Αξιολόγηση των καλύτερων εργαλείων κοπής για το 2025

Σημαντική ποσότητα εργασιών τόρνευσης πραγματοποιείται με τη βοήθεια ειδικών κοπτικών. Όσον αφορά τη συχνότητα χρήσης, τα εργαλεία κοπής καταλαμβάνουν μία από τις κορυφαίες θέσεις μεταξύ αυτών των ακροφυσίων. Είναι ένας τύπος εργαλείου τόρνευσης που έχει σχεδιαστεί για την κοπή βαθιών και στενών αυλακώσεων σε κενά αντικείμενα. Τέτοια μοντέλα, κατά κανόνα, χρησιμοποιούνται για την αφαίρεση ενός ήδη επεξεργασμένου τεμαχίου εργασίας από μια ράβδο που τροφοδοτήθηκε μέσω μιας οπής ατράκτου. Λόγω των ιδιαίτερων χαρακτηριστικών της αιχμής κοπής τους, τα δείγματα κοπής διαφέρουν σημαντικά από τα αντίστοιχα: με σπείρωμα, με διαμπερείς οπές, με διάτρηση και άλλους τύπους κοπτικών.
Η λειτουργία αποκοπής δεν καταλαμβάνει τόσο μεγάλο μέρος του χρόνου εργασίας σε σύγκριση με το συνολικό χρόνο που δαπανάται για την επεξεργασία του εξαρτήματος, ωστόσο, είναι συχνά η τελευταία στη γενική λίστα του κύκλου εργασίας, γεγονός που οφείλεται στο παροχή υψηλής ποιότητας επεξεργασίας της ακραίας όψης του τεμαχίου εργασίας. Η λανθασμένη επιλογή της γωνίας ακονίσματος στην πλάκα κοπής αυξάνει σημαντικά τον κίνδυνο τσιπς και τραχύτητας στην επιφάνεια κοπής, γεγονός που με τη σειρά του θα οδηγήσει στην απόρριψη του προϊόντος ή θα καταστήσει αδύνατη την περαιτέρω επεξεργασία του. Ένα από τα κύρια χαρακτηριστικά ενός περιστρεφόμενου κοπτικού κοπής είναι ότι το μπροστινό του τμήμα, κατά τη λειτουργία, βυθίζεται σε μια στενή αυλάκωση, του οποίου το μέγεθος σε διάμετρο είναι ελαφρώς μεγαλύτερο από το πλάτος της λεπίδας κοπής. Αυτή η περίσταση δημιουργεί κάποιες δυσκολίες για την αφαίρεση των απορριμμάτων και για τη διαδικασία ψύξης του ακροφυσίου, η οποία απαιτεί τη χρήση μη τυποποιημένων λύσεων εργασίας.

