2025 के लिए सर्वश्रेष्ठ कटिंग टूल्स की रेटिंग

विशेष कटर का उपयोग करके महत्वपूर्ण मात्रा में टर्निंग कार्य किया जाता है। उपयोग की आवृत्ति के संदर्भ में, काटने के उपकरण इन नलिकाओं के बीच प्रमुख स्थानों में से एक पर कब्जा कर लेते हैं। वे एक प्रकार के टर्निंग टूल हैं जिन्हें रिक्त वस्तुओं में गहरे और संकीर्ण खांचे काटने के लिए डिज़ाइन किया गया है। ऐसे मॉडल, एक नियम के रूप में, पहले से संसाधित वर्कपीस को एक बार से निकालने के लिए उपयोग किया जाता है जिसे स्पिंडल छेद के माध्यम से खिलाया गया था। उनके अत्याधुनिक की विशेष बारीकियों के कारण, कट-ऑफ नमूने उनके समकक्षों से काफी भिन्न होते हैं: थ्रेडेड, थ्रू-होल, बोरिंग और अन्य प्रकार के कटर।
कट-ऑफ ऑपरेशन भाग के प्रसंस्करण पर खर्च किए गए कुल समय की तुलना में कार्य समय का इतना बड़ा हिस्सा नहीं लेता है, हालांकि, यह अक्सर कार्य चक्र की सामान्य सूची में अंतिम होता है, जो कि कारण होता है वर्कपीस के अंतिम चेहरे के उच्च गुणवत्ता वाले प्रसंस्करण का प्रावधान। कटिंग प्लेट पर शार्पनिंग एंगल के गलत चयन से कट की सतह पर चिप्स और खुरदरापन का खतरा काफी बढ़ जाता है, जो बदले में, उत्पाद को अस्वीकार कर देगा या इसे आगे संसाधित करना असंभव बना देगा। कट-ऑफ टर्निंग कटर की मुख्य विशेषताओं में से एक यह है कि इसका ललाट भाग, ऑपरेशन के दौरान, एक संकुचित खांचे में गिर जाता है, जिसका व्यास में आकार अत्याधुनिक ब्लेड की चौड़ाई से थोड़ा बड़ा होता है। यह परिस्थिति बेकार चिप्स को हटाने और नोजल की शीतलन प्रक्रिया के लिए कुछ कठिनाइयाँ पैदा करती है, जिसके लिए गैर-मानक कार्य समाधानों के उपयोग की आवश्यकता होती है।

