2025. aasta parimate keevitustraktorite ja vankrite hinnang

Keevitusvanker (või keevitustraktor) on eriliik iseliikuvad seadmed, mida kasutatakse keevituspõleti (või mitme) pidevaks ja täpseks liigutamiseks mööda nõutavat trajektoori keevitusprotsessi ajal. Selle mehhanismi väike suurus võimaldab seda kasutada kõige raskemini ligipääsetavates kohtades. Seda tüüpi mehhaniseeritud seade on võimeline keevitama pikema pikkusega õmblusi, välistades samal ajal inimvea teguri ja säilitades tehtud töö kõrge kvaliteedi.

Sisu
Disaini põhidetailid
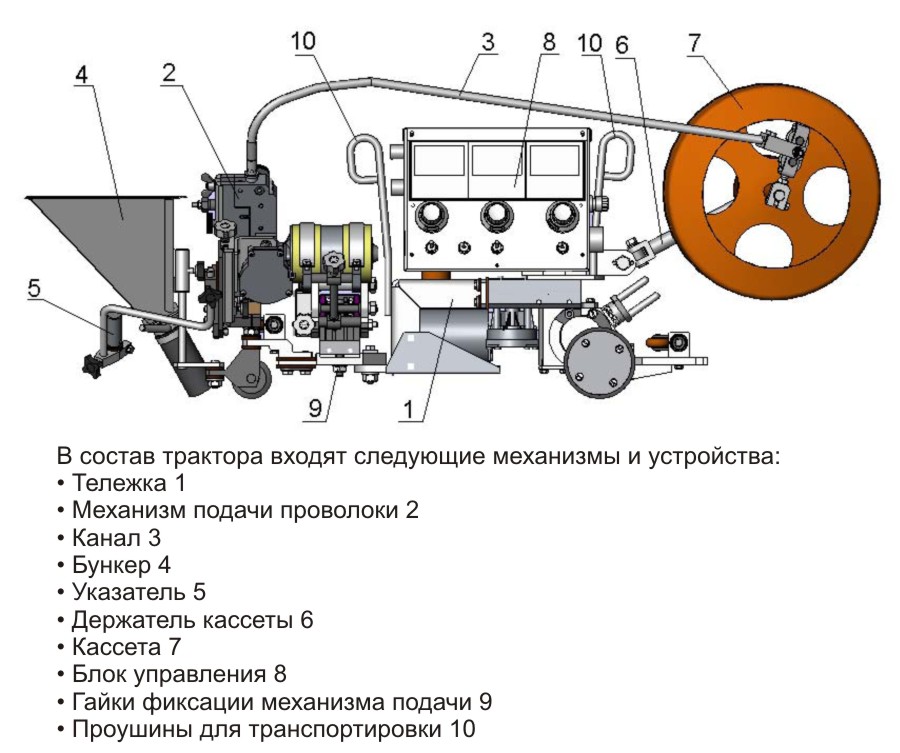
Keevitusvankri abil teostatakse elektrikaarkeevitust. Nagu iga automaat, töötab see kindla programmi järgi, sellel on spetsiaalsed rattad, millega see liigub. Selle aparaadi peamist omadust võib nimetada selle iseliikumiseks - liikumine toimub mööda rööpaid (mis asetatakse piki õmbluse telge) iseseisvalt või liikumisvektori määrab inimene. Kärud on üsna kompaktsed ja neid on väga lihtne transportida kõrvuti asetsevate ruumide vahel, kuna liikumissiinid on kerged ja neid saab seadmega kaasas kanda. Peamine tööelement on keevituspea, mille kaudu tarnitakse veeldatud gaasi. Suurt rolli mängivad ka kuluvad traat ja kaitsevoog. Üldiselt on seadme disain nagu juhtpaneeliga käru, millel asub traktor ise ja lisamehhanismid. Enamikku detaile saab kas mehhanismi sisse ehitada või selle disainist välja võtta. Iseenesest kasutatakse kirjeldatud seadmeid kõige sagedamini tööstusettevõtetes ja keskmise taseme töökodades. Neid saab kasutada nii eraldi kui ka suure konveieri osana.Võimalike funktsionaalsuste hulk mõjutab otseselt vankri hinda (näiteks on kallimatel mudelitel võimalus automaatselt kontrollida rakendatud õmbluse geomeetria õigsust või iseseisvalt reguleerida väljastatud kaitsevoo kogust).
Olemasolev klassifikatsioon
Tänaseks on välja töötatud mitut tüüpi seadmeid, mida saab teatud kriteeriumide järgi rühmitada. Kui räägime keevituskärule / traktorile paigaldatud mootorite arvust, võib need jagada järgmisteks osadeks:
- Ühe mootoriga - kogu liikumine toimub ühe mootoriga (neil on lihtsamad tehnilised omadused, kuid need on kerged);
- Kahemootoriline - vankri liikumist juhivad kaks mootorit mööda erinevaid telgesid (selline seade on massiivsem, kuid suurema töökindlusega ja selle parameetreid saab peenemal tasemel reguleerida).
Klassifikatsioon vastavalt kasutatud kaitsemeetoditele võib toimuda järgmiste tüüpide järgi:
- "Avakaarkeevitus" - selle meetodi puhul ei kasutata üldse kaitset, seetõttu võib õmblus olla erinevate negatiivsete mõjudega, kuid tootmisprotsess ise muutub odavamaks;
- "Gaasikaitsega" - selle meetodiga, luues aktiivsete / inertsete gaaside eest kaitsva keskkonna, ei lubata hapnikku õmblusesse siseneda ja sellele ei avaldata muid negatiivseid mõjusid;
- "Sukeldatud kaar" - selle meetodi puhul kasutatakse lisavoogu, mis parandab keevitatava metalli õmbluse kvaliteeti ja kaitseb samal ajal tootmist negatiivsete mõjude eest;
- "Mittetarbiva elektroodi kasutamine" - keevitusprotsessis täitematerjali lihtsalt ei kasutata.
Klassifikatsioon samaaegselt toetatud keevituskaare meetodi järgi:
- Üks kaar - viib ühe kaare, kohandatud enamiku traditsiooniliste toimingute jaoks, on lihtsaim meetod ja seda kasutatakse ühemootorilistes vagunites;
- Kahekaar - suudab paralleelselt läbi viia kaarepaari, samal ajal kui keevitamine toimub samaaegselt, mis kiirendab oluliselt kõige keerukamaid toiminguid, näiteks masstootmises;
- Kolmkaareline - suudab sisestada korraga kolm kaare ja on mõeldud professionaalseks kõrge keerukusega keevitustöödeks (saab kasutada ainult kahemootorilistes süsteemides).
PU-ga keevitustraktor kõikidele asenditele
