Vuoden 2025 parhaiden hitsaustraktoreiden ja vaunujen luokitus

Hitsausvaunu (tai hitsaustraktori) on erityinen itseliikkuva laite, jota käytetään jatkuvasti ja tarkasti hitsauspolttimen (tai useiden) liikuttamiseen vaaditulla liikeradalla hitsausprosessin aikana. Tämän mekanismin pieni koko mahdollistaa sen käytön kaikkein vaikeapääsyisissä asennoissa. Tämän tyyppinen mekanisoitu laite pystyy hitsaamaan pidemmän pituisia saumoja, samalla eliminoi inhimillisen virhetekijän ja ylläpitää suoritetun työn korkeaa laatua.

Sisältö
Suunnittelun perustiedot
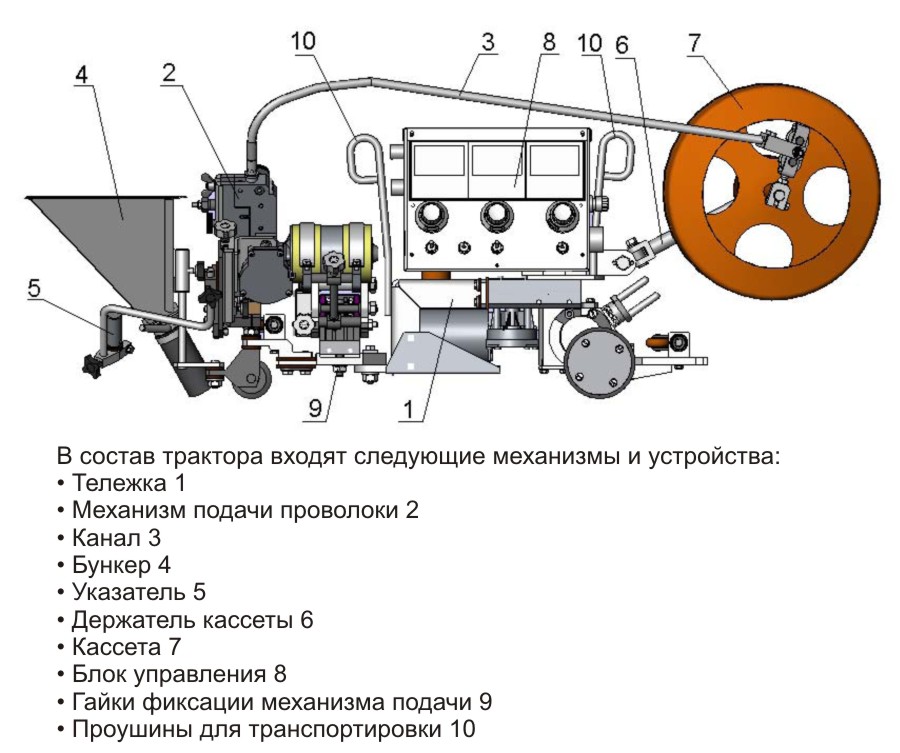
Hitsausvaunun avulla suoritetaan sähkökaarihitsaus. Kuten mikä tahansa automaattinen kone, se toimii tietyn ohjelman mukaan, siinä on erityiset pyörät, joilla se liikkuu. Tämän laitteen pääominaisuutta voidaan kutsua sen itseliikkuvuudeksi - liike tapahtuu kiskoja pitkin (joka on asetettu sauman akselia pitkin) itsenäisesti tai liikevektorin määrittää henkilö. Kärryt ovat melko kompakteja, ja niitä on erittäin helppo kuljettaa vierekkäisten huoneiden välillä, koska liikkuvat kiskot ovat kevyitä ja niitä voidaan kuljettaa laitteen mukana. Päätyöelementti on hitsauspää, jonka kautta nesteytetty kaasu syötetään. Kulutuslangalla ja suojavuotteella on myös valtava rooli. Yleensä laitteen suunnittelu on kuin vaunu, jossa on ohjauspaneeli, jossa itse traktori ja lisämekanismit sijaitsevat. Suurin osa yksityiskohdista voidaan joko integroida mekanismiin tai poistaa sen suunnittelusta. Itse kuvattuja laitteita käytetään useimmiten teollisuusyrityksissä ja keskitason työpajoissa. Niitä voidaan käyttää sekä erikseen että osana suurta kuljetinta.Mahdollisten toimintojen määrä vaikuttaa suoraan vaunun hintaan (esimerkiksi kalliimmilla malleilla on kyky automaattisesti ohjata käytetyn sauman geometrian oikeellisuutta tai säädellä itsenäisesti myönnetyn suojavuon määrää).
Nykyinen luokitus
Tähän mennessä on kehitetty useita harkinnan alla olevia laitteita, jotka voidaan ryhmitellä tiettyjen kriteerien mukaan. Jos puhumme hitsausvaunuun / traktoriin asennettujen moottoreiden lukumäärästä, ne voidaan jakaa:
- Yksimoottorinen - kaikki liikkeet suoritetaan yhdellä moottorilla (niillä on yksinkertaisemmat tekniset ominaisuudet, mutta ne ovat kevyitä);
- Kaksoismoottori - vaunun liikettä ohjataan kahdella moottorilla eri akseleilla (tällainen laite on massiivisempi, mutta sen luotettavuus on korkeampi, ja sen parametreja voidaan säätää pienemmällä tasolla).
Käytettyjen suojausmenetelmien mukainen luokitus voi tapahtua seuraavien tyyppien mukaan:
- "Avokaarihitsaus" - tällä menetelmällä suojausta ei käytetä ollenkaan, joten sauma voi altistua erilaisille negatiivisille vaikutuksille, mutta itse tuotantoprosessi tulee halvemmaksi;
- "Kaasusuojalla" - tällä menetelmällä luomalla suojaava ympäristö aktiivisilta / inertiltä kaasulta, happi ei pääse pääsemään saumaan eikä siihen kohdistu muita negatiivisia vaikutuksia;
- "Upotettu kaari" - tässä menetelmässä käytetään lisävirtausta, joka parantaa hitsattavan metallin sauman laatua ja samalla suojaa tuotantoa negatiivisilta vaikutuksilta;
- "Kuluttamattoman elektrodin käyttö" - täyteainetta ei yksinkertaisesti käytetä hitsausprosessissa.
Luokittelu samanaikaisesti tuettujen hitsauskaarien menetelmän mukaan:
- Yksikaari - johtaa yhden kaaren, mukautettu useimpiin perinteisiin toimintoihin, on yksinkertaisin menetelmä ja sitä käytetään yksimoottorisissa vaunuissa;
- Kaksikaari - pystyy suorittamaan parin kaaria rinnakkain, kun taas hitsaus tapahtuu samanaikaisesti, mikä nopeuttaa merkittävästi monimutkaisimpia toimintoja, esimerkiksi massatuotannossa;
- Kolmikaari - pystyy tuomaan kolme kaarta kerralla ja on tarkoitettu ammattimaiseen erittäin monimutkaiseen hitsaustyöhön (voidaan käyttää vain kaksimoottorisissa järjestelmissä).
PU-hitsaustraktori kaikkiin asentoihin
Tämän tyyppinen traktori kulkee joustavilla teräs/alumiinikisoilla, jotka on kiinnitetty koneistettuun rakenteeseen magneettikiinnikkeillä. Kiskon joustavuuden ansiosta voit toistaa hitsatun kohteen ääriviivat, kun taas sauma levitetään tiukasti määritellyn kuvion mukaisesti. Tämä automaatiomenetelmä on erittäin tuottava luotaessa jatkuvia ja pitkiä saumoja. Lisäksi yksi tämäntyyppisten traktorien tärkeimmistä ominaisuuksista on niiden innovatiivinen ohjaustoiminto, jonka ansiosta vaunun nopeus säilyy vastaanotetusta kuormasta riippumatta (45 kilogramman sisällä). Tämä tarkoittaa, että traktori voi käytön aikana vetää ylös hitsauslangansyöttölaitteet sekä laitteen toimintaan tarvittavat kaapelit.
Automatisoidun prosessin joustavuuden lisäämiseksi on kehitetty useita ohjelmapohjia.On traktoreita, jotka toimivat ohjelman mukaan hitsaussaumojen suorittamiseen yksinkertaisten toimintojen ketjussa ("Pikakäynnistys", "Pysäytys", "Hitsauskaaren aloitus", "Hitsaus", "Pysäytä", "Toista" ). Tämän seurauksena algoritmipohjien käytön tarkoituksena on lisätä hitsauksen nopeutta ja tarkkuutta, mikä nopeuttaa merkittävästi tuotantoprosessia verrattuna klassiseen käsihitsaukseen. Näin ollen PU (software control) on ihanteellinen vaihtoehto suurten projektien toteuttamiseen, joissa on tarpeen automatisoida samantyyppisiä prosesseja.