Περιεχόμενο
- 1 Σχεδιαστικά χαρακτηριστικά του κοπτικού κοπής
- 2 Τύποι και εύρος κοπτικών κοπτικών
- 3 Αντεστραμμένοι κόφτες - ιδιαιτερότητες και πλεονεκτήματα
- 4 Εφαρμοσμένη σήμανση
- 5 Οφέλη από τη χρήση καρβιδίων στα ένθετα κοπής
- 6 Συστάσεις για την επιλογή κοπτικών εργαλείων
- 7 Βασικά στοιχεία ροής εργασιών
- 8 Αξιολόγηση των καλύτερων εργαλείων κοπής για το 2025
- 9 Αντί επιλόγου
Σχεδιαστικά χαρακτηριστικά του κοπτικού κοπής
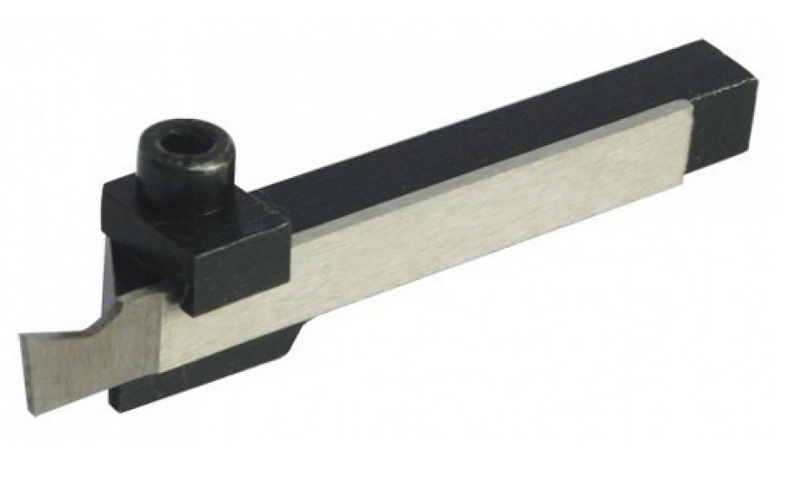
Ο ίδιος είναι ένα μονολιθικό εξολοκλήρου μεταλλικό εργαλείο τόρνευσης, που αποτελείται από μια επίπεδη κεφαλή και μια τεράστια βάση. Υπάρχει μια πλάκα κοπής στο τέλος του κεφαλιού. Σε σύγκριση με άλλους τύπους ακροφυσίων στροφής, εκτός από την κύρια κοπτική άκρη, ο κόφτης διαθέτει και δύο βοηθητικά, που βρίσκονται και στις δύο πλευρές του κύριου, που προορίζονται για την κοπή επιφανειών στην πλευρά της σχισμής που κόβεται. Η λεπίδα της κεφαλής κοπής στενεύει όταν μετακινείται προς τη βάση σε γωνίες 1-3 μοιρών για κάθε πλευρά. Αυτό το χαρακτηριστικό σχεδιασμού απαιτείται για να μπορεί να μειωθεί η τριβή του ακροφυσίου στα τοιχώματα της αυλάκωσης, καθώς και για να βελτιωθεί η κυκλοφορία του υγρού κοπής και η εκτόξευση των τσιπς.
Το πλάτος της κεφαλής της λεπίδας μπορεί να κυμαίνεται από 3-10 χιλιοστά και το μήκος της πρέπει να επιλέγεται με τέτοιο τρόπο ώστε να είναι μερικά χιλιοστά μεγαλύτερο σε σχέση με την ακτίνα του τεμαχίου εργασίας. Προκειμένου να αυξηθεί η αντοχή και να μειωθεί το επίπεδο δόνησης, είναι απαραίτητο να χρησιμοποιηθούν ειδικοί τύποι κοπτικών κοπής, στους οποίους το μπροστινό μέρος είναι διευρυμένο. Σε ένα τέτοιο εργαλείο θα δοθεί μια ποιοτική ισορροπία από κεφαλές που έχουν στρογγυλεμένες προεξοχές στην κορυφή (ονομάζονται επίσης "κοκορέλια") και οι οποίες θα επιτρέψουν την τοποθέτηση της κοπτικής ακμής στην ίδια γραμμή με τον άξονα της θήκης.
Τύποι και εύρος κοπτικών κοπτικών
Δομικά, τα εξεταζόμενα ακροφύσια χωρίζονται σε προκατασκευασμένα και μονολιθικά (ολομεταλλικά).Τα τελευταία είναι κατασκευασμένα από χάλυβα εργαλείων βαρέως τύπου και τα κύρια τεχνικά χαρακτηριστικά τους ρυθμίζονται από το κρατικό πρότυπο αρ. 18874 του 1973. Οι μέγιστες διαστάσεις ενός τέτοιου κόφτη είναι:
- Πλήρες μήκος - 80 χιλιοστά.
- Μήκος κεφαλιού - 15 χιλιοστά.
- Το πλάτος της κοπτικής ακμής είναι 12 χιλιοστά.
ΣΠΟΥΔΑΙΟΣ! Καθώς η ακμή τομής γειώνεται προς τα κάτω, το μήκος της κεφαλής αυτού του εργαλείου θα μειωθεί, γεγονός που, κατά συνέπεια, θα μειώσει το όριο διαμέτρου αποκοπής.
Τα προκατασκευασμένα μοντέλα, με τη σειρά τους, μπορούν να χωριστούν σε δύο τύπους. Ο πρώτος τύπος μοιάζει με μονολιθικό δείγμα, στο οποίο τόσο η κεφαλή όσο και η θήκη είναι κατασκευασμένα από μία ράβδο, αλλά η πλάκα κοπής είναι ένα ξεχωριστό προκατασκευασμένο στοιχείο εγκατεστημένο στο άκρο της κεφαλής. Η στερέωσή του μπορεί να γίνει με δύο τρόπους - είτε με συγκόλληση στη βάση, είτε με μηχανική στερέωση.
Ο δεύτερος τύπος προκατασκευασμένου μοντέλου έχει γίνει ο πιο διαδεδομένος στον σύγχρονο κόσμο των συναρμολογημένων κοπτών. Διαθέτει μακριά και επίπεδη κεφαλή με κοπτική άκρη, η οποία στερεώνεται μηχανικά σε ειδικό πλαίσιο, που λειτουργεί ως ένα είδος βάσης. Αυτοί οι κόφτες πωλούνται με εναλλάξιμα ένθετα που ποικίλλουν σε πάχος και πλάτος. Μεταξύ άλλων, ορισμένα από τα περιγραφόμενα δείγματα είναι σε θέση να προσαρμόσουν το μήκος εξώθησης της κεφαλής τους.
Εκτός από τις ενισχυμένες και τυπικές εκδόσεις του ακροφυσίου κοπής στον κλασικό σχεδιασμό, μπορούν να χρησιμοποιηθούν και άλλοι τύποι κοπτικών εργαλείων για εργασία σε ειδικές συνθήκες, οι οποίες μπορούν να αντισταθμίσουν τη χαμηλή ακαμψία ή τη χαμηλή ισχύ του τόρνου. Αυτό περιλαμβάνει μοντέλα με ανεστραμμένα ή ελατήρια, που χρησιμοποιούνται συχνά σε μικρής κλίμακας παραγωγή ή σε οικιακά εργαστήρια.Οι κεφαλές τους μπορούν να αντισταθμίσουν τα δυναμικά φορτία κραδασμών και να απορροφήσουν (όσο είναι δυνατόν) τους παραγόμενους κραδασμούς, και αυτό θα επιτύχει την επιθυμητή ποιότητα επιφάνειας και θα προστατεύσει την κοπτική άκρη από ζημιές.
ΣΠΟΥΔΑΙΟΣ! Η δημοτικότητα των ανεστραμμένων μοντέλων ήρθε πριν από περίπου πέντε ή έξι χρόνια, λόγω του γεγονότος ότι αναπτύχθηκε ένα αποτελεσματικό και εύχρηστο ένθετο κοπής.
Αντεστραμμένοι κόφτες - ιδιαιτερότητες και πλεονεκτήματα
Αυτός ο τύπος εξοπλισμού κοπής ονομάζεται έτσι επειδή λειτουργεί αριστερόστροφα, δηλαδή στην αντίστροφη κίνηση του άξονα. Ο σχεδιασμός του είναι κάπως παρόμοιος με ένα μαχαίρι γραφείου: μια πλάκα με τη μορφή μιας μακριάς λεπίδας και μια θήκη στερεώνονται σε ένα λοξό άκρο. Η λεπίδα είναι κατασκευασμένη από χάλυβα υψηλής ταχύτητας, το οποίο είναι κραματοποιημένο με κοβάλτιο και σε διατομή απεικονίζεται οπτικά ως το γράμμα "T" γυρισμένο ανάποδα, στο οποίο και οι δύο εγκάρσιες ράβδοι είναι, όπως ήταν, κοντές. Η γωνία ακονίσματος του άκρου της κοπτικής ακμής είναι επτά μοίρες, ο κατασκευαστής μπορεί να παράγει εργαλεία σε διαφορετικά πάχη από ένα έως τρία σημεία δύο δέκατα του χιλιοστού.