Seda tüüpi traktor sõidab painduvatel teras/alumiiniumsiinidel, mis kinnitatakse töödeldud konstruktsiooni külge magnetklambritega. Rööpa paindlikkus võimaldab korrata keevitatud objekti kontuure, samal ajal kui õmblust rakendatakse rangelt vastavalt määratud mustrile. See automatiseerimismeetod on pidevate ja pikkade õmbluste loomisel äärmiselt produktiivne. Samuti on seda tüüpi traktorite üks olulisemaid omadusi nende uuenduslik juhtimisfunktsioon, tänu millele säilib vankri kiirus sõltumata vastuvõetud koormast (45 kilogrammi piires). See asjaolu tähendab, et traktor saab töö ajal üles tõmmata keevitustraadi etteandjaid, aga ka seadme tööks vajalikke kaableid.
Automatiseeritud protsessi paindlikkuse suurendamiseks on välja töötatud mitmeid programmimalle.On traktoreid, mis töötavad keevitusõmbluste teostamise programmi järgi lihtsate toimingute ahelas (“Kiire käivitamine”, “Stopp”, “Keevituskaare algus”, “Keevitamine”, “Stopp”, “Korda”) ). Sellest tulenevalt on algoritmimallide kasutamise eesmärk tõsta keevitamise kiirust ja täpsust, mis kiirendab oluliselt tootmisprotsessi võrreldes klassikalise käsitsi keevitamisega. Seega on PU (tarkvarajuhtimine) ideaalne võimalus suuremahuliste projektide elluviimiseks, kus on vaja sama tüüpi protsesse automatiseerida.
Keevitustraktorite kasutamise üksikasjalikud funktsionaalsed eelised
Keeruliste tootmisprotsesside täieliku automatiseerimise valdkonnas mängib olulist rolli iseliikuvate keevitustraktorite kasutamine poolautomaatseks keevitamiseks kaitsegaasides. Need muudavad tavapärase käsitsi keevitusega võrreldes kvalitatiivselt töö tingimusi, kiirust ja täpsust ning nende vahetute eeliste hulgas on:
- Standardsete keevitusseadmete kasutamine - keevitustraktorite tööstuses püsiva kasutamise korral ei ole enam vaja osta spetsiaalseid seadmeid - enamik traktoreid on hõlpsasti ühilduvad traditsiooniliste poolautomaatsete keevitusmasinatega ja laia valikuga keevituspõletid.
- Operaatorite täiendavaks koolitamiseks pole vaja rahalisi kulutusi - keevituskäru enda töö on intuitiivne ja seda saab kasutada iga poolautomaatsete seadmete tööd tundev keevitaja. Ainuke asi on see, et peate ikkagi esmase briifingu läbima, kuid see võib võtta maksimaalselt 2 päeva.Lisaks on vankrikeevitus lubatud usaldada isegi nendele spetsialistidele, kellel on madalam kvalifikatsioon isegi manuaalse protsessiga seoses. Selle põhjuseks on asjaolu, et peamised keevitusparameetrid (traadi etteandekiirus, pinge ja vool) on kogenumate spetsialistide poolt eelseadistatud otse juhtpaneelil ning keevitusjuhtimiskiirus (kelgu kiirus) ja keevituspõleti kalle. töödeldava pinna suhtes on samuti praeguse operaatori kontrolli alt väljas ja määratakse enne tähtaega. Seega jääb operaatoril vaid kelk keevitatava objekti kohale õigesse asendisse seada, valida vajalik keevitusrežiim ja vajutada nuppu "Start". Pärast seda jääb ainult kogu protseduuri visuaalne juhtimine.
- Üldise kvaliteedi parandamine - traktoriga keevitamisel on kaugus põleti nurgast (nii risti kui ka piki liitekohti) kuni keevituspõleti düüsi väljapääsuni, mis määrab kaare suuruse, ja seda kontrollib keevitamine. hoidikusse paigaldatud taskulamp. Kiirus jääb muutumatuks kogu kaare pikkuse ulatuses piki liigendit. Samuti allub kontrollile kaare liikumise trajektoor. Kõik see aitab kaasa kontrollitud läbitungimisele, peenelt helbelise ja ühtlase keevisõmbluse struktuuri loomisele, sisselõigete vältimisele, rakendatud keevisõmbluse geomeetrilise kvaliteedi tõusule ja ladestunud randi mitteväärismetallile sujuva voolamise loomisele. Põleti võnkeploki kasutamisel paraneb paljude läbikäikudega õmbluste katte- ja täitehelmeste keevitamise kvaliteet.Isegi kui keevisliide pole korralikult kokku pandud, saab hea töökvaliteedi saavutada tänu sellele, et enamikul vagunitel on stopperrullikud, mis suudavad jälgida liitejoont, korrigeerides samal ajal keevituspõleti liikumisteed.
