkumi:
- Nav atklāts.
1. vieta: "Jet 50000909"
Šis paraugs ir piemērots darbam ar iekārtām JET BD-7, 8 un 920. Paredzēts materiāla griešanai 90 grādu leņķī pret rotācijas asi un ļoti šauru rievu griešanai. Spēj strādāt ar lielu slodzi, var būt nepieciešama griešanas tehnoloģija ar lielu precizitāti. Strādājot ar to, nepārsniedziet padeves ātrumu! Izmēri - 150 x 8 x8 milimetri, Valsts - ražotājs - Šveice. Ieteicamā cena veikaliem ir 2300 rubļu.
Priekšrocības:
- Augstas kvalitātes ražošanas materiāls;
- Spēja pamanīt darbu;
- Iztur intensīvas slodzes.
Trūkumi:
- Nepieciešamība precīzi ievērot padeves ātrumu.
Epiloga vietā
Griezēju tirgus analīzē atklājās, ka vietējām vajadzībām Krievijas pircējs, tāpat kā mazs uzņēmējs virpošanas jomā, visvairāk dod priekšroku lētiem instrumentu paraugiem, kas atrodas zemākā cenu segmentā. Šādiem modeļiem ir pielodētas griešanas malas, tiem ir nepieciešams oriģināls, taču tie ir ārkārtīgi lēti. Ir vērts atzīmēt, ka pat Krievijas ražotāji ir nodevuši šādu sprauslu ražošanas tehnoloģiju uz Āziju - lielākā daļa populāro griezēju tiek ražoti vai nu Āzijas valstīs, vai kaimiņvalstīs ar Krievijas licencēm. Tajā pašā laikā premium segmentu, kas ir orientēts uz masveida ražošanu un intensīvu slodžu dēļ prasa īpašu izturību, pārstāv tikai Rietumeiropas paraugi.Tie izceļas ar augstu kvalitāti, tie maksā par 3-5 kārtām dārgāki, un visbiežāk tie ir daudzfunkcionāli un universāli modeļi.
jauni ieraksti
2025. gada labāko termālo salātu batoniņu vērtējums
Skatījumi: 26
Labāko kriolipolīzes ierīču vērtējums 2025. gadam
Skatījumi: 26
Krievu labāko matu šampūnu vērtējums 2025. gadā
Skatījumi: 39
Maskavas labāko kosmetologu vērtējums 2025. gadam
Skatījumi: 24
Labāko apavu aizsargpārvalku reitings 2025. gadam
Skatījumi: 89
Kategorijas

Labāko un lētāko skrejriteņu reitings līdz 50cc 2025. gadā
Skatījumi: 131653

Labāko skaņas izolācijas materiālu vērtējums dzīvoklim 2025. gadā
Skatījumi: 127694

Labākās vīriešu kedas 2025. gadā
Skatīts: 124036

Labākie kompleksie vitamīni 2025. gadā
Apskatīts: 121942

Labākās studijas austiņas miksēšanai un māsterēšanai 2025. gadā
Skatījumi: 5878

Viedtālrunis Archos Diamond - priekšrocības un trūkumi
Skatījumi: 1404

Labāko pretslīdes ķēžu un rokassprādžu reitings 2025. gadam
Skatījumi: 2400

Bērnu viedo pulksteņu DokiWatch apskats
Skatījumi: 3680

Labāko Krievijas zilo sieru vērtējums 2025. gadam
Skatījumi: 135
Noderīga

Labāko vakuuma blīvētāju klasifikācija 2025. gadam
Apskatīts: 1939. gads

Labāko elektrisko plīšu vērtējums 2025. gadam
Skatījumi: 2342

Labāko uzticamo aizmugures traktoru vērtējums 2025. gadam
Skatījumi: 17599

Labākie pretvīrusu līdzekļi 2025. gadā
Skatījumi: 33335

Populāri raksti
-
Labāko un lētāko skrejriteņu reitings līdz 50cc 2025. gadā
Skatījumi: 131653 -
Labāko skaņas izolācijas materiālu vērtējums dzīvoklim 2025. gadā
Skatījumi: 127694 -

Dārgu gripas un saaukstēšanās medikamentu lētu analogu vērtējums 2025. gadam
Skatījumi: 124521 -
Labākās vīriešu kedas 2025. gadā
Skatīts: 124036 -
Labākie kompleksie vitamīni 2025. gadā
Apskatīts: 121942 -

2025. gada labāko viedpulksteņu tops — cenas un kvalitātes attiecība
Skatījumi: 114981 -

Labākā krāsa sirmiem matiem — 2025. gada augstākais vērtējums
Skatījumi: 113398 -

Labāko koka krāsu reitings iekšdarbiem 2025. gadā
Skatījumi: 110320 -

2025. gada labāko vērpšanas ruļļu vērtējums
Skatījumi: 105332 -

Labāko vīriešu seksa leļļu reitings 2025. gadā
Skatījumi: 104369 -

2025. gada labāko asa sižeta kameru reitings no Ķīnas
Skatīts: 102218 -

Visefektīvākie kalcija preparāti pieaugušajiem un bērniem 2025. gadā
Skatījumi: 102013