Yksityiskohtaiset toiminnalliset edut hitsaustraktoreiden käytöstä
Itseliikkuvien hitsaustraktoreiden käytöllä puoliautomaattisessa hitsauksessa suojakaasuissa on tärkeä rooli monimutkaisten tuotantoprosessien täydellisessä automatisoinnissa. Ne muuttavat laadullisesti työn olosuhteita, nopeutta ja tarkkuutta verrattuna tavanomaiseen manuaaliseen hitsaukseen, ja niiden välittömiä etuja ovat:
- Vakiohitsauslaitteiden käyttö - jatkuvassa käytössä hitsaustraktoriteollisuudessa ei ole enää tarvetta ostaa muita erikoislaitteita - useimmat traktorit ovat helposti yhteensopivia perinteisten puoliautomaattisten hitsauskoneiden ja laajan valikoiman kanssa. hitsauspolttimet.
- Kuljettajien lisäkoulutukseen ei tarvita taloudellisia kustannuksia - itse hitsausvaunun käyttö on intuitiivista ja sitä voi käyttää kuka tahansa puoliautomaattisten laitteiden toiminnan tunteva hitsaaja. Ainoa asia on, että sinun täytyy vielä käydä läpi alustava tiedotustilaisuus, mutta se voi kestää enintään 2 päivää.Lisäksi vaunuhitsaus voidaan uskoa myös niille asiantuntijoille, joilla on alhaisempi pätevyys jopa manuaaliseen prosessiin liittyen. Tämä johtuu siitä, että kokeneemmat asiantuntijat asettavat tärkeimmät hitsausparametrit (langansyöttönopeus, jännite ja virta) suoraan ohjauspaneelista sekä hitsauksen ohjausnopeuden (vaunun nopeus) ja hitsauspolttimen kaltevuuden. käsiteltävän pinnan suhteen ovat myös nykyisen käyttäjän hallinnan ulkopuolella ja määritetään etukäteen. Näin ollen käyttäjän tarvitsee vain asettaa vaunu oikeaan asentoon hitsattavan kohteen päälle, valita haluttu hitsaustila ja painaa "Start"-painiketta. Sen jälkeen jää vain koko menettelyn visuaalinen hallinta.
- Yleisen laadun parantaminen - traktorilla hitsattaessa etäisyys polttimen kulmasta (sekä liitosten poikki että pitkin) kaaren koon asettavan hitsauspolttimen suuttimen ulostuloon on pysyvä ja hitsauksen ohjaama. taskulamppu asennettu pidikkeeseen. Nopeus pysyy muuttumattomana koko kaaren matkan ajan saumaa pitkin. Myös kaaren liikerata on hallinnassa. Kaikki tämä edistää hallittua tunkeutumista, hienoksi hilseilevän ja tasaisen hitsin rakenteen luomista, alileikkausten estämistä, levitetyn hitsin geometrisen laadun paranemista ja tasaisen virtauksen luomista kerrostetun palteen perusmetalliin. Polttimen värähtelevää lohkoa käytettäessä saumojen päällys- ja täyttöpalojen hitsauslaatu paranee useilla läpimenoilla.Vaikka hitsausliitosta ei olisi koottu kunnolla, hyvä työn laatu saadaan aikaan sillä, että useimmissa vaunuissa on pysäytysrullat, jotka voivat seurata liitoslinjaa samalla kun korjataan hitsauspolttimen reittiä.
- Hitsausprosessin intensiteetin lisääminen - on luonnollista, että minkä tahansa prosessin automatisointi mahdollistaa työn intensiteetin lisäämisen. Vaunujen hitsauksen aiheen osalta työvoiman intensiteetti kasvaa tilastojen mukaan 40-45 % kokonaistyöajasta, mikä vastaa noin kolmen tai kolmen ja puolen tunnin säästöä vuoroa kohden verrattuna käsihitsaukseen. Tapauksissa, joissa käytetään kalliita ja monikäyttöisiä hitsaustraktoreita, tämä luku voi lähestyä viiden tai kuuden tunnin työajan säästöä vuoroa kohden. Yksinkertaisena esimerkkinä voidaan mainita seuraava tilanne: kokenutkin hitsaaja, jolla on tietty määrä sinnikkyyttä, pystyy harvoin tekemään yli metrin pituisen sauman muuttamatta asentoaan. Joka tapauksessa hänen on joko liikuttava itse tehtyä saumaa pitkin tai muutettava työkappaleen asentoa. Luonnollisesti suorittaessaan näitä toimintoja hitsaaja pakotetaan sammuttamaan kaari. Kun jatkat työtä ja ennen sauman päällekkäisyyden pakollista hitsausta 15-25 millimetrillä, hänen on ensin puhdistettava sauman pää kalvoista ja roiskeista. Hitsaustraktori puolestaan liikkuu keskeytyksettä, samalla kun se hitsaa sauman minkä tahansa pituisena, joten sen ei tarvitse muuttaa asentoa (kuten hitsaajan) samalla kun toiminta keskeytyy. Näin ollen hitsaustyön säännöllisiä keskeytyksiä ei tapahdu.Lisäksi se, ettei hitsaaja tarvitse jaksoittaista lepoa, on myös merkittävässä roolissa, koska hitsausnopeuden etenemistä ei tarvitse jatkuvasti valvoa ja samalla ylläpitää oikeaa elektrodin ulottuvuutta, jotta hitsaus saadaan aikaan. parempi hitsaus. Tämä osoittaa, että käyttäjä ei voi valvoa vain omaa pientä osaa kaaresta, vaan hän pystyy myös hallitsemaan tilannetta yleisesti, mukaan lukien seuraamaan muiden samaa kohdetta käsittelevien toimijoiden toimia koordinoidakseen toimintansa ajoissa heidän kanssaan. . Samaa voidaan sanoa itse rakenteen käyttäytymisen hallinnasta työprosessissa. Iso plussa voi olla kahdella hitsauspolttimella varustetun koneen käyttö, joka mahdollistaa kahden sauman suorittamisen samanaikaisesti rinnakkain tai kaksi kulkua samaa saumaa pitkin reunoja erotettaessa. Samalla yksi kuljettaja pystyy palvelemaan useita vaunuja kerralla, mikä lisää tuottavuutta edelleen useaan kertaan.
