Vuoden 2025 parhaiden mittauslohkojen luokitus

Kaikilla teollisuuden aloilla lineaaristen mittausten perustana ovat pituussuuntaiset tasosuuntaiset päätykappaleet (lyhenne "KMD"). Niitä käytetään pituuden yksikön tallentamiseen ja toistamiseen myöhemmin. Niitä käytetään myös mittauslaitteiden tarkastukseen, mittojen siirtoon vaadituille asetuksille ja nollamerkin merkitsemiseen instrumentteihin, lisäksi ne voivat toimia luonnollisena mittausvälineenä erilaisten esineiden mitoille. Pituus tasosuuntaisten päätykappaleiden sarjan avulla voit suorittaa merkintätöitä suuremmalla tarkkuudella ja säätää konetta. CMD:n päätehtävänä pidetään toimenpiteiden identiteetin ylläpitämistä eri teollisuusalueilla.
Sisältö
- 1 Yleistä tietoa
- 2 Tausta
- 3 Tuotantomateriaali
- 4 Toimintaperiaate
- 5 Tarvittavat lisävarusteet
- 6 Valinnaiset lisävarusteet
- 7 Laitteet itse KMD:n todentamiseen ja kalibrointiin
- 8 Vuoden 2025 parhaiden mittauslohkojen luokitus
- 9 Epilogin sijaan
Yleistä tietoa
Korjaus- ja huoltoorganisaatioissa tai teollisuusyrityksissä mittauksiin käytettävien laitteiden tulosten oikeellisuus on ehdottomasti ja jatkuvasti tarkistettava. Tietenkin todentamista varten on mahdotonta toimittaa testattua laitetta juuri siihen laitokseen, jossa erilaisia mittausstandardeja on tallennettu. Siksi kaikkien tällaisten toimenpiteiden suorittamiseksi poistumatta omasta paikastaan ne suoritetaan käyttämällä tasossa yhdensuuntaisia pituusmittoja, jotka ovat standardi tai näyte, johon tämä pituus on kiinnitetty. Pääsääntöisesti itse laite on valmistettu sylinterin muodossa, jonka mitat on numeroitu mittaustasojen välillä.
Siten CMD:n päätehtävä on säilyttää vakiintunut pituusyksikkö ja sen myöhempi lähetys. Tasorinnakkais-CMD:t ovat välttämätön työkalu eri mittauslaitteiden mittojen tarkistamiseen, kalibroimiseen tai asettamiseen:
- Mikrometri;
- Kaliiperi;
- sinus hallitsija;
- Indikaattorit jne.
KMD:tä voidaan käyttää myös ohjaustuotantolaitteisiin ja -malleihin. Koska KMD on tarkka mittaustyökalu, niiden tuotantoa säännellään lainsäädäntötasolla ja sitä säätelee GOST 4119 vuodelta 1976 (sellaisena kuin se on muutettuna).
TÄRKEÄ! Koska mittausten kalibrointitehtävien määrä on melko laaja, CMD-levyjä myydään harvoin yksittäisinä kappaleina - useimmiten ne toimitetaan suurissa sarjoissa, jotka ovat kaukana halvoista niiden tuotannon tarkkuuden vuoksi.
Tausta
Mittarilohkojen ensimmäisen julkaisun toteutti sveitsiläinen Ioganson. Ne tehtiin teräksestä ja olivat suorakaiteen muotoisia suuntaissärmiöitä. Niiden ensimmäinen esitys pidettiin vuonna 1900 Pariisin maailmannäyttelyssä. Valmistajan ansiosta tätä työkalupakkia kutsuttiin "Joganson-laatoiksi" ja sitä (nimi) käytettiin pitkään kuvaamaan KMD:tä, muuttuen myöhemmin vain "laatoiksi".