Το κύριο πλεονέκτημα του εξεταζόμενου κοπτήρα είναι η διευκόλυνση της αφαίρεσης των τσιπς, επειδή όταν ο άξονας περιστρέφεται προς την αντίθετη κατεύθυνση, τα τσιπς, υπό την επίδραση του ίδιου του βάρους τους, ρίχνονται κάτω. Αυτή η λειτουργία μειώνει σημαντικά την πιθανότητα πλήρωσης του αυλακιού εργασίας με χρησιμοποιημένα τσιπ, πράγμα που σημαίνει ότι δεν υπάρχει σχεδόν κανένας κίνδυνος βλάβης ή εμπλοκής του μηχανήματος. Τα πρόσθετα πλεονεκτήματα ενός τέτοιου ακροφυσίου περιλαμβάνουν:
- Ευκολία ακονίσματος λεπίδων.
- Δυνατότητα επεξεργασίας σε αυξημένη εμβέλεια.
- Βελτιστοποίηση της διαδικασίας ψύξης (τα τσιπ κατεβαίνουν και το ψυκτικό παρέχεται από πάνω).
- Κατοχή μεγάλης διάρκειας ζωής ακόμη και με επαναλαμβανόμενο άλεσμα του ενθέματος κοπής.
Μεταξύ άλλων, ο ανεστραμμένος κόφτης διαθέτει ένα σύστημα ρύθμισης ύψους σημείου, το οποίο καθιστά απλώς περιττή την ανάγκη ρύθμισης της θέσης του ακροφυσίου στη θέση του όταν χρησιμοποιείτε παρεμβύσματα.
Εφαρμοσμένη σήμανση
Στη Ρωσική Ομοσπονδία, υπάρχουν τρία κρατικά πρότυπα (GOST), τα οποία αναπτύχθηκαν στη σοβιετική εποχή και ισχύουν από το 1973 (έχουν το ευρετήριο "73" στο τέλος της ψηφιακής ονομασίας του εγγράφου) και τα οποία είναι έχει σχεδιαστεί για τη θέσπιση κανονισμών για τη σήμανση των εργαλείων κοπής. Η κωδικοποίηση των ακροφυσίων και τα τυπικά μεγέθη τους από χάλυβα υψηλής ταχύτητας καθορίζονται από το πρότυπο Νο. 18874. ακροφύσια με πλάκες από σκληρό κράμα - πρότυπο αρ. 18884. με καμπύλες πλάκες ("κοκορέτσι") καρβίδιο - πρότυπο αρ. 18894. Είναι απλώς αδύνατο να καθοριστεί σωστά η γεωμετρία και ο τύπος με σήμανση χωρίς τη χρήση των τεχνικών πινάκων αυτών των προτύπων. Και στα τρία αναφερόμενα κανονιστικά έγγραφα, κάθε τύπος έχει τον δικό του κωδικό και τον αριθμό των παραμέτρων που αναφέρονται στους πίνακες. Το μόνο αποκρυπτογραφήσιμο πληροφοριακό στοιχείο της σήμανσης είναι η ταξινόμηση του κράματος του κοπτικού τμήματος. Για παράδειγμα, ένας δεξιός κόφτης από χάλυβα υψηλής ταχύτητας έχει τα ακόλουθα χαρακτηριστικά:
- Διατομή - 16x16 χιλιοστά.
- Μήκος - 80 χιλιοστά.
- Κεφάλι - 15 χιλιοστά.
- Πλάτος λεπίδας - 12 χιλιοστά.
Οι παραπάνω παράμετροι σύμφωνα με το πρότυπο Νο. 18874 θα έχουν τη γενική σήμανση "2120-0519". Ένας κόφτης με παρόμοια γεωμετρία, αλλά με ένθετο καρβιδίου, θα επισημαίνεται με βάση το πρότυπο Νο. 18884 ως "2130-055 T5K10". Το τελευταίο αλφαριθμητικό σύνολο σημαίνει την παρουσία καρβιδίου του τιτανίου με κοβάλτιο στη σύνθεση καρβιδίου, όπου το 10 είναι το ποσοστό του τελευταίου.Για περισσότερες πληροφορίες, ορισμένοι κατασκευαστές επισημαίνουν συγκεκριμένα τον τύπο του υλικού που χρησιμοποιείται στο χρώμα. Για παράδειγμα, το παραπάνω "T5K10" είναι κίτρινο.
Υπάρχει επίσης ένα καθολικό διεθνές σύστημα στον κόσμο για τον προσδιορισμό των κοπτικών εργαλείων στη διαβάθμιση ISO (Διεθνής Οργανισμός Τυποποίησης). Το αντίστοιχο έγγραφο αυτής της οργάνωσης είναι πολύ ογκώδες, περιέχει πολλά χαρακτηριστικά, επομένως η πλήρης σήμανση φαίνεται να είναι αρκετά μεγάλη. Ως παράδειγμα, μπορεί να δοθεί η μεταγραφή "QFGD2525R2252H" στην κατηγορία "Grooving and external cuts", όπου:
- Q - θήκη κοπής.
- F - τελική επεξεργασία.
- G - διαστάσεις της πλάκας.
- D - για πλάκες διπλής όψης.
- 25 – ύψος θήκης.
- 25 – πλάτος βάσης.
- R - αριστερά, δεξιά, ουδέτερα.
- 22 - μέγιστο βάθος εργασίας.
- 52 - ελάχιστη διάμετρος κοπής.
- H είναι η θέση εισαγωγής για αυλάκωση προσώπου.
Οφέλη από τη χρήση καρβιδίων στα ένθετα κοπής
Το κύριο πλεονέκτημα ενός ένθετου καρβιδίου σε σχέση με τα αντίστοιχα του χάλυβα υψηλής ταχύτητας είναι ότι έχει την ικανότητα να λειτουργεί σε υψηλές ταχύτητες κοπής (έως 500 m/s για τεμάχια χάλυβα). Επιπλέον, ενώ διατηρεί τη δική του σκληρότητα σε γενικά υψηλή θερμοκρασία στην περιοχή εργασίας (έως 900 βαθμούς Κελσίου). Όπως αναφέρθηκε παραπάνω, υπάρχουν δύο μέθοδοι για τη σύνδεση ενθέτων καρβιδίου στην κεφαλή συγκράτησης - μηχανική σύσφιξη και συγκόλληση (ή άλλες παρόμοιες μέθοδοι). Οι συνδέσεις που είναι μονοκόμματοι θεωρούνται πιο ανθεκτικές στους κραδασμούς και είναι γενικά δομικά απλές, ειδικά όταν εργάζονται σε έντονα φορτία.Ωστόσο, παρά την τεχνικά πολύπλοκη μέθοδο παραγωγής, το εργαλείο αποκοπής, στο οποίο η πλάκα στερεώνεται μηχανικά, έχει ορισμένα πλεονεκτήματα:
- Όταν εργάζεστε στην κεφαλή της θήκης του, δεν υπάρχει θερμική επίδραση όταν στερεώνεται το στοιχείο κοπής.
- Είναι διαθέσιμη μια γρήγορη αντιστροφή σε άλλη αιχμή ή μια επιταχυνόμενη αλλαγή ένθετου.
- Μετά την αλλαγή του ενθέτου, τα γεωμετρικά χαρακτηριστικά θα διατηρηθούν.