- Prosenttiosuuden vähentäminen muodonmuutoshitsauksen alalla - lämmöntuontiohjauksen avulla voit vähentää koneistetun rakenteen muodonmuutosten kokonaisprosenttia työn päätyttyä. Tämä seikka on suora seuraus siitä, että käsittelyn aikana säilytetään erittäin tarkat hitsausparametrit - kaarijännite ja hitsausnopeus, joita ei voida saavuttaa manuaalisen tuotannon puitteissa. Lisäksi kaaren jatkuva sammuminen / syttyminen, kun hitsaaja liikkuu sauman pituudella, sekä tarve suorittaa sauman sulkemismenettely - kaikki tämä vaikuttaa myöhempien muodonmuutosten riskiin. On huomattava, että ompeleminen kahdella vaunulla samanaikaisesti vähentää mahdollisten kielteisten seurausten riskiä puoleen.
- Säästöt hitsaustarvikkeissa - tämä seikka johtuu hitsausparametrien tarkemmista säädöistä ja niiden ylläpidosta koko työn ajan. Päätekijänä voidaan mainita hitsauslangan tilavuuden häviöiden väheneminen roiskeen aikana. Se vaikuttaa myös keskeytysten puuttumiseen työn aikana, kun liikutaan hitsauslaitteen liitosta pitkin, ja itse asiassa työn jatkamiseen (saumojen päällekkäisyyden puuttuminen säästää merkittävästi hitsausmateriaaleja). Siirtojen määrää voidaan vähentää mahdollisen hitsauksen ansiosta poikittaisvärähtelyllä. Lisäksi kaikkien toimintojen yhtenäisyyden ja homogeenisuuden myötä suojakaasun kulutus vähenee, mikä on merkittävä säästöartikkeli, kun suojana käytetään kalliita argonpohjaisia kaasuseoksia.
- Apuprosessit vaativat vähemmän kustannuksia - lisätoimenpiteiden kustannukset, kuten lämpövaikutusalueen puhdistaminen ja sauman jäysteenpoisto sekä sauman vahvistuksen poistaminen, pienenevät merkittävästi, koska saadaan jo sileät ja siistit saumat. ensimmäisessä kierrossa. Roisketason vähentäminen vaikuttaa myös injektoinnin kustannuksiin.
- Tuotannon ympäristötason nostaminen - ympäristöystävälliset työolosuhteet saavutetaan, koska hitsaaja on käyttäjän paikalla, eikä istu kaarihitsauksen aikana syntyvän savun ja lämmön välittömässä läheisyydessä.
Tämän seurauksena traktorin hitsauksen avulla on mahdollista automatisoida mikä tahansa, jopa pieni, yritys ja tuoda se "plussaan".Tämä pätee erityisesti niihin yrityksiin, joissa asiantuntijoiden henkilöstöllä on riittävä kokemus suojakaasujen puoliautomaattisen hitsauksen kanssa työskentelystä - silloin tulos saavutetaan mahdollisimman lyhyessä ajassa ja on selvempi. Lisäksi vaunujen/traktoreiden käyttöönotto ei vaadi äärimmäisen suuria investointeja ja maksaa itsensä takaisin melko nopeasti (ellei ole suunniteltu supersuuria ja monimutkaisia projekteja) ja asennukseen on aikaa:
- Jotkut vaunumallit maksavat jopa vähemmän kuin niiden upotetut traktorit;
- Huolimatta siitä, että kulutustarvikkeiden (suojakaasut ja kulutuslangat) ostomäärät pysyvät samalla tasolla, niiden kustannukset kuitenkin laskevat merkittävästi;
- Ei tarvitse ostaa lisälaitteita juoksutteen kalsinointiin, samoin kuin varustaa tätä varten erityinen huone;
- Suoritettavien prosessien tekniikkaa ei tarvitse muuttaa radikaalisti (esimerkiksi uudenlaisia reunaleikkauksia ei tarvitse ottaa käyttöön);
- Henkilöstöä ei tarvitse kouluttaa uusiin hitsausmenetelmiin, eikä työntekijöiden lisäsertifiointia ja -todistusta tarvita.
Olemassa olevat puutteet
Valitettavasti kaikilla merkittävillä myönteisillä puolilla tarkasteltavina olevilla laitteilla on myös merkittäviä haittoja:
- Ennen työn aloittamista sinun on tehtävä kaikki asetukset erittäin tarkasti;
- Tarkkuuslaitteet altistuvat monimutkaisille vioittumisille, joten nopeat korjaukset ja työn jatkaminen ovat erittäin kyseenalaisia;
- Silmukkasaumojen enimmäis-/minimihalkaisijalla on erityisiä rajoituksia;
- Itse tekniikalla on useimmiten pieni massa, mutta sen tahaton liiallinen kuormitus voi nopeasti poistaa sen käytöstä;
- Käyttö vaatii tiettyjä taitoja, minkä vuoksi tämä tekniikka on huonosti pienyritysten saatavilla.
- Korkea hinta.
Pätevän valinnan ongelmat
Jokaisella hitsaustehtävällä on omat parametrinsa, jotka on tarkistettava huolellisesti vaunua/traktoria ostettaessa. Pienikokoisiin tehtäviin, joihin ei liity erityistä monimutkaisuutta ja jotka vaativat vain samantyyppisten toimintojen jatkuvaa suorittamista, yksimoottoriset koneet ilman ohjelmaohjausta ovat varsin sopivia. Niitä on helppo käyttää, eivätkä ne aiheuta erityisiä vaikeuksia korjaustilanteissa. Jos tarvitaan laajamittainen projekti ja vielä enemmän sen toteuttaminen lyhyessä ajassa, on parempi ostaa monikaari- ja monimoottorinäytteet. Sama koskee massatuotannon toteuttamista.
TÄRKEÄ! Ostettaessa päävalintakriteerinä tulisi olla maksimi- ja vähimmäisvirran ilmaisin sekä käytettyjen kuluvien johtojen koko!
Vuoden 2025 parhaiden hitsaustraktoreiden ja vaunujen luokitus
Budjettihintasegmentti
2. sija: "EvoSAW 1250-II"
Tämä itseliikkuva laite on sovitettu suorittamaan itsenäisesti hitsaustyöt juoksutteen avulla; rakenteellisesti jaettu kahteen lohkoon (itse asiassa automatisoitu laite ja invertterivirtalähde). Sille on ominaista lisääntynyt työnopeus - kuudenkymmenen sekunnin kuluessa se suorittaa helposti 10-15 senttimetrin pituisen sauman. Työn nopeuteen vaikuttaa kuitenkin käsiteltävän metallin paksuus. Invertteriä voidaan käyttää muun muassa erillisenä laitteistona tiettyyn syvyyteen leikkaamiseen (ilmakaaritalttaus) tai manuaalisena hitsauskoneena. Paketti sisältää suojajärjestelmän oikosulkuja ja ylikuumenemista vastaan.Alkuperämaa on Venäjä, suositushinta on 250 000 ruplaa.