Ensimmäinen KMD:n tuotanto Neuvostoliitossa suoritettiin Tulan ja Sestroretskin tehtailla, ja niiden sarjatuotanto alkoi 30-luvun puolivälissä Kirovin tehtaalla "Krasny Instrumentalshchik" ja Moskovan "Caliber". Nykymaailmassa kosketuksettomien laserinterferometrien, pituusmittareiden ja muiden sähköisten mittauslaitteiden, jotka suorittavat mittauksia koordinaattipisteiden sekä korkeusmittareiden avulla, ilmaantuessa CMD:n käyttö ja tarkoitus ovat muuttuneet merkittävästi.Niiden päälaatu - olla tietyn kokoinen materiaalin kantaja - pysyi kuitenkin ennallaan. Samaan aikaan niiden merkitys on säilynyt tähän päivään huolimatta valtavasta valikoimasta elektronisia ja optisia mittauslaitteita.
Tasonsuuntaiset pituusmitat (tai "Joganson-laatat") valmistetaan mitoilla, jotka ovat 0,5 - 1000 millimetriä mittaustasojen välillä. Jos on tarpeen asettaa mielivaltainen koko, jota tämä pituusmitta ei määritä, se on mahdollista sopivista laatoista-osista hiomalla CMD toisiinsa. Tämä limausprosessi tulee suorittaa, kunnes laatat ovat tiukasti kiinni, ts. rappeutumista ei pitäisi olla.
Tuotantomateriaali
Nykyaikaiset mittaharkot (taso-rinnakkaiset) on valmistettu runsasseosteisesta teräksestä sekä lasista, keramiikasta tai kovista seoksista.
teräsmalleja
Teräksestä valmistetut pituusmitat, esimerkiksi sen kromin ulkonäön perusteella, sopivat täydellisesti mittatelineiden ja muiden mittojen kohteiden kanssa. Niiden käyttöpinnat ovat kulutusta kestäviä, mikä osoittaa niiden pidentyneen käyttöiän. Mittojen teräsnäytteet kovetetaan välttämättä, minkä jälkeen ne vanhennetaan keinotekoisesti. Tämän menettelyn avulla voit säilyttää tarkat mitat pitkään. Teräspohjan "Joganson-laatat" kovuus on vähintään 800 HV. Teräsmallien haittoja ovat korkea herkkyys mekaanisille naarmuille sekä pinnan korroosion todennäköisyys. Ennen tällaisten laattojen käytön aloittamista voiteluaineen muodossa oleva suojamateriaali poistetaan niistä, ja työn päätyttyä suojausvoiteluainetta levitetään uudelleen.On syytä huomata, että teräsnäytteet ovat erittäin herkkiä käyttölämpötilan muutoksille, mikä heikentää niiden tarkkuutta (esimerkiksi metalli voi laajentua vastaanottaen lämpöä vain käyttäjän käsistä).
Kovametallimallit
Nämä laatat on valmistettu volframikarbidista, ja niiden lujuus on useita kertoja terästä suurempi. Lisäksi niillä on korkea joustavuus. Kovien metalliseosten työpinnan kovuus on lähes kaksi kertaa suurempi ja 1400 HV verrattuna teräsnäytteisiin. Suurin haitta voidaan tunnistaa - suuri massa. Siten tulee olemaan vaikeaa koota suurikokoinen mittauskappale kovametallinäytteistä.
Keraamiset mallit
