Bedømmelse af de bedste svejsetraktorer og vogne for 2025

En svejsevogn (eller svejsetraktor) er en speciel type selvkørende udstyr, der bruges til kontinuerligt og præcist at flytte svejsebrænderen (eller flere) langs den nødvendige bane under svejseprocessen. Den lille størrelse af denne mekanisme gør det muligt at bruge den i de mest utilgængelige positioner. Denne type mekaniseret enhed er i stand til at svejse sømme med øget længde, mens man eliminerer faktoren for menneskelige fejl og opretholder en høj grad af kvalitet af det udførte arbejde.

Indhold
Grundlæggende designdetaljer
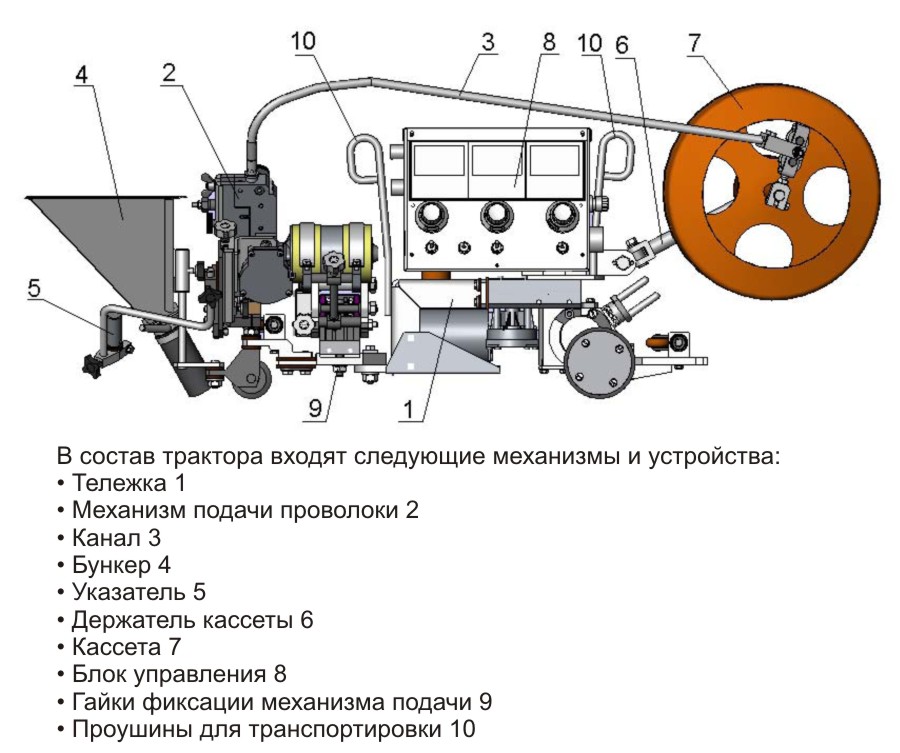
Ved hjælp af svejsevognen udføres elektrisk lysbuesvejsning. Som enhver automatisk maskine fungerer den efter et bestemt program, har specielle hjul, som den bevæger sig med. Hovedtræk ved dette apparat kan kaldes dets selvkørende - bevægelse udføres langs skinner (lagt langs sømmens akse) uafhængigt, eller bevægelsesvektoren bestemmes af en person. Vognene er ret kompakte, og det er meget nemt at transportere dem mellem tilstødende rum på grund af det faktum, at skinnerne til bevægelse er lette, og de kan bæres sammen med enheden. Det vigtigste arbejdselement er svejsehovedet, gennem hvilket flydende gas tilføres. Forbrugstråd og beskyttende flux spiller også en stor rolle. Generelt er enhedens design som en vogn med et kontrolpanel, hvorpå selve traktoren og yderligere mekanismer er placeret. De fleste af detaljerne kan enten være indbygget i mekanismen eller tages ud af dens design. I sig selv bruges de beskrevne enheder oftest i industrielle virksomheder og i værksteder på mellemniveau. De kan bruges både separat og som en del af en stor transportør.Mængden af mulig funktionalitet vil direkte påvirke prisen på vognen (for eksempel har dyrere modeller mulighed for automatisk at kontrollere korrektheden af geometrien af den påførte søm eller kan selvstændigt regulere mængden af udstedt beskyttende flux).