Edut:
- Suojauksen läsnäolo;
- Elementtien erillisen käytön mahdollisuus;
- Laadukas rakenne.
Vikoja:
- Sillä on rajoituksia hitsatun metallin paksuudelle.
1. sija: ADF-1000
Tämä venäläisen valmistajan näyte voi suorittaa monikerroksisen ja yksikerroksisen hitsauksen kulutuslangan pinnoituksella vuosuojauksen alla. Se vaatii kuitenkin kolmivaiheisen sähköliitännän. Sarjan mukana toimitettu ohjelmisto ratkaisee liikkeen nopeuden ja elektrodilangan syötön synkronoinnin. Yksikkö pystyy liikkumaan sekä esiasennettuja kiskoja pitkin että suoraan käsiteltävän kohteen pinnalla. Saatavilla on kaukosäädin, jolla on myös mahdollista säätää hitsausjännitettä. Työelementti - pää - on liikuteltava, voidaan asentaa tiettyyn kulmaan työpintaan nähden. Visuaalisen hallinnan helpottamiseksi suunnittelussa on lasermerkintä. Saumoja voidaan käyttää sekä rengas- että suoraviivaisessa tekniikassa. Laite pystyy hitsaamaan ilman leikkaavia reunoja tai niiden kanssa (takku), liittämään "härkän" (kulmassa) ja päällekkäisiä saumoja. Suositeltu hinta on 260 000 ruplaa.