विषय
- 1 कट ऑफ कटर की डिजाइन विशेषताएं
- 2 कटर काटने के प्रकार और दायरा
- 3 उल्टे कटर - विशिष्टता और फायदे
- 4 एप्लाइड मार्किंग
- 5 इंसर्ट काटने में कार्बाइड के उपयोग के लाभ
- 6 काटने के उपकरण चुनने के लिए सिफारिशें
- 7 वर्कफ़्लो मूल बातें
- 8 2025 के लिए सर्वश्रेष्ठ कटिंग टूल्स की रेटिंग
- 9 एक उपसंहार के बजाय
कट ऑफ कटर की डिजाइन विशेषताएं
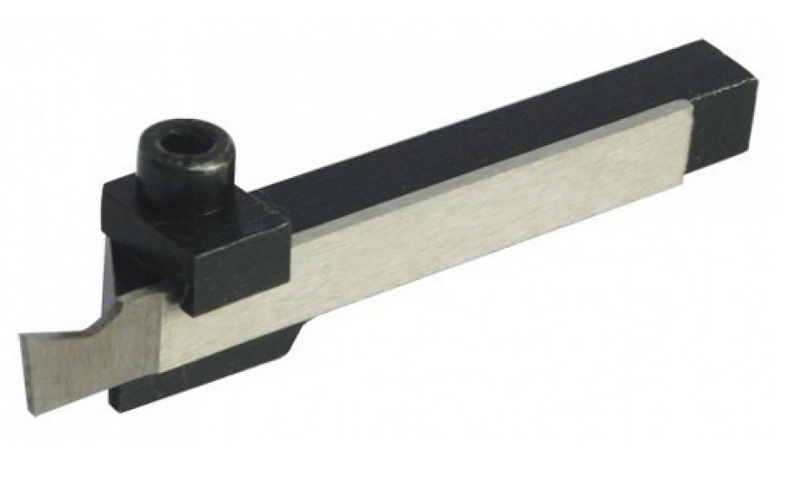
वह स्वयं एक अखंड ऑल-मेटल टर्निंग टूल है, जिसमें एक सपाट सिर और एक विशाल धारक होता है। सिर के सिरे पर एक कटिंग प्लेट होती है। अन्य प्रकार के टर्निंग नोजल की तुलना में, मुख्य कटिंग एज के अलावा, कटर में दो सहायक भी होते हैं, जो मुख्य एक के दोनों किनारों पर स्थित होते हैं, जिसका उद्देश्य कटे हुए स्लॉट के किनारे की सतहों को काटने के लिए होता है। प्रत्येक पक्ष के लिए 1-3 डिग्री के कोण पर धारक की ओर ले जाने पर काटने वाला सिर का ब्लेड संकरा हो जाता है। खांचे की दीवारों के खिलाफ नोजल के घर्षण को कम करने में सक्षम होने के साथ-साथ काटने वाले तरल पदार्थ के संचलन और चिप्स की अस्वीकृति में सुधार करने के लिए इस डिजाइन सुविधा की आवश्यकता होती है।
ब्लेड के सिर की चौड़ाई 3-10 मिलीमीटर तक हो सकती है, और इसकी लंबाई को इस तरह से चुना जाना चाहिए कि वर्कपीस की त्रिज्या के सापेक्ष कुछ मिलीमीटर बड़ा हो। ताकत बढ़ाने और कंपन के स्तर को कम करने के लिए, विशेष प्रकार के कट-ऑफ कटर का उपयोग करना आवश्यक है, जिसमें सामने का हिस्सा बड़ा होता है। इस तरह के एक उपकरण को शीर्ष पर गोलाकार प्रोट्रूशियंस वाले सिर द्वारा गुणात्मक संतुलन दिया जाएगा (उन्हें "कॉकरेल" भी कहा जाता है), और जो धारक की धुरी के समान रेखा पर काटने वाले किनारे को रखना संभव बनाता है।
कटर काटने के प्रकार और दायरा
संरचनात्मक रूप से, विचाराधीन नलिका को पूर्वनिर्मित और अखंड (ऑल-मेटल) में विभाजित किया गया है।उत्तरार्द्ध हेवी-ड्यूटी टूल स्टील से बने होते हैं, और उनकी मुख्य तकनीकी विशेषताओं को 1973 के राज्य मानक संख्या 18874 द्वारा नियंत्रित किया जाता है। ऐसे कटर के अधिकतम आयाम हैं:
- पूरी लंबाई - 80 मिलीमीटर;
- सिर की लंबाई - 15 मिलीमीटर;
- कटिंग एज की चौड़ाई 12 मिलीमीटर है।
महत्वपूर्ण! जैसे-जैसे चीरा का किनारा नीचे की ओर होता है, इस उपकरण की सिर की लंबाई कम होती जाएगी, जो तदनुसार, कट-ऑफ व्यास की सीमा को कम कर देगी।
पूर्वनिर्मित मॉडल, बदले में, दो प्रकारों में विभाजित किए जा सकते हैं। पहला प्रकार एक अखंड नमूने की तरह दिखता है, जिसमें सिर और धारक दोनों एक ही बार से बने होते हैं, लेकिन काटने की प्लेट सिर के अंत में स्थापित एक अलग पूर्वनिर्मित तत्व है। इसका बन्धन दो तरीकों से किया जा सकता है - या तो आधार को टांका लगाकर, या यांत्रिक बन्धन द्वारा।
दूसरे प्रकार का प्रीफैब्रिकेटेड मॉडल असेंबल किए गए इंसुलेटर की आधुनिक दुनिया में सबसे व्यापक हो गया है। इसमें काटने वाले किनारे के साथ एक लंबा और सपाट सिर होता है, जो यांत्रिक रूप से एक विशेष फ्रेम में तय होता है, जो एक प्रकार के धारक के रूप में कार्य करता है। ये कटर विनिमेय आवेषण के साथ बेचे जाते हैं जो मोटाई और चौड़ाई में भिन्न होते हैं। अन्य बातों के अलावा, वर्णित नमूनों में से कुछ अपने सिर की इजेक्शन लंबाई को समायोजित करने में सक्षम हैं।
क्लासिक डिजाइन में कटिंग नोजल के प्रबलित और मानक संस्करणों के अलावा, अन्य प्रकार के कटिंग टूल्स का उपयोग विशेष परिस्थितियों में काम करने के लिए किया जा सकता है, जो खराद की कम कठोरता या कम शक्ति की भरपाई कर सकते हैं। इसमें उल्टे या स्प्रिंग मॉडल शामिल हैं, जिनका उपयोग अक्सर छोटे पैमाने पर उत्पादन या घरेलू कार्यशालाओं में किया जाता है।उनके सिर गतिशील शॉक लोड के लिए क्षतिपूर्ति कर सकते हैं और उत्पन्न कंपन (जहाँ तक संभव हो) को अवशोषित कर सकते हैं, और यह वांछित सतह की गुणवत्ता प्राप्त करेगा और अत्याधुनिक क्षति से रक्षा करेगा।
महत्वपूर्ण! उल्टे मॉडल की लोकप्रियता लगभग पांच या छह साल पहले आई थी, इस तथ्य के कारण कि एक प्रभावी और उपयोग में आसान कटिंग इंसर्ट विकसित किया गया था।
उल्टे कटर - विशिष्टता और फायदे
इस प्रकार के काटने के उपकरण को इसलिए कहा जाता है क्योंकि यह वामावर्त काम करता है, अर्थात धुरी के विपरीत गति पर। इसका डिज़ाइन कुछ हद तक एक लिपिक चाकू के समान है: एक लंबे ब्लेड के रूप में एक प्लेट और एक धारक एक तिरछे सिरे पर तय होता है। ब्लेड हाई-स्पीड स्टील से बना होता है, जिसे कोबाल्ट के साथ मिश्रित किया जाता है, और क्रॉस सेक्शन में इसे नेत्रहीन रूप से "T" अक्षर के रूप में दर्शाया जाता है, जो उल्टा हो जाता है, जिसमें दोनों क्रॉसबार छोटे होते हैं। काटने के किनारे के अंत का तीक्ष्ण कोण सात डिग्री है, निर्माता एक मिलीमीटर के एक से तीन दशमलव दो दसवें हिस्से तक विभिन्न मोटाई में उपकरण का उत्पादन कर सकता है।