- Keevitusprotsessi intensiivsuse suurendamine - on loomulik, et mis tahes protsessi automatiseerimine võimaldab töö intensiivsust suurendada. Vankrikeevitamise teema osas suureneb statistika järgi tööjõu intensiivsus 40-45% kogu tööajast, mis võrdub käsitsi keevitamisega võrreldes umbes kolme-kolme ja poole tunnise säästuga vahetuses. Juhtudel, kui kasutatakse kalleid ja multifunktsionaalseid keevitustraktoreid, võib see arv läheneda viie-kuuetunnise tööaja kokkuhoiule vahetuse kohta. Lihtsa näitena võib tuua järgmise olukorra: isegi kogenud keevitaja, kellel on teatud visadus, suudab harva teha õmbluse, mis on pikem kui üks meeter, ilma oma asendit muutmata. Igal juhul peab ta kas ise liikuma piki valmistatavat õmblust või muutma tooriku asukohta. Loomulikult on keevitaja nende toimingute tegemisel sunnitud kaare kustutama. Töö jätkamisel ja enne õmbluse 15-25-millimeetrise kattumise kohustuslikku keevitamist peab ta esmalt puhastama õmbluse otsa kiledest ja pritsmetest. Keevitustraktor seevastu liigub katkestusteta, keevitades samaaegselt õmblust suvalises pikkuses, seega ei pea ta oma asendit muutma (nagu keevitaja), samal ajal töö katkestades. Seega perioodilist keevitustööde katkestamist ei esine.Lisaks mängib olulist rolli ka keevitaja perioodilise puhkevajaduse puudumine, sest keevituskiiruse saavutamiseks ei ole vaja pidevalt kontrollida keevituskiiruse kulgu ja samal ajal säilitada õiget elektroodi ulatust. parem keevisõmblus. See näitab, et operaator ei saa jälgida mitte ainult oma väikest kaareosa, vaid ta suudab ka olukorda üldiselt kontrollida, sealhulgas jälgida teiste sama objekti töötlevate operaatorite tegevust, et oma tegevust nendega õigeaegselt kooskõlastada. . Sama võib öelda ka kontrolli kohta struktuuri enda käitumise üle tööprotsessis. Suureks plussiks võib olla kahe keevituspõletiga seadme kasutamine, mis võimaldab äärte eraldamisel teostada samaaegselt kahte õmblust paralleelselt või teha kaks läbimist mööda sama õmblust. Samal ajal suudab üks operaator teenindada mitut vagunit korraga, mis tõstab tootlikkust veelgi mitu korda.
- Protsendi vähendamine deformatsioonikeevituse valdkonnas - soojussisendi juhtimine võimaldab pärast töö lõpetamist vähendada töödeldud konstruktsiooni üldist deformatsiooni protsenti. See asjaolu on otsene tagajärg asjaolule, et töötlemise ajal säilitatakse väga täpsed keevitusparameetrid - kaarepinge ja keevituskiirus, mida käsitsi tootmise raames ei ole võimalik saavutada. Lisaks kaare pidev kustutamine / süttimine, kui keevitaja liigub piki õmbluse pikkust, samuti vajadus teostada õmbluse sulgemise protseduur - kõik see mõjutab järgnevate deformatsioonide ohtu. Tuleb märkida, et kahe vankriga korraga õmblemine vähendab võimalike negatiivsete tagajärgede riski poole võrra.
- Keevitustarvikute kokkuhoid - see asjaolu tuleneb keevitusparameetrite täpsema reguleerimise rakendamisest ja nende hooldamisest kogu töö jooksul. Peamise tegurina võib välja tuua keevitustraadi mahu kadude vähenemise pritsmete ajal. See mõjutab ka katkestuste puudumist töö ajal, liikudes piki keevitaja liigendit, ja tegelikult ka töö jätkamist (õmbluste kattumise vajaduse puudumine säästab oluliselt keevitusmaterjale). Läbimiste arvu saab vähendada põikivibratsiooniga keevitamise võimaluse tõttu. Lisaks väheneb kõigi toimingute ühtsuse ja homogeensusega kaitsegaasi tarbimine, mis on säästu seisukohalt märkimisväärne artikkel, kui kaitseks kasutatakse kalleid argoonipõhiseid gaasisegusid.