Εκτός από την κοπή εξαρτημάτων από καρβίδιο, όταν εργάζεστε σε ιδιαίτερα σκληρά μέταλλα, μπορείτε να χρησιμοποιήσετε ένθετα με βάση κεραμικά. Αν και θεωρούνται πιο εύθραυστα, έχουν αυξημένη αντοχή στη φθορά του τμήματος κοπής και μπορούν να λειτουργήσουν σε πολύ υψηλές θερμοκρασίες που σχηματίζονται στην περιοχή εργασίας (έως 1200 βαθμούς Κελσίου).
Συστάσεις για την επιλογή κοπτικών εργαλείων
Τεχνολογία παραγωγής
Κατά την αγορά του εν λόγω τύπου κοπτικών, πρέπει να δοθεί μεγαλύτερη προσοχή στις απαιτήσεις των κρατικών προτύπων που χρησιμοποιούνται από τον κατασκευαστή στην παραγωγή. Το ζήτημα της μικρής τιμής δεν πρέπει να κατέχει δεσπόζουσα θέση. Έτσι, οι κοπτήρες, των οποίων η τεχνολογία κατασκευής δεν μπορεί να επιβεβαιωθεί, είναι απίθανο να διαρκέσουν για μεγάλο χρονικό διάστημα και θα είναι προβληματικό να ακονιστούν. Το απλούστερο σημάδι ασυνέπειας στην τεχνολογία παραγωγής εργαλείων είναι η πολύ φθηνή τιμή του. Θα πρέπει πάντα να θυμόμαστε ότι μόνο τα προϊόντα που παράγονται σύμφωνα με τα κρατικά πρότυπα θα μπορούν να παρέχουν έναν τεχνολογικό κύκλο εργασίας χωρίς διακοπές.
Κριτήρια επιλογής
Πρέπει να γνωρίζετε ότι οι κόφτες είναι εξαιρετικά εξειδικευμένα ακροφύσια και πρέπει να χρησιμοποιούνται μόνο για δύο εργασίες - τόρνευση και κοπή. Έτσι, για μικρές εγκαταστάσεις επισκευής και οικιακή χρήση, δεν πρέπει να αγοράζετε υπερβολικά ακριβά και επαγγελματικά δείγματα.Σε αυτήν την κατάσταση, είναι πολύ πιθανό να τα βγάλετε πέρα με ένα δείγμα ρωσικής κατασκευής με συγκολλημένη πλάκα, το κόστος του οποίου θα είναι 1,5-2 φορές χαμηλότερο από αυτό ενός παρόμοιου με μηχανικά στερεωμένη πλάκα καρβιδίου. Ταυτόχρονα, αυτός ο κανόνας δεν ισχύει για τη μαζική παραγωγή, ειδικά εάν ο κόφτης θα χρησιμοποιηθεί σε μηχανές CNC. Απλώς δεν υπάρχει εναλλακτική λύση σε ένα μοντέλο κοπής υψηλής τεχνολογίας με εναλλάξιμο ένθετο.
Συνοψίζοντας, πρέπει να σημειωθεί ότι πριν από την απόκτηση, ένας πιθανός αγοραστής πρέπει να αποφασίσει για τα ακόλουθα σημεία:
- Υπολογίστε την ένταση των μελλοντικών φορτίων.
- Λάβετε υπόψη τη σκληρότητα του υλικού που υποβάλλεται σε επεξεργασία.
- Εξετάστε τους τύπους μελλοντικών εργασιών.
- Ορίστε την προτεραιότητα μεταξύ των παραμέτρων της επιθυμητής ποιότητας επιφάνειας και της ακρίβειας των διαστάσεων του προϊόντος.
- Υιοθετήστε τον επιθυμητό βαθμό αντοχής στη φθορά του εργαλείου.
Βασικά στοιχεία ροής εργασιών
Ακόνισμα κοπτικών - γενικές συστάσεις
Η απόδοση του κόφτη, καθώς και η δύναμη κοπής και η συνολική διάρκεια ζωής, εξαρτώνται άμεσα από το ακόνισμα υψηλής ποιότητας. Για τον εξοπλισμό τόρνευσης, συνηθίζεται να ακονίζετε και τις δύο άκρες του. Η λείανση πραγματοποιείται σε διάφορα βήματα, χωριστά για κάθε επιφάνεια εργασίας κοπής. Η διαδικασία ξεκινά από το πίσω μέρος - ο χειριστής πρέπει να δουλέψει την πίσω επιφάνεια σε γωνία περίπου 5 μοιρών. Στη συνέχεια, θα πρέπει να τρίψετε το πίσω επίπεδο της κοπτικής άκρης. Η γωνία που πρέπει να ακονιστεί για το πίσω ένθετο πρέπει να υπερβαίνει τη γωνία διάκενου της κοπής κατά περίπου δύο μοίρες. Μετά την περιστροφή του κοπτικού και του πίσω μέρους, ο χειριστής πρέπει να σχηματίσει την τελική γωνία κοπής με το φινίρισμα. Το μπροστινό μέρος θα πρέπει επίσης να περιστραφεί σύμφωνα με τον αλγόριθμο που περιγράφεται παραπάνω.Αξίζει να θυμάστε ότι η γωνία στο μπροστινό μέρος του κόφτη πρέπει να δημιουργείται με διπλό γύρισμα ή με φινίρισμα. Η άκρη εργασίας κατά μήκος της οποίας πραγματοποιείται η λείανση πρέπει να βρίσκεται σε παράλληλη ευθεία με την επιφάνεια λείανσης.
Τοποθέτηση του κόφτη
Για να εκτελεστεί σωστά η διαδικασία κοπής και για να σταματήσει η αυξημένη φθορά του κοπτικού ένθετου, καθώς και για να διασφαλιστεί η υψηλής ποιότητας επεξεργασία της ακραίας όψης μετά την κοπή, αξίζει να ρυθμίσετε τον κόφτη σε εντελώς κάθετη θέση ως προς το τεμάχιο εργασίας Επιπλέον, θα πρέπει να τοποθετηθεί απέναντι από τον άξονα περιστροφής, με κατακόρυφη απόκλιση όχι μεγαλύτερη από 0,1 mm και στις δύο κατευθύνσεις. Η τοποθέτηση της κοπτικής ακμής ακόμη και κατά ένα μικρό κλάσμα δέκατων του χιλιοστού ψηλότερα μπορεί να οδηγήσει σε θραύση της λεπίδας και με χαμηλότερη ρύθμιση, μπορεί να σχηματιστεί μια άκοπη προεξοχή στο τεμάχιο εργασίας. Η κοπή πρέπει να γίνεται όσο το δυνατόν πιο κοντά στις σιαγόνες του τσοκ, χρησιμοποιώντας έναν κόφτη με ελάχιστη προεξοχή. Για άνετη κατεργασία σκληρών υλικών με μηχανές πάγκου, θα πρέπει να χρησιμοποιούνται εργαλεία με ανεστραμμένο ή ελατήριο.
Αξιολόγηση των καλύτερων εργαλείων κοπής για το 2025
Επιλογές προϋπολογισμού
3η θέση: Tekhnostal 2130-0001 036258
Τυπικό δείγμα με δεξί χέρι. Έχει συνολικό μήκος 100 χιλιοστά με μήκος θήκης 10, και ύψος 16. Κατασκευασμένο από υλικό T5K10 - διάσπαρτο με καρβίδιο. Η χώρα προέλευσης είναι η Κίνα, η συνιστώμενη λιανική τιμή είναι 185 ρούβλια.