विचाराधीन कटर का मुख्य लाभ चिप्स को हटाने की सुविधा है, क्योंकि जब धुरी को विपरीत दिशा में घुमाया जाता है, तो चिप्स, अपने स्वयं के वजन के प्रभाव में, नीचे फेंक दिए जाते हैं। यह मोड काम कर रहे खांचे को खर्च किए गए चिप्स से भरने की संभावना को काफी कम कर देता है, जिसका अर्थ है कि मशीन के टूटने या जाम होने का लगभग कोई खतरा नहीं है। ऐसे नोजल के अतिरिक्त लाभों में शामिल हैं:
- ब्लेड को तेज करने में आसानी;
- बढ़ी हुई पहुंच पर प्रसंस्करण की संभावना;
- शीतलन प्रक्रिया का अनुकूलन (चिप्स नीचे जाते हैं, और शीतलक ऊपर से आपूर्ति की जाती है);
- कटिंग इंसर्ट को बार-बार रिग्राइंड करने पर भी लंबे समय तक सेवा जीवन का अधिकार।
अन्य बातों के अलावा, उल्टे कटर में एक बिंदु ऊंचाई समायोजन प्रणाली होती है, जो गैस्केट का उपयोग करते समय नोजल की स्थिति को स्थिति में समायोजित करने की आवश्यकता होती है, बस अनावश्यक है।
एप्लाइड मार्किंग
रूसी संघ में, तीन राज्य मानक (GOST) हैं, जो सोवियत काल में वापस विकसित किए गए थे और 1973 से लागू हैं (उनके पास दस्तावेज़ के डिजिटल नाम के अंत में "73" सूचकांक है) और जो हैं काटने के उपकरण को चिह्नित करने के लिए नियम स्थापित करने के लिए डिज़ाइन किया गया। उच्च गति वाले स्टील से बने नोजल और उनके मानक आकार की कोडिंग मानक संख्या 18874 द्वारा स्थापित की जाती है; हार्ड-मिश्र धातु प्लेटों के साथ नलिका - मानक संख्या 18884; घुमावदार प्लेट ("कॉकरेल") कार्बाइड - मानक संख्या 18894। इन मानकों की तकनीकी तालिकाओं का उपयोग किए बिना अंकन द्वारा ज्यामिति और प्रकार को ठीक से स्थापित करना असंभव है। सभी तीन सूचीबद्ध नियामक दस्तावेजों में, प्रत्येक प्रकार का अपना कोड और तालिकाओं में इंगित मापदंडों की संख्या होती है। अंकन का एकमात्र समझने योग्य सूचनात्मक तत्व काटने वाले हिस्से के मिश्र धातु का वर्गीकरण है। उदाहरण के लिए, उच्च गति वाले स्टील से बने दाहिने कटर में निम्नलिखित विशेषताएं हैं:
- क्रॉस सेक्शन - 16x16 मिलीमीटर;
- लंबाई - 80 मिलीमीटर;
- सिर - 15 मिलीमीटर;
- ब्लेड की चौड़ाई - 12 मिलीमीटर।
मानक संख्या 18874 के अनुसार उपरोक्त मापदंडों में सामान्य अंकन "2120-0519" होगा। एक समान ज्यामिति वाला कटर, लेकिन कार्बाइड डालने के साथ, मानक संख्या 18884 के आधार पर "2130-055 T5K10" के रूप में चिह्नित किया जाएगा। अंतिम अल्फ़ान्यूमेरिक सेट का अर्थ है कार्बाइड संरचना में कोबाल्ट के साथ टाइटेनियम कार्बाइड की उपस्थिति, जहां 10 बाद का प्रतिशत है।अधिक जानकारी के लिए, कुछ निर्माता विशेष रूप से रंग में प्रयुक्त सामग्री के प्रकार को हाइलाइट करते हैं। उदाहरण के लिए, उपरोक्त "T5K10" पीला है।
आईएसओ (इंटरनेशनल ऑर्गनाइजेशन फॉर स्टैंडर्डाइजेशन) ग्रेडेशन में कटिंग टूल्स को नामित करने के लिए दुनिया में एक सार्वभौमिक अंतरराष्ट्रीय प्रणाली भी है। इस संगठन का संबंधित दस्तावेज बहुत बड़ा है, इसमें कई विशेषताएं हैं, इसलिए पूर्ण अंकन काफी लंबा लगता है। एक उदाहरण के रूप में, "ग्रोइंग एंड एक्सटर्नल कट्स" श्रेणी में "QFGD2525R2252H" प्रतिलेख दिया जा सकता है, जहां:
- क्यू - काटने वाला धारक;
- एफ - अंत प्रसंस्करण;
- जी - प्लेट के आयाम;
- डी - दो तरफा प्लेटों के लिए;
- 25 - धारक की ऊंचाई;
- 25 - धारक की चौड़ाई;
- आर - बाएं, दाएं, तटस्थ;
- 22 - अधिकतम काम करने की गहराई;
- 52 - न्यूनतम कट-इन व्यास;
- एच फेस ग्रूविंग के लिए इंसर्ट पोजीशन है।
इंसर्ट काटने में कार्बाइड के उपयोग के लाभ
अपने उच्च गति वाले स्टील समकक्षों पर कार्बाइड डालने का मुख्य लाभ यह है कि इसमें उच्च काटने की गति (स्टील के रिक्त स्थान के लिए 500 मीटर / सेकंड तक) को संचालित करने की क्षमता है। इसके अलावा, कार्य क्षेत्र (900 डिग्री सेल्सियस तक) में सामान्य उच्च तापमान पर अपनी कठोरता बनाए रखते हुए। जैसा कि ऊपर उल्लेख किया गया है, कार्बाइड आवेषण को धारक के सिर से जोड़ने के लिए दो तरीके हैं - यांत्रिक क्लैंपिंग और सोल्डरिंग (या अन्य समान तरीके)। एक-टुकड़ा वाले कनेक्शन कंपन के लिए अधिक प्रतिरोधी माने जाते हैं और आमतौर पर संरचनात्मक रूप से सरल होते हैं, खासकर जब तीव्र भार पर काम करते हैं।हालांकि, तकनीकी रूप से जटिल उत्पादन पद्धति के बावजूद, कट-ऑफ टूल, जिस पर प्लेट यंत्रवत् रूप से तय होती है, के कई फायदे हैं:
- अपने धारक के सिर पर काम करते समय, काटने वाले तत्व को ठीक करने पर कोई थर्मल प्रभाव नहीं होता है;
- किसी अन्य अत्याधुनिक या त्वरित इंसर्ट परिवर्तन के लिए एक त्वरित उत्क्रमण उपलब्ध है;
- डालने को बदलने के बाद, ज्यामितीय विशेषताओं को संरक्षित किया जाएगा।