- Abiprotsessid nõuavad väiksemaid kulusid - lisatoimingute, nagu kuumusest mõjutatud tsooni puhastamine ja õmbluse eemaldamine, samuti õmbluse tugevdamise eemaldamine, kulud vähenevad oluliselt, kuna juba saadakse siledad ja korralikud õmblused. esimesel läbimisel. Pritsmete taseme vähendamine mõjutab ka tsementeerimisega seotud kulusid.
- Tootmise keskkonnataseme tõstmine – keskkonnasõbralikud töötingimused saavutatakse tänu sellele, et keevitaja on operaatori kohal, mitte ei istuks kaarkeevitamisel tekkiva suitsu ja kuumuse vahetus läheduses.
Selle tulemusena on traktori keevitamise abil võimalik automatiseerida mis tahes, isegi väikest ettevõtet ja viia see "plussile".See kehtib eriti nende ettevõtete kohta, kus spetsialistide töötajatel on piisavalt kogemusi kaitsegaaside poolautomaatse keevitamise töös - siis saavutatakse tulemus võimalikult lühikese aja jooksul ja see on rohkem väljendunud. Lisaks ei nõua vankrite/traktorite kasutuselevõtt eriti suuri investeeringuid ja tasub end üsna kiiresti ära (kui just pole plaanis ülisuurt ja keerulist projekti) ning paigaldamiseks on aega:
- Mõned vankrimudelid maksavad isegi vähem kui nende vee all olevad traktorid;
- Vaatamata sellele, et tarbekaupade (kaitsegaasid ja kulutraat) ostumahud jäävad samale tasemele, langevad nende kulud aga oluliselt;
- Räbusti kaltsineerimiseks pole vaja täiendavaid seadmeid osta, samuti pole vaja selleks spetsiaalset ruumi uuesti varustada;
- Puudub vajadus teostatavate protsesside tehnoloogia radikaalseks muutmiseks (näiteks puudub vajadus võtta kasutusele uusi servalõikuse liike);
- Töötajaid ei ole vaja koolitada vastavalt uutele keevitusmeetoditele, kaob vajadus töötajate täiendavaks sertifitseerimiseks ja atesteerimiseks.
Olemasolevad puudused
Kahjuks on kõigi oluliste positiivsete külgede juures vaadeldavatel seadmetel ka olulisi puudusi:
- Enne töö alustamist peate kõik seaded väga täpselt tegema;
- Täppisseadmete puhul esineb keerulisi rikkeid, seega on kiire remont ja töö jätkamine äärmiselt kaheldav;
- Silmusõmbluste maksimaalsel/minimaalsel läbimõõdul on konkreetsed piirangud;
- Tehnikal endal on enamasti väike mass, kuid selle juhuslik liigne koormus võib selle kiiresti keelata;
- Kasutamine nõuab teatud oskusi, mis muudab selle tehnika väikeettevõtetele halvasti kättesaadavaks;
- Kõrge hind.
Pädeva valiku probleemid
Igal keevitustööl on oma spetsiifilised parameetrid, mida tuleb vankri/traktori ostmisel hoolikalt kontrollida. Väikesemahuliste ülesannete jaoks, mis ei hõlma erilist keerukust ja nõuavad ainult sama tüüpi toimingute pidevat täitmist, sobivad ühe mootoriga masinad ilma programmijuhtimiseta üsna hästi. Neid on lihtne kasutada, need ei tekita remondiolukordades erilisi raskusi. Juhul, kui on vaja suuremahulist projekti ja veelgi enam selle elluviimist lühikese aja jooksul, on parem osta mitme kaare ja mitme mootoriga näidiseid. Sama kehtib ka masstootmise rakendamise kohta.
TÄHTIS! Ostmisel peaks peamiseks valikukriteeriumiks olema maksimaalse ja minimaalse voolu indikaator, samuti kasutatavate kulujuhtmete suurus!
2025. aasta parimate keevitustraktorite ja vankrite hinnang
Eelarve hinnasegment
2. koht: "EvoSAW 1250-II"
See iseliikuv seade on kohandatud iseseisvaks keevitustööde tegemiseks räbusti abil; struktuurselt jagatud kahte plokki (tegelikult automatiseeritud seade ja inverteri toiteallikas). Seda iseloomustab suurenenud töökiirus - kuuekümne sekundi jooksul teeb see hõlpsalt 10–15 sentimeetri pikkuse õmbluse. Tööde kiirust mõjutab aga töödeldava metalli paksus. Muuhulgas saab inverterit kasutada eraldiseisva seadmena etteantud sügavusele lõikamiseks (õhk-kaare lõikamine) või käsitsi keevitusseadmena. Pakett sisaldab kaitsesüsteemi lühise ja ülekuumenemise eest.Päritolumaa on Venemaa, soovitatav jaehind on 250 000 rubla.