Πλεονεκτήματα:
- Υλικό παραγωγής διάσπαρτο με καρβίδιο.
- Επαρκές μήκος.
- Συγκόλληση αιχμής.
Ελαττώματα:
- Απαιτεί αρχική τραχύτητα.
2η θέση: "Sekira 1781"
Ένας άλλος εκπρόσωπος της ομάδας προϋπολογισμού, κατασκευασμένος από ενισχυμένο υλικό T5K6 (μικρά εγκλείσματα τιτανίου). Έχει συνολικό μήκος 140 χιλιοστά, με ύψος θήκης 25 και πλάτος 16. Η χώρα προέλευσης είναι η Κίνα, το κόστος στις αλυσίδες λιανικής είναι 205 ρούβλια.

Πλεονεκτήματα:
- Συμπερίληψη τιτανίου στο υλικό κατασκευής.
- Μακρά βάση?
- κόστος προϋπολογισμού.
Ελαττώματα:
- Απαιτεί αρχικό ακόνισμα.
1η θέση: Tekhnostal 2130-0005 030431
Αυτός ο κόφτης είναι κατασκευασμένος από συνηθισμένο υπερσκληρό χάλυβα ποιότητας T5K10 με εμποτισμό καρβιδίου και έχει κοπτικό άκρο με χαλκογραφία. Το συνολικό μήκος είναι 120 χιλιοστά, με ύψος θήκης 20 και πλάτος 12. Παράγεται στην Κίνα με ρωσική άδεια. Η τιμή στα καταστήματα λιανικής έχει οριστεί στα 220 ρούβλια.