Zirkoniumkeraamista valmistetut tasomittarit kestävät parhaiten mekaanisia naarmuja ja käyttöalustan kulumista. Keramiikka on luonteeltaan täysin immuuni korroosiolle, eikä käyttäjän käsien lämpö vaikuta niiden pohjaan, mikä erottaa nämä näytteet teräksestä tai kovametallista. Keraamisille laatoille on ominaista suurin vakaus ja niillä on pisin käyttöikä, mikä puolestaan mahdollistaa tarkastusten välisen aikavälin pidentämisen. Keraamiset CMD:t eivät ole magnetoitavia, ne eivät vaadi erityistä ruostesuojausta eivätkä houkuttele pölyä. Ne ovat myös melko vakaita ja voivat säilyttää kiinteän koon pitkään. Heidän työnsä analyysi osoittaa, että sekä keraamisilla että teräslaatoilla on lineaarinen lämpölaajenemiskerroin, joka on lähellä arvoa.Tämän parametrin avulla voit taittaa monimutkaisia KMD-lohkoja teräs- ja keraamisista laatoista, mikä osoittaa tällaisten mallien vaihdettavuuden.
lasi malleja
Kuten nimestä voi päätellä, nämä laitteet on valmistettu lasista. Ei paha tasaisuuden ja läppäyksen tarkistamiseen. Soveltuu erinomaisesti myös tarkkojen, tasaisten työpintojen, kuten pöytätasojen, tarkistamiseen. Niitä voidaan valmistaa muunnelmina, joiden halkaisija on 50–75 millimetriä, tasaisuus vähintään 0,125 mikrometriä ja paksuus 15–20 millimetriä.
Toimintaperiaate
Mittatarkkuuden säilyttäminen ja siirto taso-rinnakkais-KMD:n avulla suoritetaan seuraavissa vaiheissa. Erikoisasennuksessa mittausten suorittamista varten mitat tarkastetaan ensimmäisen mallipäätymitan luokan mukaan. KMD, jolla on korkeimman tarkkuuden laattojen sertifikaatti, varastoidaan vain valtion standardin laboratorioiden erityisissä halleissa ja teollisuusyrityksissä riippuen siitä, tarvitaanko tarvittavia tarkkuusmittauksia valmistettujen tuotteiden osalta, KMD toisesta käytetään viidettä luokkaa. Korjatun koon lähettäminen tarkoittaa säännöllistä vertailua ensimmäisen ja toisen luokan ruutujen välillä. Lisäksi toista numeroa verrataan kolmanteen, kolmatta numeroa neljänteen ja niin edelleen viidenteen numeroon asti. Vastaavasti teollisuusorganisaatioissa tarkastetaan kaikki mittauslaitteet tarkoista karkeisiin. Tehtyjen tarkastusten tulos kirjataan kunkin laitteen passiin.
"laattojen" limittäminen
Lippausprosessi viittaa niiden liimautumiseen yhteen. Itse KMD:t kiillotetaan siten, että kun ne yhdistetään, jäljelle jäänyt ilma poistuu ja vain ilmakehän paine vaikuttaa kahteen laattaan.Laattojen välissä olevien nestepisaroiden pintajännitys suojaavan voiteluaineen huuhtoutumisesta sekä KMD:n valmistuksessa käytettävien materiaalien välinen vuorovaikutus molekyylitasolla vain lisää adheesiovoimaa. Tapauksissa, joissa laatat on kiillotettu oikein, ne pystyvät hieromaan täydellisesti. Tämä KMD:n kyky on pakollinen. Kuvatun laadun menetys osoittaa mittarin pinnan kulumista, joten haluttuja tuloksia ei ole mahdollista saavuttaa.