Eelised:
- Kaitse olemasolu;
- Elementide eraldi kasutamise võimalus;
- Kvaliteetne ehitus.
Puudused:
- Sellel on piirangud keevitatud metalli paksusele.
1. koht: ADF-1000
Selle Venemaa tootja näidisega saab läbi viia mitmekihilise ja ühekihilise keevitamise kulukaitsega traadi katmisega. See nõuab aga kolmefaasilist elektriühendust. Komplekti kuuluv tarkvara lahendab liikumiskiiruse ja elektroodijuhtme etteande sünkroniseerimise. Seade on võimeline liikuma nii mööda eelpaigaldatud siine kui ka otse töödeldava objekti pinnal. Saadaval on pult, mille kaudu on võimalik reguleerida ka keevituspinget. Tööelement - pea - on liigutatav, paigaldatav tööpinna suhtes teatud nurga all. Visuaalse kontrolli mugavuse huvides on disainis ette nähtud lasertähis. Õmblusi saab rakendada nii rõngakujulises kui ka sirgjoonelises tehnikas. Seade on võimeline keevitama ilma lõikeservadeta või nendega (tagumikuga), ühendama "sõnni" (nurga all) ja kattuvaid õmblusi. Soovitatav hind on 260 000 rubla.

Eelised:
- Töötava objekti pinnal liikumine on saadaval;
- lasermarkeri olemasolu;
- On kaugjuhtimispult.
Puudused:
- Vajalik on kolmefaasiline võrguühendus.
Keskmine hinnasegment
2. koht: Promotech LIZARD
Sellel proovil on stabiilne liikumiskiirus, mis jääb muutumatuks kogu töövoo jooksul.See asjaolu võimaldab saavutada äärmise täpsuse keevisõmbluse rakendamisel, samuti tagada selle parem kvaliteet. Samal ajal kasutatakse täitematerjali äärmiselt säästlikult. Masinat saab programmeerida õmblema pikka või spetsiaalset õmblusega õmblust. Ainult kahele nupule vajutades on võimalik määrata soovitud õmbluse tüüp, samas saab juba eelseadistada pikkuse, reavahe, õmbluse täitmise, kraatri täitmise aja parameetrid. Väga oluline võimalus on võnkeploki olemasolu, mille abil valitakse automaatselt keevitamiseks vajalikud kriteeriumid. See plokk laiendab oluliselt seadme võimalusi, mis on eriti oluline vertikaalsete õmbluste ja servade lõikega õmbluste puhul. Soovitatav hind on 312 000 rubla.