Πλεονεκτήματα:
- Καλά γεωμετρικά δεδομένα.
- Χάλυβας υψηλής ταχύτητας που χρησιμοποιείται.
- Συγκολλημένη άκρη.
Ελαττώματα:
- Και πάλι, η ανάγκη για αρχικό ακόνισμα.
Τμήμα μεσαίας τιμής
3η θέση: TekhnoStal 036377
Αυτό το εργαλείο τόρνευσης διακρίνεται για τα εκτεταμένα γεωμετρικά χαρακτηριστικά του, η βάση είναι κατασκευασμένη από κράμα διάσπαρτο με τιτάνιο. Έχει συνολικό μήκος 170 χιλιοστά, με πλάτος θήκης 20, και ύψος 32. Κατασκευάζεται στην Κίνα. Η συνιστώμενη τιμή για το κατάστημα είναι 310 ρούβλια.

Πλεονεκτήματα:
- Λογική τιμή;
- Εξαιρετικές γεωμετρικές διαστάσεις.
- Ένθετο τιτανίου.
Ελαττώματα:
- Δεν εντοπίστηκε.
2η θέση: "Sekira 15125"
Μια καλή επιλογή από τον Λευκορώσο κατασκευαστή για τη σωστή τροφοδοσία. Το σώμα είναι κατασκευασμένο από χάλυβα υψηλής ταχύτητας με εγκλείσματα καρβιδίου. Έχει συνολικό μήκος 140 χιλιοστά, ύψος θήκης 25 και πλάτος 20.Χώρα κατασκευής - Λευκορωσία. Η συνιστώμενη λιανική τιμή είναι 410 ρούβλια.