Tarvittavat lisävarusteet
Lohkojen keräämiseksi KMD-laatoista ja niiden kiinnittämiseksi, jotta koottu rakenne olisi helppokäyttöinen, käytetään sarjaa erityisiä lisävarusteita. Niitä tarvitaan esimerkiksi erilaisten mittaustyökalujen asennukseen ja mittojen tarkistamiseen. Nämä sisältävät:
- Kaliiperit;
- Nutrometrit;
- Mikrometrit;
- Erilaisia indikaattoreita.
Sarja sisältää pääsääntöisesti erikokoisia sivupaneeleja, mikä helpottaa sekä sisäisten että ulkoisten mittausten suorittamista. Tämä seikka on erityisen tärkeä valmistettaessa erittäin tarkkoja tuotteita rajoitetuissa sarjoissa. Siksi kaiken tuotannon tulee keskittyä tuotteen maksimikokoon ja minimiin. Tämä osoittaa, että KMD:tä tulisi käyttää mittarina, jossa on kaksi sivua (ei ohittava ja ohittava puoli).
Merkintätöissä käytetään erityistä merkintäsarjaa, jossa on pidikkeet erittäin tarkkoja mittauksia varten. Se voi myös sisältää:
- Erilaisia siteitä;
- Radiaaliset ja tasosuuntaiset sivuseinät;
- Hallitsija on kolmiosainen;
- Muste ja keskisivuseinät;
- Base;
- Anturit ja keksejä.
Erikseen kannattaa korostaa anturit, jotka on suunniteltu määrittämään maapintojen välisen raon koko.Ne ovat teräslevyjä, joiden vähimmäiskoko on 0,02 mm ja enintään yksi millimetri. Muutosaskel niille voi olla 0,01 mm - 0,05. Raon koon määritysprosessi koostuu mittapään asettamisesta pintojen väliin. Seuraavaksi anturia tulee siirtää pienellä vaivalla, mutta sen ei pitäisi upota tai liikkua vapaasti. Tämän seurauksena rakoon sisältyvien koettimien paksuuksien summa määrittää sen arvon.
Valinnaiset lisävarusteet
Mittausten suorittamisen mukavuus voidaan varmistaa käyttämällä lisätarvikkeita. Niiden käyttö on enemmän kuin perusteltua tarkkuusmittauslaitteiden valmistuksessa pienissä erissä. Useimmiten ne valmistetaan täydellisinä sarjoina GOST 4119 -standardien mukaisesti. Näitä ovat:
- Sarja nro 0 - sisältää siteet laattojen yhdistämiseksi lohkoiksi;
- Sarja nro 1 (täydellinen) - sisältää joukon lisälaitteita sisäisiin ja ulkoisiin mittauksiin 320 millimetriin asti;
- Sarja nro 2 (pieni) - sisältää joukon lisälaitteita sisä- ja ulkomittauksiin 160 millimetriin asti;
- Sarja nro 3 (pidennetty) - käytetään merkintöihin pienen ja täyden sarjan yhteydessä.
Jokaisessa sarjassa on erilliset urat kunkin elementin säilytystä varten, ja työkalujen käyttö- ja irrotusmukavuuden varmistamiseksi hylsyissä on valinnat. Jokainen sarja myydään mukana tulevien asiakirjojen kanssa, jotka vahvistavat nykyisen tarkkuusstandardin.
Laitteet itse KMD:n todentamiseen ja kalibrointiin
Mittausmitat ovat tärkeä askel standardipituusmitan välittämiseen tarkoitettujen laitteiden hierarkiassa, koska ne ovat vakiokokoisia stabiloituja materiaalia.Valon aallonpituuteen perustuvan referenssikoon siirto referenssi-QMD:hen tapahtuu syvien häiriömittausten avulla. Tästä voidaan nähdä, että lähdössä saatu standardi kuuluu luokkaan "K". Sitten varmennusjärjestelmän mukaan se voidaan siirtää muihin toimenpiteisiin. CMD:n päätarkoituksen eli mittausten tasa-arvoisuuden ja standardin pituuden mittojen siirron varmistamisen perusteella kehitettiin todentamismalleja. Samanlaisia tarkoituksia varten ne tuottavat myös eri tarkkuudella olevia mittauksia, jotka eroavat luokittain ja luokittain. KMD:n varmennusprosessi suoritetaan erikoisinstrumenteilla, joilla on korkein tarkkuus.
Näihin kuuluu mikrometri sen korkean tarkkuuden vuoksi. Keksinnöstä lähtien siihen on tehty monia parannuksia ja se on saavuttanut korkeimman tarkkuusluokan. Muita mittaustarkkuuden mittauslaitteita ovat induktiiviset tai inkrementaaliset valosähköiset komparaattorit (komporaattorit), jotka ovat sallittuja siviilikäyttöön. Niiden käytön etuna on, että niiden varmennusjärjestelmä yksinkertaistuu huomattavasti. Miinuksena voidaan kutsua edellytyksiä kohonneista vaatimuksista niitä käyttävän asiantuntijan kokemukselle ja koulutukselle sekä tämän työkalupakin korkeille kustannuksille. Tämä ehto johtuu erittäin pienestä virheestä, joka voidaan sallia CMD:n tarkistuksen/kalibroinnin aikana.
- Tärkeimmät vahvistusmenetelmät ovat:
- Tietyn pituiset epäsuorat mittaukset;
- Tietyn pituuden mittaukset suoraan;
- Vertailu vertailijalla;
- Suora vertailu standardiin.
CMD:n virhekerroin on niin pieni, että sitä on erittäin, hyvin vaikea havaita muilla instrumenteilla.
Vuoden 2025 parhaiden mittauslohkojen luokitus
TÄRKEÄ! On syytä mainita, että erittäin tarkkoja KMD-laitteita budjettisegmentissä jopa 10 000 ruplaa valmistetaan vain erillisinä kappaleina!
Budjettisegmentti (yksittäiset kopiot)
3. sija: “Measure A3 Engineering CO-3 acc. GOST R 55724-2013 ja vahvistus 8243321568541"
Tämä mitta toimitetaan yhtenä kappaleena ja on tarkoitettu hitsausliitosten ainetta rikkomattoman testauksen tuottamiseen. Se on kevyt ja sillä on toisen luokan tarkkuus. Sitä käytetään useimmissa tapauksissa erityismittauksiin hitsaustöiden tuotannossa. Valmistusmaa on Venäjä, vähittäiskauppaketjujen vakiintuneet kustannukset ovat 5350 ruplaa.