कार्बाइड भागों को काटने के अलावा, विशेष रूप से कठोर धातुओं पर काम करते समय, सिरेमिक पर आधारित आवेषण का उपयोग करना संभव है। यद्यपि उन्हें अधिक नाजुक माना जाता है, उन्होंने काटने वाले हिस्से के पहनने के प्रतिरोध में वृद्धि की है और कार्य क्षेत्र (1200 डिग्री सेल्सियस तक) में बने बहुत उच्च तापमान पर काम करने में सक्षम हैं।
काटने के उपकरण चुनने के लिए सिफारिशें
उत्पादन प्रौद्योगिकी
प्रश्न में कटर के प्रकार को खरीदते समय, उत्पादन में निर्माता द्वारा उपयोग किए जाने वाले राज्य मानकों की आवश्यकताओं पर अधिक ध्यान दिया जाना चाहिए। एक छोटी सी कीमत का सवाल एक प्रमुख स्थान पर नहीं होना चाहिए। इस प्रकार, incenders, जिसकी निर्माण तकनीक की पुष्टि नहीं की जा सकती है, लंबे समय तक चलने में सक्षम होने की संभावना नहीं है, और उन्हें तेज करना समस्याग्रस्त होगा। उपकरण उत्पादन तकनीक में असंगति का सबसे सरल संकेत इसकी बहुत सस्ती कीमत है। यह हमेशा याद रखना चाहिए कि केवल राज्य के मानकों के अनुसार उत्पादित सामान बिना किसी रुकावट के तकनीकी कार्य चक्र प्रदान करने में सक्षम होंगे।
पसंद के मानदंड
आपको यह जानने की जरूरत है कि कटर अत्यधिक विशिष्ट नोजल हैं और इनका उपयोग केवल दो कार्यों के लिए किया जाना चाहिए - मोड़ना और काटना। इस प्रकार, छोटी मरम्मत सुविधाओं और घरेलू उपयोग के लिए, आपको अत्यधिक महंगे और पेशेवर नमूने नहीं खरीदने चाहिए।इस स्थिति में, एक रूसी-निर्मित नमूने के साथ एक ब्रेज़्ड प्लेट के साथ प्राप्त करना काफी संभव है, जिसकी लागत यांत्रिक रूप से बन्धन कार्बाइड प्लेट के समान की तुलना में 1.5-2 गुना कम होगी। इसी समय, यह नियम बड़े पैमाने पर उत्पादन पर लागू नहीं होता है, खासकर अगर कटर का उपयोग सीएनसी मशीनों पर किया जाएगा। इंटरचेंजेबल इंसर्ट के साथ हाई-टेक कटिंग मॉडल का कोई विकल्प नहीं है।
संक्षेप में, यह ध्यान दिया जाना चाहिए कि अधिग्रहण से पहले, एक संभावित खरीदार को निम्नलिखित बिंदुओं पर निर्णय लेने की आवश्यकता होती है:
- भविष्य के भार की तीव्रता की गणना करें;
- संसाधित की जा रही सामग्री की कठोरता को ध्यान में रखें;
- भविष्य के काम के प्रकारों पर विचार करें;
- वांछित सतह गुणवत्ता के मापदंडों और उत्पाद के आयामों की सटीकता के बीच प्राथमिकता निर्धारित करें;
- टूलींग के पहनने के प्रतिरोध की वांछित डिग्री अपनाएं।
वर्कफ़्लो मूल बातें
कटर को तेज करना - सामान्य सिफारिशें
कटर की दक्षता, साथ ही काटने की शक्ति और समग्र सेवा जीवन, सीधे उच्च गुणवत्ता वाले शार्पनिंग पर निर्भर करता है। उपकरण मोड़ने के लिए, इसके दोनों किनारों को तेज करने की प्रथा है। प्रत्येक काम करने वाली काटने की सतह के लिए अलग-अलग पीसने को कई चरणों में किया जाता है। प्रक्रिया पीछे से शुरू होती है - ऑपरेटर को पिछली सतह पर लगभग 5 डिग्री के कोण पर काम करना चाहिए। अगला, आपको कटिंग एज के बैक प्लेन को पीसना चाहिए। बैक इंसर्ट के लिए शार्प किया जाने वाला कोण कट के क्लीयरेंस एंगल से लगभग दो डिग्री अधिक होना चाहिए। कटिंग और रियर पार्ट्स को मोड़ने के बाद, ऑपरेटर को फिनिशिंग करके फाइनल कटिंग एंगल बनाना होगा। ऊपर वर्णित एल्गोरिथम के अनुसार सामने के हिस्से को भी मोड़ना चाहिए।यह याद रखने योग्य है कि कटर के मोर्चे पर कोण डबल मोड़ या परिष्करण द्वारा बनाया जाना चाहिए। काम करने वाला किनारा जिसके साथ पीस किया जाता है, पीसने वाली सतह के साथ समानांतर सीधी रेखा पर स्थित होना चाहिए।
कटर स्थापित करना
काटने की प्रक्रिया को ठीक से करने के लिए और कटिंग इंसर्ट के बढ़ते पहनने को रोकने के लिए, साथ ही काटने के बाद उच्च गुणवत्ता वाले एंड फेस प्रोसेसिंग को सुनिश्चित करने के लिए, यह कटर को वर्कपीस के संबंध में पूरी तरह से लंबवत स्थिति में स्थापित करने के लायक है। इसके अलावा, इसे घूर्णी अक्ष के विपरीत स्थापित किया जाना चाहिए, दोनों दिशाओं में ऊर्ध्वाधर विचलन 0.1 मिमी से अधिक नहीं होना चाहिए। कटिंग एज को मिलीमीटर के दसवें हिस्से के एक छोटे से हिस्से को भी ऊपर रखने से ब्लेड टूट सकता है, और कम सेटिंग के साथ, वर्कपीस पर एक अनकटा लेज बन सकता है। कटिंग को चक के जबड़े के जितना करीब हो सके, एक कटर का उपयोग करके न्यूनतम ओवरहांग के साथ किया जाना चाहिए। बेंच-टॉप मशीनों के साथ कठोर सामग्री के आरामदायक मशीनिंग के लिए, उल्टे या स्प्रिंग-लोडेड टूल का उपयोग किया जाना चाहिए।
2025 के लिए सर्वश्रेष्ठ कटिंग टूल्स की रेटिंग
बजट विकल्प
तीसरा स्थान: टेक्नोस्टल 2130-0001 036258
दाहिने हाथ के फ़ीड के साथ मानक नमूना। इसकी कुल लंबाई 100 मिलीमीटर है जिसमें धारक की लंबाई 10 है, और इसकी ऊंचाई 16 है। T5K10 सामग्री से बना है - कार्बाइड के साथ मिला हुआ है। मूल देश चीन है, अनुशंसित खुदरा मूल्य 185 रूबल है।