Πλεονεκτήματα:
- Καλά γεωμετρικά χαρακτηριστικά.
- Υλικό χάλυβα υψηλής ταχύτητας.
- Επαρκής σχέση ποιότητας/τιμής.
Ελαττώματα:
- Δεν βρέθηκε.
1η θέση: "Sekira 18917"
Κορυφαίο μοντέλο για την κατηγορία του. Είναι κατασκευασμένο από χάλυβα R6M5 βαρέως τύπου και έχει τα εξής γεωμετρικά χαρακτηριστικά: συνολικό μήκος - 125 χιλιοστά, πλάτος θήκης - 4, ύψος θήκης - 18. Λόγω των ειδικών γεωμετρικών παραμέτρων του, μπορεί να χρησιμοποιηθεί για μικρές σχεδόν εργασίες κοσμήματος. Χώρα κατασκευής - Λευκορωσία. Η τιμή που ορίζεται για τα καταστήματα είναι 520 ρούβλια.

Πλεονεκτήματα:
- Σχεδιασμένο για εργασίες ακριβείας.
- Χρήση καινοτόμου υλικού.
- Πραγματική τιμή.
Ελαττώματα:
- Δεν εντοπίστηκε.
Κατηγορία Premium
3η θέση: "MGEHR1212-2"
Ένα εξαιρετικό και πολυλειτουργικό μοντέλο που χρησιμοποιείται με εναλλάξιμα ένθετα κοπής. Διαφέρει ως προς την υψηλή αντοχή και τη μακροχρόνια λειτουργία. Κατασκευασμένο από ποιοτικό υλικό. Η χώρα κατασκευής είναι η Ρωσία, η συνιστώμενη λιανική τιμή είναι 900 ρούβλια.

Πλεονεκτήματα:
- Δυνατότητα χρήσης διαφόρων πλακών κοπής.
- Υψηλής ποιότητας εκτέλεση αυλακώσεων και κοπών.
- Πολυλειτουργικότητα και ευελιξία.
Ελαττώματα:
- Δεν βρέθηκε.
2η θέση: "24554 Proxxon"
Ένα εξαιρετικά πρακτικό εργαλείο ξένης κατασκευής, εξαιρετικό για κοπή αυλακώσεων και κοπή υλικών. Κατασκευασμένο από χάλυβα υψηλής ταχύτητας με περιεκτικότητα σε κοβάλτιο (σκληρυμένο). Κατάλληλο για τόρνο PD-400. Έχει διαστάσεις - 12 x 3 x 85 χιλιοστά. Χώρα κατασκευής - Γερμανία. Η συνιστώμενη τιμή για τις αλυσίδες λιανικής είναι 1300 ρούβλια.