Eksisterende klassifikation
Til dato er der udviklet flere typer udstyr under overvejelse, som kan grupperes efter bestemte kriterier. Hvis vi taler om antallet af motorer, der er installeret i svejsevognen / traktoren, kan de opdeles i:
- Enkeltmotor - al bevægelse udføres ved hjælp af en enkelt motor (de har enklere tekniske egenskaber, men de er lette i vægt);
- Dobbeltmotor - vognens bevægelse styres af to motorer langs forskellige akser (en sådan enhed er mere massiv, men har en højere grad af pålidelighed, og dens parametre kan justeres på et finere niveau).
Klassificering i henhold til de anvendte beskyttelsesmetoder kan forekomme i henhold til følgende typer:
- "Åben buesvejsning" - med denne metode bruges der overhovedet ingen beskyttelse, derfor kan sømmen udsættes for forskellige negative påvirkninger, men selve produktionsprocessen bliver billigere;
- "Med gasbeskyttelse" - med denne metode, ved at skabe et beskyttende miljø fra aktive / inerte gasser, tillades ilt ikke at komme ind i sømmen, og det udsættes ikke for andre negative påvirkninger;
- "Sænket bue" - i denne metode bruges en ekstra flux, som forbedrer kvaliteten af sømmen på det metal, der svejses, og samtidig beskytter produktionen mod negative påvirkninger;
- "Brug af en ikke-forbrugelig elektrode" - fyldmaterialet bruges simpelthen ikke i svejseprocessen.
Klassificering i henhold til metoden for samtidig understøttede svejsebuer:
- Enkeltbue - fører én bue, tilpasset til de fleste traditionelle operationer, er den enkleste metode og bruges i enkeltmotorsvogne;
- To-bue - er i stand til at udføre et par buer parallelt, mens svejsning sker samtidigt, hvilket markant fremskynder de fleste komplekse operationer, for eksempel i masseproduktion;
- Tre-bue - i stand til at indføre tre buer på én gang og er beregnet til professionelt svejsearbejde af høj kompleksitet (kan kun bruges i to-motoriske systemer).
Svejsetraktor med PU til alle positioner
Denne type traktor kører på fleksible stål/aluminiumsskinner, som er fastgjort til den bearbejdede struktur med magnetiske klemmer. Skinnens fleksibilitet giver dig mulighed for at gentage konturerne af det svejsede objekt, mens sømmen vil blive påført strengt i henhold til det specificerede mønster. Denne automatiseringsmetode er ekstremt produktiv til at skabe kontinuerlige og lange sømme. En af de vigtigste egenskaber ved denne type traktor er også deres innovative kontrolfunktion, takket være hvilken vognens hastighed opretholdes uanset den modtagne belastning (inden for 45 kg). Dette betyder, at traktoren under drift kan trække svejsetrådfremføringerne op, samt de nødvendige kabler til apparatets drift.
For at øge fleksibiliteten i den automatiserede proces er der udviklet flere programskabeloner.Der er traktorer, der arbejder i henhold til programmet for udførelse af svejsesømme i en kæde af enkle operationer ("Øjeblikkelig start", "Stop", "Start af svejsebuen", "Svejsning", "Stop", "Gentag" ). Som følge heraf er formålet med at bruge algoritmeskabeloner at øge hastigheden og nøjagtigheden af svejsningen, hvilket fremskynder produktionsprocessen betydeligt sammenlignet med klassisk manuel svejsning. PU (softwarekontrol) er således en ideel mulighed for implementering af store projekter, hvor det er nødvendigt at automatisere den samme type processer.