लाभ:
- कार्बाइड के साथ मिश्रित उत्पादन सामग्री;
- पर्याप्त लंबाई;
- अत्याधुनिक सोल्डरिंग।
कमियां:
- प्रारंभिक खुरदरापन की आवश्यकता है।
दूसरा स्थान: "सिकीरा 1781"
बजट समूह का एक अन्य प्रतिनिधि, प्रबलित सामग्री T5K6 (छोटे टाइटेनियम समावेशन) से बना है। इसकी कुल लंबाई 140 मिलीमीटर है, धारक की ऊंचाई 25 और इसकी चौड़ाई 16 है। मूल देश चीन है, खुदरा श्रृंखलाओं में लागत 205 रूबल है।

लाभ:
- निर्माण की सामग्री में टाइटेनियम का समावेश;
- लंबा आधार;
- बजट लागत।
कमियां:
- प्रारंभिक तेज करने की आवश्यकता है।
पहला स्थान: टेक्नोस्टल 2130-0005 030431
यह कटर कार्बाइड संसेचन के साथ साधारण सुपरहार्ड स्टील ग्रेड T5K10 से बना है और इसमें ब्रेज़्ड कटिंग टिप है। कुल लंबाई 120 मिलीमीटर है, धारक की ऊंचाई 20 है और इसकी चौड़ाई 12 है। एक रूसी लाइसेंस के तहत चीन में उत्पादित। खुदरा दुकानों में कीमत 220 रूबल निर्धारित की गई है।