Edut:
- Toinen tarkkuusluokka;
- Vahvistetun tarkastuksen läsnäolo;
- Valmistusmateriaali - kestävä teräs.
Vikoja:
- Ei havaittu.
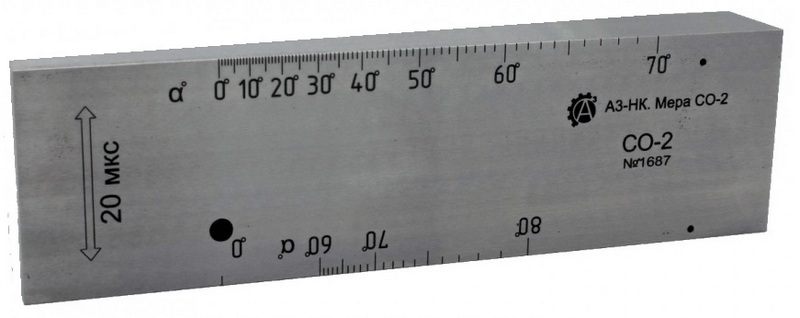
2. sija: Measure A3 Engineering CO-2 acc. GOST R 55724-2013 ja vahvistus 4814251653245"
Toinen edustaja toimenpiteistä mittausten tuottamiseksi ainetta rikkomattoman testauksen alalla. Se toimitetaan myös yhtenä kappaleena ja on tarkoitettu hitsausalan mittauksiin. Rakenne on valmistettu erittäin lujasta teräksestä. Virheen ensivarmistuksen standardit tehdään valmiiksi tehtaan laboratoriossa. Alkuperämaa - Venäjä. Suositeltu hinta vähittäiskauppaketjuille on 5400 ruplaa.
Edut:
- Alkutarkastus suoritettu;
- Toinen tarkkuusluokka;
- Kevyt paino.
Vikoja:
- Ei havaittu.
1. sija: Mittaripala INSIZE PP 90.0 luokka 1 4101-B90
Se edustaa ensimmäistä tarkkuusluokkaa ja on ulkomaisen valmistajan valmistama. Sitä voidaan käyttää standardimonimutkaisuuden mittauksiin, mittauslaitteiden todentamiseen ja sitä voidaan käyttää myös yhdistelmämittauksen osana. Seosteräksen rungon valmistuksen vuoksi se voi hyvinkin olla vuorovaikutuksessa keraamisten tuotteiden kanssa. Alkuperämaa on Itävalta, vähittäiskauppaketjujen suositushinta on 6 400 ruplaa.