Detaljerede funktionelle fordele ved at bruge svejsetraktorer
Brugen af selvkørende svejsetraktorer til semi-automatisk svejsning i beskyttelsesgasser spiller en vigtig rolle inden for fuld automatisering af komplekse produktionsprocesser. De ændrer kvalitativt betingelserne, hastigheden og nøjagtigheden af arbejdet i sammenligning med konventionel manuel svejsning, og blandt deres umiddelbare fordele er:
- Anvendelse af standard svejseudstyr - i tilfælde af permanent brug i industrien af svejsetraktorer er der ikke længere behov for at købe andre muligheder for specielle enheder - de fleste traktorer er let kompatible med traditionelle halvautomatiske svejsemaskiner og en bred vifte af svejsebrændere.
- Der er ikke behov for økonomiske omkostninger til yderligere træning af operatører - betjeningen af selve svejsevognen er intuitiv, og den kan bruges af enhver svejser, der er fortrolig med betjeningen af halvautomatiske enheder. Det eneste er, at du stadig skal igennem den indledende briefing, men det kan maksimalt tage 2 dage.Derudover er det tilladt at betro vognsvejsning selv til de specialister, der har lavere kvalifikationer, selv i forhold til den manuelle proces. Dette skyldes det faktum, at de vigtigste svejseparametre (trådfremføringshastighed, spænding og strøm) er forudindstillet af mere erfarne specialister direkte på kontrolpanelet, og svejsekontrolhastigheden (vognhastighed) og svejsebrænderens hældning i forhold til overfladen, der skal behandles, er også uden for den aktuelle operatørs kontrol og fastlagt på forhånd. Operatøren skal således kun placere vognen i den korrekte position over objektet, der skal svejses, vælge den ønskede svejsetilstand og trykke på "Start"-knappen. Derefter er det kun tilbage at visuelt kontrollere hele proceduren.
- Forbedring af den overordnede kvalitet - ved svejsning med traktor vil afstanden fra brænderens vinkel (både på tværs og langs samlingerne) til udgangen af svejsebrænderdysen, som indstiller buestørrelsen, være permanent og kontrolleret af svejsningen lygte monteret i holderen. Hastigheden forbliver uændret i hele bueafstanden langs samlingen. Banen for at flytte buen er også underlagt kontrol. Alt dette bidrager til kontrolleret gennemtrængning, skabelsen af en fint flaget og ensartet svejsestruktur, forebyggelse af underskæringer, en stigning i den påførte svejses geometriske kvalitet og skabelsen af en jævn strømning til basismetallet i den aflejrede vulst. Ved brug af brænderens oscillerende blok forbedres svejsekvaliteten af sømmenes beklædnings- og fyldningsvulster med mange gennemløb.Selvom svejsesamlingen ikke er korrekt samlet, kan en god arbejdskvalitet opnås ved, at de fleste vogne har stopruller, der kan spore fugelinjen og samtidig korrigere svejsebrænderens vej.