लाभ:
- अच्छा ज्यामितीय डेटा;
- उच्च गति स्टील का इस्तेमाल किया;
- मिलाप टिप।
कमियां:
- फिर से, प्रारंभिक तीक्ष्णता की आवश्यकता।
मध्य मूल्य खंड
तीसरा स्थान: टेक्नोस्टल 036377
यह टर्निंग टूल इसकी विस्तारित ज्यामितीय विशेषताओं द्वारा प्रतिष्ठित है, आधार टाइटेनियम के साथ मिश्रित मिश्र धातु से बना है। इसकी कुल लंबाई 170 मिलीमीटर है, जिसके होल्डर की चौड़ाई 20 है और इसकी ऊंचाई 32. मेड इन चाइना है। स्टोर के लिए अनुशंसित मूल्य 310 रूबल है।

लाभ:
- उचित मूल्य;
- उत्कृष्ट ज्यामितीय आयाम;
- टाइटेनियम डालने।
कमियां:
- पता नहीं लगा।
दूसरा स्थान: "सेकिरा 15125"
सही फ़ीड के लिए बेलारूसी निर्माता से एक अच्छा विकल्प। शरीर कार्बाइड समावेशन के साथ उच्च गति वाले स्टील से बना है। इसकी कुल लंबाई 140 मिलीमीटर है, और धारक की ऊंचाई 25 है, और इसकी चौड़ाई 20 है।निर्माण का देश - बेलारूस। अनुशंसित खुदरा मूल्य 410 रूबल है।