Edut:
- Työkohteen pinnalla liikkuminen on mahdollista;
- Lasermarkkerin läsnäolo;
- On kaukosäädin.
Vikoja:
- Tarvitaan kolmivaiheinen verkkoliitäntä.
Keskihintainen segmentti
2. sija: Promotech LIZARD
Tällä näytteellä on vakaa liikenopeus, joka pysyy muuttumattomana koko työnkulun ajan.Tämä seikka mahdollistaa äärimmäisen tarkkuuden saavuttamisen hitsin levittämisessä sekä varmistaa sen paremman laadun. Samalla täytemateriaalia käytetään erittäin taloudellisesti. Kone voidaan ohjelmoida ompelemaan pitkä tai erikoissauma ompeleilla. Vain kahta painiketta painamalla voidaan määrittää halutun sauman tyyppi, kun taas parametrit pituus, riviväli, sauman täyttö, kraatterin täyttöaika voidaan asettaa jo valmiiksi. Erittäin tärkeä vaihtoehto on värähtelevän yksikön läsnäolo, jonka avulla hitsaustoiminnon tarvittavat kriteerit valitaan automaattisesti. Tämä lohko laajentaa merkittävästi laitteen ominaisuuksia, mikä on erityisen tärkeää pystysaumoille ja saumoille, joissa on leikkaus reunaa pitkin. Suositeltu hinta on 312 000 ruplaa.