Πλεονεκτήματα:
- Ο κατασκευαστής είναι μια παγκοσμίως γνωστή μάρκα.
- Υλικό θήκης υψηλής ποιότητας.
- Μεγάλη διάρκεια ζωής.
Ελαττώματα:
- Δεν εντοπίστηκε.
1η θέση: "Jet 50000909"
Αυτό το δείγμα είναι κατάλληλο για εργασίες σε μηχανές JET BD-7, 8 και 920. Προορίζεται για κοπή υλικού υπό γωνία 90 μοιρών ως προς τον άξονα περιστροφής και για κοπή πολύ στενών αυλακώσεων. Ικανός να εργάζεται κάτω από βαριά φορτία, μπορεί να απαιτεί τεχνολογία κοπής με μεγάλη ακρίβεια. Όταν εργάζεστε με αυτό, μην υπερβαίνετε τον ρυθμό τροφοδοσίας! Διαστάσεις - 150 x 8 x 8 χιλιοστά, Χώρα - Κατασκευαστής - Ελβετία. Η συνιστώμενη τιμή για τα καταστήματα είναι 2300 ρούβλια.
Πλεονεκτήματα:
- Υλικό κατασκευής υψηλής ποιότητας.
- Ικανότητα εντοπισμού εργασίας.
- Αντοχή σε έντονα φορτία.
Ελαττώματα:
- Αναγκαιότητα ακριβούς τήρησης του ρυθμού τροφοδοσίας.
Αντί επιλόγου
Η ανάλυση της αγοράς κοπής διαπίστωσε ότι για τις εγχώριες ανάγκες, ο Ρώσος αγοραστής, όπως ένας μικρός επιχειρηματίας στον τομέα της τόρνευσης, προτιμά περισσότερο από όλα τα φθηνά δείγματα εργαλείων που βρίσκονται στο χαμηλότερο τμήμα τιμών. Τέτοια μοντέλα έχουν συγκολλημένες κοπτικές άκρες, απαιτούν το πρωτότυπο, αλλά είναι εξαιρετικά φθηνά σε τιμή. Αξίζει να σημειωθεί ότι ακόμη και Ρώσοι κατασκευαστές έχουν μεταφέρει την τεχνολογία για την παραγωγή τέτοιων ακροφυσίων στην Ασία - οι περισσότεροι από τους δημοφιλείς κοπτήρες παράγονται είτε σε ασιατικές χώρες είτε σε γειτονικές χώρες με ρωσικές άδειες. Ταυτόχρονα, το τμήμα premium, το οποίο επικεντρώνεται στη μαζική παραγωγή και απαιτεί ιδιαίτερη αντοχή λόγω των έντονων φορτίων, αντιπροσωπεύεται αποκλειστικά από δείγματα από τη Δυτική Ευρώπη.Διακρίνονται από υψηλή ποιότητα, κοστίζουν 3-5 τάξεις μεγέθους πιο ακριβά και πιο συχνά πρόκειται για πολυλειτουργικά και καθολικά μοντέλα.
νέες καταχωρήσεις
Κατηγορίες


Τα καλύτερα ανδρικά αθλητικά παπούτσια για το 2025
Προβολές: 124036

Οι καλύτερες σύνθετες βιταμίνες για το 2025
Προβολές: 121942


Smartphone Archos Diamond - πλεονεκτήματα και μειονεκτήματα
Προβολές: 1404


Κριτική παιδικών έξυπνων ρολογιών DokiWatch
Προβολές: 3680

Βαθμολογία των καλύτερων ρωσικών μπλε τυριών για το 2025
Προβολές: 135
Χρήσιμος

Κατάταξη των καλύτερων σφραγιστικών κενού για το 2025
Προβολές: 1939

Αξιολόγηση των καλύτερων ηλεκτρικών εστιών για το 2025
Προβολές: 2342

Αξιολόγηση των καλύτερων αξιόπιστων τρακτέρ για το 2025
Προβολές: 17599

Τα καλύτερα αντιικά για το 2025
Προβολές: 33335

Δημοφιλή άρθρα
-

Κορυφαία κατάταξη των καλύτερων και φθηνότερων σκούτερ έως 50cc το 2025
Προβολές: 131653 -

Αξιολόγηση των καλύτερων ηχομονωτικών υλικών για ένα διαμέρισμα το 2025
Προβολές: 127694 -
Βαθμολογία φθηνών αναλόγων ακριβών φαρμάκων για τη γρίπη και το κρυολόγημα για το 2025
Προβολές: 124521 -
Τα καλύτερα ανδρικά αθλητικά παπούτσια για το 2025
Προβολές: 124036 -
Οι καλύτερες σύνθετες βιταμίνες για το 2025
Προβολές: 121942 -

Κορυφαία κατάταξη των καλύτερων smartwatches 2025 - σχέση τιμής-ποιότητας
Προβολές: 114981 -

Η καλύτερη βαφή για γκρίζα μαλλιά - κορυφαία βαθμολογία 2025
Προβολές: 113398 -

Κατάταξη των καλύτερων ξυλομπογιών για εσωτερικές εργασίες το 2025
Προβολές: 110320 -

Αξιολόγηση των καλύτερων περιστρεφόμενων τροχών το 2025
Προβολές: 105332 -

Κατάταξη με τις καλύτερες κούκλες σεξ για άνδρες για το 2025
Προβολές: 104369 -

Κατάταξη των καλύτερων καμερών δράσης από την Κίνα το 2025
Προβολές: 102218 -

Τα πιο αποτελεσματικά σκευάσματα ασβεστίου για ενήλικες και παιδιά το 2025
Προβολές: 102013