लाभ:
- अच्छी ज्यामितीय विशेषताएं;
- उच्च गति स्टील सामग्री;
- पैसे के लिए पर्याप्त मूल्य।
कमियां:
- नहीं मिला।
पहला स्थान: "सिकीरा 18917"
अपने सेगमेंट के लिए अग्रणी मॉडल। यह भारी शुल्क वाले R6M5 स्टील से बना है और इसमें निम्नलिखित ज्यामितीय विशेषताएं हैं: कुल लंबाई - 125 मिलीमीटर, धारक की चौड़ाई - 4, धारक की ऊंचाई - 18. इसके विशेष ज्यामितीय मापदंडों के कारण, इसका उपयोग लगभग छोटे गहने के काम के लिए किया जा सकता है। निर्माण का देश - बेलारूस। दुकानों के लिए निर्धारित मूल्य 520 रूबल है।

लाभ:
- सटीक काम के लिए डिज़ाइन किया गया;
- नवीन सामग्री का उपयोग;
- असली कीमत।
कमियां:
- पता नहीं लगा।
प्रीमियम वर्ग
तीसरा स्थान: "एमजीईएचआर1212-2"
विनिमेय कटिंग आवेषण के साथ उपयोग किया जाने वाला एक उत्कृष्ट और बहुक्रियाशील मॉडल। उच्च स्थायित्व और लंबी परिचालन अवधि में कठिनाइयाँ। गुणवत्ता सामग्री से बनाया गया है। निर्माण का देश रूस है, अनुशंसित खुदरा मूल्य 900 रूबल है।

लाभ:
- विभिन्न काटने वाली प्लेटों का उपयोग करने की संभावना;
- खांचे और कटौती का उच्च गुणवत्ता वाला निष्पादन;
- बहुक्रियाशीलता और बहुमुखी प्रतिभा।
कमियां:
- नहीं मिला।
दूसरा स्थान: "24554 Proxxon"
एक अत्यधिक व्यावहारिक विदेशी निर्मित उपकरण, खांचे को काटने और सामग्री को काटने के लिए उत्कृष्ट। कोबाल्ट सामग्री (कठोर) के साथ उच्च गति वाले स्टील से निर्मित। खराद PD-400 के लिए उपयुक्त है। इसके आयाम हैं - 12 x 3 x 85 मिलीमीटर। निर्माण का देश - जर्मनी। खुदरा श्रृंखलाओं के लिए अनुशंसित मूल्य 1300 रूबल है।