Edut:
- Mitta on valmistettu seosteräksestä;
- Mahdollisuus työskennellä keraamisen KMD:n kanssa;
- Ensiluokkainen tarkkuus.
Vikoja:
- Ei havaittu.
Keskihintainen segmentti (sarjat ja sarjat)
3. sija: "Set KMD Tulamash 126551"
Tämä sarja on valikoima vakio-CMD:tä ja se on suunniteltu vertaamaan standardeja vaadittuihin työkappaleiden parametreihin. Sarja sisältää useimmat vakiokoot. Se sopii erinomaisesti työskentelyyn pienissä työpajoissa ja laboratorioissa. Laatat on valmistettu kiinteästä teräsrakenteesta, mikä mahdollistaa niiden kokoamisen (hyvän tarttuvuuden ansiosta) lohkomittauksiksi. Alkuperämaa on Venäjä, myymälöiden suositeltu hinta on 10 700 ruplaa.

Edut:
- Vankka rakenne;
- Hyvä esivalmistettu tarttuvuus elementtien välillä;
- Toinen tarkkuusluokka.
Vikoja:
- Ei havaittu.
2. sija: "Set Range No. 2 Class 1 GOST 9038-80 8-005"
Tässä sarjassa on suuri määrä elementtejä, mikä tarkoittaa, että sitä voidaan käyttää ilman lisätarvikkeita.Täydellinen mittauslaitteiden asennukseen ja säätämiseen, se auttaa havaitsemaan virheitä tehdyissä mittauksissa, tekemään suoria mittauksia eri kohteista. Kaikki sarjan elementit on valmistettu kestävästä teräksestä ja täyttävät venäläiset standardit. Alkuperämaa on Venäjä, vähittäiskauppaketjujen vakiintunut hinta on 17 700 ruplaa.

Edut:
- Laajennettu joukko työkaluja;
- Kestävä suorituskykyinen materiaali;
- Kätevä laukku kuljetukseen.
Vikoja:
- Ei havaittu.
1. sija: "Joukko tasaisen kulman prismaattisia mittoja CHIZ N8-1 122634"
Melko harvinainen ja erittäin erikoistunut mittasarja prismakulmalle. Valmistaja määrittelee tarkkuusluokan toiseksi. Mahdollistaa kohteiden mittaamisen epäperinteisellä geometrialla, jotta voit tunnistaa epälineaaristen mittaustyökalujen virheet. Sarjaan kuuluu 10 erilaista mittaa, jotka on pakattu kestävään puukoteloon kuljetuksen helpottamiseksi. Alkuperämaa on Venäjä, suositushinta on 39 000 ruplaa.

Edut:
- Mahdollisuus epästandardeihin mittauksiin;
- Korkea tarkkuusluokka;
- Valmistuksen laatu.
Vikoja:
- Kotelo on valmistettu puusta, joten sen varhaisen kulumisen todennäköisyys on korkea;
- Korkeammat kustannukset pienellä kokoonpanolla.
Premium-luokka (setit ja sarjat)
3. sija: Micron MIK 76013
Tämä sarja on erittäin tarkka laite useimpien mahdollisten mittausten tekemiseen. Läpäissyt alustavan tehdastarkastuksen tehtaalla, josta on merkintä passissa.Kätevä puinen kotelo sisältää 12 lisävarustetta ja mittoja tarkemman mittausprosessin aikaansaamiseksi. Sille on ominaista se, että valmistuksessa käytettiin Neuvostoliiton aikojen luotettavia tekniikoita. Alkuperämaa on Venäjä, myymälöiden vahvistetut kustannukset ovat 55 000 ruplaa.

Edut:
- Hyvä joukko toimenpiteitä ja lisävarusteita;
- Korkea tarkkuusluokka;
- Luotettavat valmistustekniikat.
Vikoja:
- Puinen kotelo;
- Ylihinta.
2. sija: "KMD CHIZ PK-1 116087"
Toinen venäläisen valmistajan edustaja, valmistettu Neuvostoliiton todistetun tekniikan mukaisesti. Kaikki elementit on valmistettu seostetusta teräksestä, ja lisätarvikkeiden läsnäolo tekee mittausprosessista helpompaa ja mukavampaa. Koko setissä on 11 osaa ja se on kevyt. Valmistusmaa on Venäjä, vakiintunut kauppahinta on 85 000 ruplaa.