Edut:
- Jäykkä ja kevyt yksiosainen runko;
- Magneettisen paikannusjärjestelmän läsnäolo;
- Pystyy tallentamaan jopa 40 ohjelmamallia.
Vikoja:
- Ei havaittu:
1. sija: "Riland-Aurora PRO MZ 1250"
Hyvä näyte kiinalaiselta valmistajalta, jossa on modulaarinen arkkitehtuuri erillisellä invertterillä. Yksikkö pystyy suorittamaan upokaarihitsaustoimintoja automatisoidussa tilassa. Tällä tilalla on positiivinen vaikutus tehokkaaseen tuotannon kiihtymiseen yleensä, kun taas käytettyjen saumojen laatu ei menetä. Pystyy hitsaamaan kulmassa sekä päällekkäin ja tasaisesti. Se voi liikkua sekä käsiteltyä objektia pitkin että tiettyä vektoria pitkin asennettujen kiskojen avulla. Hitsauksen asento on melko säädettävissä - se voi sijaita sekä radan ulkopuolella että sen sisällä.Itse laite on rakenteellisesti hyvin yksinkertainen, mikä tarkoittaa parempaa luotettavuutta. Suojaus virtapiikkejä ja kuumenemista vastaan - läsnä. Tarjolla on korkealaatuista pakkojäähdytystä, mikä vaikuttaa käyttöiän pidentämiseen. Suositeltu hinta on 338 000 ruplaa.