लाभ:
- निर्माता एक विश्व प्रसिद्ध ब्रांड है;
- उच्च गुणवत्ता वाले मामले की सामग्री;
- लंबी सेवा जीवन।
कमियां:
- पता नहीं लगा।
पहला स्थान: "जेट 50000909"
यह नमूना JET BD-7, 8 और 920 मशीनों पर काम करने के लिए उपयुक्त है। इसका उद्देश्य घूर्णन अक्ष से 90 डिग्री के कोण पर सामग्री काटने और बहुत संकीर्ण खांचे काटने के लिए है। भारी भार के तहत काम करने में सक्षम, बड़ी सटीकता के साथ काटने की तकनीक की आवश्यकता हो सकती है। इसके साथ काम करते समय, फ़ीड दर से अधिक न हो! आयाम - 150 x 8 x8 मिलीमीटर, देश - निर्माता - स्विट्ज़रलैंड। दुकानों के लिए अनुशंसित मूल्य 2300 रूबल है।
लाभ:
- उच्च गुणवत्ता वाली निर्माण सामग्री;
- काम हाजिर करने की क्षमता;
- तीव्र भार को सहन करना।
कमियां:
- फ़ीड दर के सटीक पालन की आवश्यकता।
एक उपसंहार के बजाय
कटर बाजार के विश्लेषण में पाया गया कि घरेलू जरूरतों के लिए, रूसी खरीदार, मोड़ के क्षेत्र में एक छोटे उद्यमी की तरह, सबसे कम कीमत खंड में स्थित सस्ती उपकरण नमूने पसंद करते हैं। इस तरह के मॉडल में टांका लगाने वाले किनारे होते हैं, मूल की आवश्यकता होती है, लेकिन कीमत में बेहद सस्ते होते हैं। यह ध्यान देने योग्य है कि यहां तक \u200b\u200bकि रूसी निर्माताओं ने भी इस तरह के नोजल के उत्पादन के लिए प्रौद्योगिकी को एशिया में स्थानांतरित कर दिया है - अधिकांश लोकप्रिय कटर या तो एशियाई देशों में या पड़ोसी देशों में रूसी लाइसेंस के तहत उत्पादित किए जाते हैं। साथ ही, प्रीमियम सेगमेंट, जो बड़े पैमाने पर उत्पादन पर केंद्रित है और तीव्र भार के कारण विशेष सहनशक्ति की आवश्यकता होती है, विशेष रूप से पश्चिमी यूरोप के नमूनों द्वारा दर्शायी जाती है।वे उच्च गुणवत्ता से प्रतिष्ठित हैं, उन्हें परिमाण के 3-5 ऑर्डर अधिक महंगे हैं, और अक्सर ये बहुक्रियाशील और सार्वभौमिक मॉडल होते हैं।
नयी प्रविष्टियां
श्रेणियाँ

2025 में सर्वश्रेष्ठ पुरुषों के स्नीकर्स
दृश्य: 124036

2025 में सर्वश्रेष्ठ जटिल विटामिन
दृश्य: 121942


स्मार्टफोन आर्कोस डायमंड - फायदे और नुकसान
दृश्य: 1404


बच्चों की स्मार्ट घड़ियों की समीक्षा DokiWatch
दृश्य: 3680

उपयोगी



2025 के लिए सर्वश्रेष्ठ विश्वसनीय वॉक-बैक ट्रैक्टरों की रेटिंग
देखे जाने की संख्या: 17599

2025 में सर्वश्रेष्ठ एंटीवायरल
दृश्य: 33335

2025 के शीर्ष 15 होवरबोर्ड। पैसे के लिए सभ्य मूल्य
दृश्य: 29340
लोकप्रिय लेख
-

2025 में 50cc तक के सबसे अच्छे और सस्ते स्कूटरों की टॉप रैंकिंग
दृश्य: 131653 -

2025 में एक अपार्टमेंट के लिए सर्वश्रेष्ठ ध्वनिरोधी सामग्री की रेटिंग
दृश्य: 127694 -

2025 के लिए फ्लू और सर्दी के लिए महंगी दवाओं के सस्ते एनालॉग्स की रेटिंग
दृश्य: 124521 -
2025 में सर्वश्रेष्ठ पुरुषों के स्नीकर्स
दृश्य: 124036 -
2025 में सर्वश्रेष्ठ जटिल विटामिन
दृश्य: 121942 -

सर्वश्रेष्ठ स्मार्टवॉच की शीर्ष रैंकिंग 2025 - मूल्य-गुणवत्ता अनुपात
दृश्य: 114981 -

भूरे बालों के लिए सबसे अच्छा पेंट - शीर्ष रेटिंग 2025
दृश्य: 113398 -

2025 में आंतरिक कार्य के लिए सर्वश्रेष्ठ लकड़ी के पेंट की रैंकिंग
दृश्य: 110320 -

2025 में सर्वश्रेष्ठ कताई रीलों की रेटिंग
दृश्य: 105332 -

2025 के लिए पुरुषों के लिए सर्वश्रेष्ठ सेक्स डॉल की रैंकिंग
दृश्य: 104369 -

2025 में चीन से सर्वश्रेष्ठ एक्शन कैमरों की रैंकिंग
दृश्य: 102218 -

2025 में वयस्कों और बच्चों के लिए सबसे प्रभावी कैल्शियम की तैयारी
दृश्य: 102013