Edut:
- Kuljetuskotelo on valmistettu puusta ja peitetty suojaavalla lakalla;
- Ensimmäisen tarkkuusluokan instrumentointi;
- Kevyt paino.
Vikoja:
- Korkea hinta.
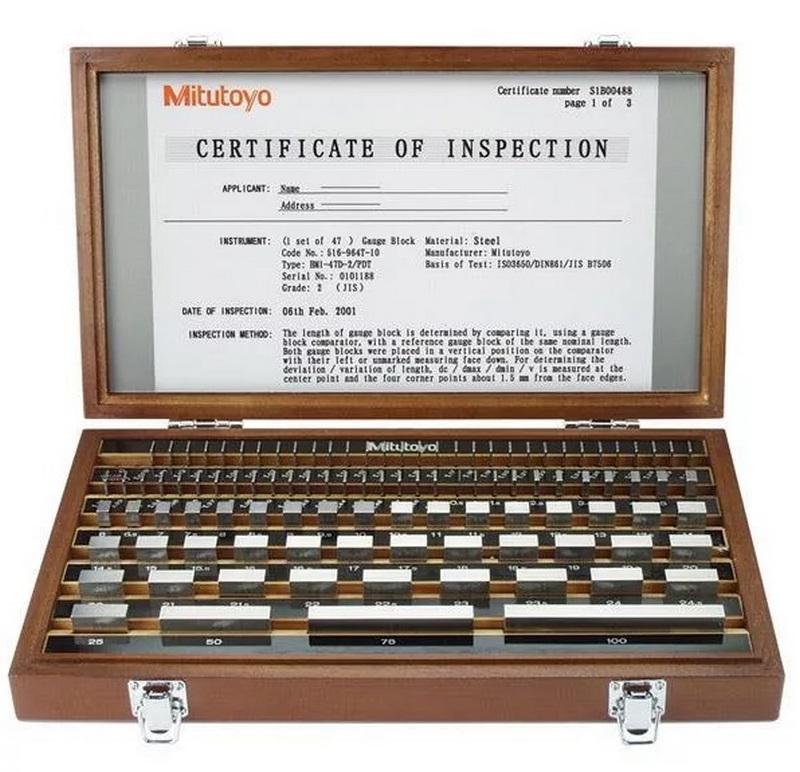
1. sija: "Tasorinnakkaismittauslohkojen sarja 47 kpl, tarkkuusluokka 1 MITUTOYO 516-959-10"
Erittäin kallis ja monikäyttöinen CMD-sarja erittäin tarkkoihin mittauksiin japanilaiselta valmistajalta. Sarja sisältää 47 kappaletta erilaisia laattoja, joten on mahdollista tehdä mikä tahansa mittaus, ja vielä enemmän, on mahdollista koota mikä tahansa epästandardityyppinen mittauslohko ilman, että käytetään kolmannen osapuolen sarjoja. Valmistusmateriaali - korkeaseosteinen teräs. Valmistusmaa on Japani, vähittäiskauppaketjujen vakiintuneet kustannukset ovat 185 000 ruplaa.
Edut:
- Kohtuullinen hinta monipuolisuuteen ja tarkkuusluokkaansa nähden;
- Kätevä säilytys- ja kuljetuslaukku;
- Sekä Venäjän että eurooppalaisten standardien mukainen.
Vikoja:
- Ei havaittu.
Epilogin sijaan
Tarkasteltavana olevien instrumenttien markkina-analyysi osoitti, että suurin osa asemista, lähes kaikilla segmenteillä, on kotimaisten valmistajien hallussa. Tämä ei kuitenkaan vaikuta vähiten tavaroiden halvuuteen (mikä on huono) eikä niiden laatuun (joka on hyvä). Syynä tähän voi olla mittauslaitteiden nopeutettu sertifiointiprosessi Venäjän olosuhteissa sekä hyvän teollisuuskoulun olemassaolo tällaisten instrumenttien valmistukseen, jonka historia ulottuu pian sataan vuoteen. Samaan aikaan ulkomainen valmistaja on edustettuna premium-luokassa ja pienessä määrässä hyödyketuotteita. Ulkomainen valmistaja yrittää kuitenkin tehdä sarjoistaan mahdollisimman monipuolisia, mikä nostaa huomattavasti niiden hintaa. Myös niiden kustannukset kasvavat, koska ulkomaisille tavaroille tehdään kaksinkertainen tarkastus - sekä venäläinen että eurooppalainen. Samalla haluan korostaa, että sekä meidän että ulkomaisten mallien tarkkuus on aina korkealla tasolla. Mitä tulee KMD:n hankintaan: ne on ostettava vain luotettavilta Internet-sivustoilta, ja on välttämätöntä tarkistaa merkin olemassaolo passissa tehdastarkastuksessa ("tarkastus" - länsimaisille näytteille).
uusia merkintöjä
Arvio vuoden 2025 parhaista lämpösalaattipatuista
Näyttökerrat: 25
Parhaiden kryolipolyysilaitteiden luokitus vuodelle 2025
Näyttökerrat: 24
Luokitus parhaista venäläisistä hiusshampooista vuonna 2025
Katselukerrat: 38
Moskovan parhaiden kosmetologien arvio vuodelle 2025
Katselukerrat: 22
Vuoden 2025 parhaiden suojakengänpäällisten sijoitus
Katselukerrat: 88
Luokat