Edut:
- Pakotettu jäähdytysjärjestelmä saatavilla;
- Voi suorittaa hitsauksen epätyypillisillä tavoilla;
- Erillinen modulaarinen arkkitehtuuri.
Vikoja:
- Ei löydetty.
Premium-luokka
2. sija: "Svarog MZ1000"
Toinen venäläinen näyte, joka on suunniteltu toimimaan metalliesineiden kanssa, joiden paksuus on 4-30 millimetriä. Osoittaa korkeaa tuottavuutta käytettäessä laitetta lähes jatkuvassa tuotantotoiminnassa. Kaaren tasaisuus varmistetaan asetettavien virtaparametrien hienosäädöllä, mikä tarkoittaa parempaa ompelua. Yksikössä on sisäinen stabilointipiiri, joka ohjaa tulojännitteen vaihteluita, mutta se vaatii kolmivaiheisen verkon kytkemiseen. Mukavan hallinnan ja käytön takaavat kirkkaat ja kontrastiset tietonäytöt ja ohjauspaneeli. Jopa 100 algoritmimallia voidaan ladata muistiin, jolloin et voi asentaa laitetta uudelleen joka kerta. Suositeltu hinta on 350 000 ruplaa.

Edut:
- Jopa 100 ohjelmoitavaa kuviota;
- On sisäinen stabilointipiiri;
- Laadukkaat ompeleet.
Vikoja:
- Tarvitaan kolmivaiheinen verkko.
1. sija: ESAB A2 Multitrac
Erinomainen, mutta erittäin kallis malli eurooppalaiselta valmistajalta. Tuotantoprosessissa se pystyy työskentelemään kahdella kaarella jakaen kuluvan langan.Ilman pääsy sauman käyttöalueelle estetään inerttien kaasujen syöttämällä. Asentamalla erikoissovittimen on mahdollista valmistaa ilmatalttausta hiilielektrodilla. Tyristoriinvertteri voi tuottaa vakaan valokaaren myös alhaisella jännitteellä. Suositeltu hinta on 1 100 000 ruplaa.