- Forøgelse af intensiteten af svejseprocessen - det er naturligt, at enhver automatisering af enhver proces gør det muligt at øge intensiteten af arbejdet. Med hensyn til emnet vognsvejsning vil arbejdsintensiteten ifølge statistikker stige med 40-45% af den samlede arbejdstid, hvilket svarer til en besparelse på omkring tre eller tre og en halv time pr. skift sammenlignet med manuel svejsning. I de tilfælde, hvor der bruges dyre og multifunktionelle svejsetraktorer, kan dette tal nærme sig besparelser på fem eller seks timers arbejdstid pr. skift. Som et simpelt eksempel kan følgende situation nævnes: Selv en erfaren svejser med en vis udholdenhed vil sjældent være i stand til at lave en søm længere end en meter uden at ændre sin position. Under alle omstændigheder bliver han enten nødt til at bevæge sig langs sømmen, der laves, eller ændre arbejdsemnets position. Ved at udføre disse operationer er svejseren naturligvis tvunget til at slukke lysbuen. Ved genoptagelse af arbejdet og før den obligatoriske svejsning af overlapningen af sømmen med 15-25 millimeter, skal han først rense enden af sømmen fra film og stænk. Svejsetraktoren på den anden side bevæger sig uden afbrydelser og svejser samtidig en søm langs en hvilken som helst længde, så den ikke behøver at ændre sin position (som en svejser), mens den afbryder operationer. Der forekommer således ikke periodisk afbrydelse af svejsearbejdet.Derudover vil fraværet af behovet for periodisk hvile af svejseren også spille en væsentlig rolle, fordi det ikke er nødvendigt permanent at kontrollere fremdriften af svejsehastigheden og samtidig opretholde den korrekte elektroderækkevidde for at opnå en bedre svejsning. Dette viser, at operatøren ikke kun kan overvåge sin egen lille sektion af buen, men han er også i stand til at kontrollere situationen generelt, herunder at se andre operatørers handlinger, der behandler det samme objekt for rettidigt at koordinere deres handlinger med dem . Det samme kan siges om kontrollen over opførselen af selve strukturen under arbejdet. Et stort plus kan være brugen af en maskine med to svejsebrændere, som gør det muligt samtidigt at udføre to sømme parallelt eller lave to gennemløb langs samme søm, når kanterne adskilles. Samtidig er én operatør i stand til at betjene flere vogne på én gang, hvilket vil øge produktiviteten yderligere flere gange.
- Reduktion af procentdelen inden for deformationssvejsning - kontrol over varmetilførsel giver dig mulighed for at reducere den samlede procentdel af deformation af den bearbejdede struktur efter afslutning af arbejdet. Denne omstændighed er en direkte konsekvens af, at der under forarbejdningen opretholdes meget nøjagtige svejseparametre - lysbuespænding og svejsehastighed, som ikke kan opnås inden for rammerne af manuel produktion. Derudover er den konstante slukning / tænding af buen, når svejseren bevæger sig langs sømmens længde, samt behovet for at udføre proceduren for lukning af sømmen - alt dette påvirker risikoen for efterfølgende deformationer. Det skal bemærkes, at suturering med to vogne på samme tid vil reducere risikoen for mulige negative konsekvenser med det halve.
- Besparelser på svejsematerialer - denne omstændighed opstår på grund af implementering af finere justeringer af svejseparametre og deres vedligeholdelse gennem hele arbejdet. Som hovedfaktoren kan man fremhæve faldet i tab i volumen af svejsetråd under sprøjt. Det påvirker også fraværet af afbrydelser under arbejdet, når du bevæger dig langs svejserens samling, og faktisk selve genoptagelsen af arbejdet (fraværet af behovet for at overlappe sømmene sparer betydeligt svejsematerialer). Antallet af gennemløb kan reduceres på grund af muligheden for svejsning med tværgående vibrationer. Derudover reduceres forbruget af beskyttelsesgas med ensartetheden og homogeniteten af alle operationer, hvilket vil være en væsentlig artikel med hensyn til besparelser, når dyre argon-baserede gasblandinger anvendes til beskyttelse.
- Hjælpeprocesser vil kræve mindre omkostninger - omkostningerne ved yderligere operationer, såsom rengøring af den varmepåvirkede zone og sømafgratning, samt fjernelse af sømforstærkningen, vil blive betydeligt reduceret på grund af det faktum, at glatte og pæne sømme allerede vil blive opnået i det første pas. Reduktion af sprøjtniveauet vil også påvirke omkostningerne forbundet med fugning.
- Forøgelse af miljøniveauet i produktionen - miljøvenlige arbejdsforhold vil blive opnået på grund af, at svejseren vil være på operatørens sted, og ikke sidde i umiddelbar nærhed af røgen og varme, der genereres under buesvejsning.