Eelised:
- Jäik ja kerge ühes tükis korpus;
- Magnetilise positsioneerimissüsteemi olemasolu;
- Võimaldab salvestada kuni 40 programmimalli.
Puudused:
- Ei tuvastatud:
1. koht: "Riland-Aurora PRO MZ 1250"
Hea näidis Hiina tootjalt, millel on modulaarne arhitektuur koos eraldi inverteriga. Seade on võimeline teostama sukelkaarkeevitustoiminguid automatiseeritud režiimis. Sellel režiimil on positiivne mõju tootmise tõhusale kiirendamisele üldiselt, samas kui rakendatud õmbluste kvaliteet ei lähe kaduma. Võimalik keevitada nurga all, samuti kattuda ja ühtlane põkk. See võib liikuda nii mööda töödeldud objekti kui ka piki antud vektorit paigaldatud rööbaste abil. Keevisõmbluse asend on üsna reguleeritav - see võib asuda nii väljaspool raja kui ka selle sees.Seade ise on ülesehituselt väga lihtne, mis tähendab suuremat töökindlust. Kaitse voolupingete ja kuumenemise eest – olemas. Pakutakse kvaliteetset sundjahutust, mis mõjutab kasutusea pikenemist. Soovitatav hind on 338 000 rubla.

Eelised:
- Saadaval sundjahutussüsteem;
- Oskab teostada keevitamist mittestandardsetel viisidel;
- Eraldi modulaarne arhitektuur.
Puudused:
- Ei leitud.
Premium klass
2. koht: "Svarog MZ1000"
Veel üks Venemaa proov, mis on ette nähtud töötama metallesemetega paksusega 4–30 millimeetrit. Näitab suurt tootlikkust, kui seadet kasutatakse peaaegu pidevates tootmistoimingutes. Kaare ühtluse tagab seadistatavate vooluparameetrite peen reguleerimine, mis tähendab paremat õmblust. Seadmel on sisemine stabiliseerimisahel, mis kontrollib sisendpinge kõikumisi, kuid selle ühendamiseks on vaja kolmefaasilist võrku. Mugava juhtimise ja kasutamise tagavad eredad ja kontrastsed teabeekraanid ning juhtpaneel. Mällu saab laadida kuni 100 algoritmi malli, mis võimaldab teil mitte iga kord seadmeid uuesti seadistada. Soovitatav hind on 350 000 rubla.