Edut:
- Kaaren vakaus matalalla jännitteellä;
- Rinnakkaistoiminta kahdella kaarella;
- tyristori invertteri.
Vikoja:
- Korkea hinta.
Epilogin sijaan
Hitsaustraktorit/vaunut ovat yksinkertainen mutta toimiva ratkaisu automaattiseen kaarihitsaukseen. He voivat liikkua ennalta valittua polkua tai erityisiä kiskoja pitkin, jolloin henkilöllä on vain velvollisuus visuaalisesti valvoa tehtävää työtä. Käyttäjän päätehtävänä on tehdä tarvittavat asetukset oikein ja asianmukaisesti suoritettavan tehtävän mukaisesti. Kone pystyy tekemään kaiken työn itse. Työtyyppi voi olla täysin erilainen, joten itse laitteet voivat olla kevyitä ja edullisia tai tilaa vieviä ja kalliita. On kuitenkin oikeampaa sanoa, että hitsaustraktori tai -vaunu keskittyy ensisijaisesti teollisiin tuotantomääriin.
uusia merkintöjä
Arvio vuoden 2025 parhaista lämpösalaattipatuista
Katselukerrat: 33
Parhaiden kryolipolyysilaitteiden luokitus vuodelle 2025
Katselukerrat: 35
Luokitus parhaista venäläisistä hiusshampooista vuonna 2025
Katselukerrat: 47
Moskovan parhaiden kosmetologien arvio vuodelle 2025
Katselukerrat: 33
Vuoden 2025 parhaiden suojakengänpäällisten sijoitus
Katselukerrat: 96
Luokat

Huippusijoitus parhaista ja halvimmista skoottereista 50 cc asti vuonna 2025
Katselukerrat: 131667

Arvosana asunnon parhaista äänieristysmateriaaleista vuonna 2025
Katselukerrat: 127704


Vuoden 2025 parhaat miesten tennarit
Katselukerrat: 124049

Vuoden 2025 parhaat kompleksivitamiinit
Katselukerrat: 121953

Yleiskatsaus parhaista tasoista ja lasertasoista Matrix
Katselukerrat: 4470

Vuoden 2025 parhaiden harhaveitsien luokitus
Katselukerrat: 6619
Katsaus vuoden 2025 parhaista Atlantin vedenlämmittimistä
Katselukerrat: 4617

Moskovan parhaiden kehittäjien arvio vuodelle 2025
Katselukerrat: 3784

Luokitus parhaista lääkkeistä mastopatian hoitoon vuodelle 2025
Katselukerrat: 8098
Hyödyllinen

Parhaiden tyhjiötiivisteiden sijoitus vuodelle 2025
Katselukerrat: 1943

Vuoden 2025 parhaiden sähköliesien luokitus
Katselukerrat: 2345

Luokitus parhaista luotettavista takatraktoreista vuodelle 2025
Katselukerrat: 17605

Parhaat viruslääkkeet vuonna 2025
Katselukerrat: 33342

Vuoden 2025 15 parasta hoverboardia. Kohtuullinen vastine rahalle
Katselukerrat: 29347
Suosittuja artikkeleita
-
Huippusijoitus parhaista ja halvimmista skoottereista 50 cc asti vuonna 2025
Katselukerrat: 131667 -
Arvosana asunnon parhaista äänieristysmateriaaleista vuonna 2025
Katselukerrat: 127704 -
Influenssan ja vilustumisen kalliiden lääkkeiden halpojen analogien luokitus vuodelle 2025
Katselukerrat: 124530 -
Vuoden 2025 parhaat miesten tennarit
Katselukerrat: 124049 -
Vuoden 2025 parhaat kompleksivitamiinit
Katselukerrat: 121953 -

Vuoden 2025 parhaiden älykellojen kärkisijoitus - hinta-laatusuhde
Katselukerrat: 114988 -

Paras maali harmaille hiuksille - huippuluokitus 2025
Katselukerrat: 113406 -

Parhaiden puumaalien sijoitus sisätöihin vuonna 2025
Katselukerrat: 110335 -

Vuoden 2025 parhaiden pyörivien kelojen luokitus
Katselukerrat: 105340 -

Parhaiden miesten seksinukkejen sijoitus vuodelle 2025
Katselukerrat: 104380 -

Parhaiden Kiinan toimintakameroiden sijoitus vuonna 2025
Katselukerrat: 102228 -

Tehokkaimmat kalsiumvalmisteet aikuisille ja lapsille vuonna 2025
Katselukerrat: 102022