Huippusijoitus parhaista ja halvimmista skoottereista 50 cc asti vuonna 2025
Katselukerrat: 131652

Arvosana asunnon parhaista äänieristysmateriaaleista vuonna 2025
Katselukerrat: 127691


Vuoden 2025 parhaat miesten tennarit
Katselukerrat: 124034

Vuoden 2025 parhaat kompleksivitamiinit
Katselukerrat: 121940


Vuoden 2025 parhaat pöytätennismailat
Katselukerrat: 62478

Vuoden 2025 parhaiden laserepilaattorien luokitus
Katselukerrat: 18341

Vuoden 2025 parhaiden kynsi- ja kynsinauhojen pihtien sijoitus
Katselukerrat: 12373

Parhaat lääketieteelliset analyysilaboratoriot Donin Rostovissa vuonna 2025
Katselukerrat: 4794
Hyödyllinen

Parhaiden tyhjiötiivisteiden sijoitus vuodelle 2025
Katselukerrat: 1937

Vuoden 2025 parhaiden sähköliesien luokitus
Katselukerrat: 2341

Luokitus parhaista luotettavista takatraktoreista vuodelle 2025
Katselukerrat: 17597

Parhaat viruslääkkeet vuonna 2025
Katselukerrat: 33334

Vuoden 2025 15 parasta hoverboardia.Kohtuullinen vastine rahalle
Katselukerrat: 29339
Suosittuja artikkeleita
-
Huippusijoitus parhaista ja halvimmista skoottereista 50 cc asti vuonna 2025
Katselukerrat: 131652 -
Arvosana asunnon parhaista äänieristysmateriaaleista vuonna 2025
Katselukerrat: 127691 -
Influenssan ja vilustumisen kalliiden lääkkeiden halpojen analogien luokitus vuodelle 2025
Katselukerrat: 124519 -
Vuoden 2025 parhaat miesten tennarit
Katselukerrat: 124034 -
Vuoden 2025 parhaat kompleksivitamiinit
Katselukerrat: 121940 -

Vuoden 2025 parhaiden älykellojen kärkisijoitus - hinta-laatusuhde
Katselukerrat: 114980 -

Paras maali harmaille hiuksille - huippuluokitus 2025
Katselukerrat: 113396 -

Parhaiden puumaalien sijoitus sisätöihin vuonna 2025
Katselukerrat: 110319 -

Vuoden 2025 parhaiden pyörivien kelojen luokitus
Katselukerrat: 105330 -

Parhaiden miesten seksinukkejen sijoitus vuodelle 2025
Katselukerrat: 104367 -

Parhaiden Kiinan toimintakameroiden sijoitus vuonna 2025
Katselukerrat: 102217 -

Tehokkaimmat kalsiumvalmisteet aikuisille ja lapsille vuonna 2025
Katselukerrat: 102012