Eelised:
- Kuni 100 programmeeritavat mustrit;
- Seal on sisemine stabiliseerimisahel;
- Kvaliteetne õmblus.
Puudused:
- Vaja on kolmefaasilist võrku.
1. koht: ESAB A2 Multitrac
Suurepärane, kuid väga kallis mudel Euroopa tootjalt. Tootmisprotsessis on see võimeline töötama kahe kaarega, lõhestades kuluvat traati.Õhu juurdepääsu õmbluse rakendusalale takistab inertgaaside tarnimine. Spetsiaalse adapteri paigaldamisel on võimalik toota süsinikelektroodiga õhulõikamist. Türistori inverter suudab tagada stabiilse kaare isegi madala pinge korral. Soovitatav hind on 1 100 000 rubla.

Eelised:
- Kaare stabiilsus madalal pingel;
- Paralleeltöö kahe kaarega;
- türistori inverter.
Puudused:
- Kõrge hind.
Epiloogi asemel
Keevitustraktorid/kärud on lihtne, kuid funktsionaalne lahendus automaatseks kaarkeevituseks. Nad suudavad liikuda mööda eelnevalt valitud rada või spetsiaalseid rööpaid, mis jätab inimesele vaid kohustuse teostatavat tööd visuaalselt kontrollida. Operaatori põhiülesanne on korrektselt ja sobivalt seadistada vajalikud seadistused vastavalt teostatavale ülesandele. Masin saab kogu töö ise ära teha. Töö tüüp võib olla täiesti erinev, nii et seadmed ise võivad olla kerged ja odavad või mahukad ja kallid. Sellegipoolest on õigem öelda, et keevitustraktor või -vanker on keskendunud eelkõige tööstuslikele tootmismahtudele.
uued sissekanded
2025. aasta parimate termiliste salatibatoonide hinnang
Vaatamisi: 33
2025. aasta parimate krüolipolüüsi seadmete hinnang
Vaatamisi: 35
Parimate Venemaa juuste šampoonide hinnang 2025. aastal
Vaatamisi: 47
Moskva 2025. aasta parimate kosmeetikute hinnang
Vaatamisi: 33
2025. aasta parimate kaitsejalatsite katete edetabel
Vaatamisi: 96
Kategooriad

Parimate ja odavamate kuni 50cc tõukerataste edetabel 2025. aastal
Vaatamisi: 131667

Korteri parimate heliisolatsioonimaterjalide hinnang 2025. aastal
Vaatamisi: 127704


Parimad meeste tossud 2025. aastal
Vaatamisi: 124049

Parimad kompleksvitamiinid 2025. aastal
Vaatamisi: 121953

Ülevaade parimatest tasemetest ja lasertasemetest Matrix
Vaatamisi: 4470

2025. aasta parimate odapüüginugade hinnang
Vaatamisi: 6619
2025. aasta parimate Atlandi veesoojendite ülevaade
Vaatamisi: 4617

Moskva 2025. aasta parimate arendajate hinnang
Vaatamisi: 3784

Parimate mastopaatia ravivahendite hinnang 2025. aastaks
Vaatamisi: 8098
Kasulik

2025. aasta parimate vaakumtihendi edetabel
Vaatamised: 1943

2025. aasta parimate elektripliitide hinnang
Vaatamisi: 2345


Parimad viirusevastased ravimid 2025. aastal
Vaatamisi: 33342

Populaarsed artiklid
-
Parimate ja odavamate kuni 50cc tõukerataste edetabel 2025. aastal
Vaatamisi: 131667 -
Korteri parimate heliisolatsioonimaterjalide hinnang 2025. aastal
Vaatamisi: 127704 -
Kallite gripi- ja külmetushaiguste ravimite odavate analoogide hinnang aastaks 2025
Vaatamisi: 124530 -
Parimad meeste tossud 2025. aastal
Vaatamisi: 124049 -
Parimad kompleksvitamiinid 2025. aastal
Vaatamisi: 121953 -

2025. aasta parimate nutikellade edetabel – hinna ja kvaliteedi suhe
Vaatamisi: 114988 -

Parim värv hallidele juustele – tipphinnang 2025
Vaatamisi: 113406 -

Parimate sisetööde puiduvärvide edetabel 2025. aastal
Vaatamisi: 110335 -

2025. aasta parimate spinningurullide hinnang
Vaatamisi: 105340 -

2025. aasta parimate meeste seksinukkude edetabel
Vaatamisi: 104380 -

Hiina 2025. aasta parimate märulikaamerate edetabel
Vaatamisi: 102228 -

Kõige tõhusamad kaltsiumipreparaadid täiskasvanutele ja lastele 2025. aastal
Vaatamisi: 102022