Som et resultat, med brug af traktorsvejsning, er det muligt at automatisere enhver, selv en lille, virksomhed og bringe den til et "plus".Dette gælder især for de virksomheder, hvor personalet af specialister har tilstrækkelig erfaring med at arbejde med halvautomatisk svejsning i beskyttelsesgasser - så vil resultatet blive opnået på kortest mulig tid og vil være mere udtalt. Derudover vil introduktionen af vogne / traktorer ikke kræve ekstremt store investeringer og vil betale sig ret hurtigt (medmindre der er planlagt et superstort og komplekst projekt), og der er tid til installation:
- Nogle vognmodeller koster endnu mindre end deres modstykker til nedsænkede traktorer;
- På trods af at indkøbsmængderne af forbrugsstoffer (beskyttelsesgasser og forbrugstråd) vil forblive på samme niveau, vil deres omkostninger dog falde betydeligt;
- Der er ikke behov for at købe ekstra udstyr til kalcinering af fluxen, samt genudstyre et specielt rum til dette;
- Der er ikke behov for en radikal ændring af teknologien for de processer, der udføres (f.eks. er der ikke behov for at indføre nye typer kantskæring);
- Der er ikke behov for at uddanne personale i henholdsvis nye svejsemetoder, der vil ikke være behov for yderligere certificering og attestering af arbejdere.
Eksisterende mangler
Desværre, med alle de væsentlige positive aspekter, har de enheder, der overvejes, også betydelige ulemper:
- Før du starter arbejdet, skal du foretage alle indstillingerne meget nøjagtigt;
- Præcisionsudstyr er genstand for komplekse nedbrud, så hurtige reparationer og genoptagelse af arbejdet er yderst tvivlsomt;
- Der er specifikke begrænsninger på den maksimale/minimum diameter af løkkede sømme;
- Selve teknikken har oftest en lille masse, men en utilsigtet overdreven belastning på den kan hurtigt deaktivere den;
- Drift kræver visse færdigheder, hvilket gør denne teknik dårligt tilgængelig for små virksomheder;
- Høj pris.
Problemer med kompetent valg
Hver svejseopgave har sine egne specifikke parametre, som skal kontrolleres nøje ved køb af vogn/traktor. Til opgaver med små mængder, der ikke involverer særlig kompleksitet og kun kræver konstant udførelse af den samme type operationer, er enmotorede maskiner uden programstyring ganske velegnede. De er nemme at betjene, giver ingen særlige vanskeligheder i tilfælde af reparationssituationer. I tilfælde af at der er behov for et projekt i stor skala, og endnu mere dets gennemførelse på kort tid, er det bedre at købe flerbuede og multimotoriske prøver. Det samme vil gælde for implementering af masseproduktion.
VIGTIG! Ved køb skal hovedudvælgelseskriteriet være indikatoren for maksimal og minimum strøm samt størrelsen af de anvendte forbrugsledninger!
Bedømmelse af de bedste svejsetraktorer og vogne for 2025
Budgetprissegment
2. plads: "EvoSAW 1250-II"
Dette selvkørende apparat er tilpasset til selvstændigt at udføre svejsearbejde ved hjælp af flux; strukturelt opdelt i to blokke (faktisk automatiseret enhed og inverter strømforsyning). Det er kendetegnet ved en øget arbejdshastighed - inden for tres sekunder vil det nemt fuldføre en søm med en længde på 10 til 15 centimeter. Imidlertid vil hastigheden af opgaver blive påvirket af tykkelsen af det metal, der behandles. Inverteren kan blandt andet bruges som selvstændigt udstyr til at skære i en given dybde (luftbuegustning) eller som manuel svejsemaskine. Pakken indeholder et system til beskyttelse mod kortslutning og overophedning.Oprindelseslandet er Rusland, den vejledende udsalgspris er 250.000 rubler.

Fordele:
- Tilstedeværelsen af beskyttelse;
- Mulighed for separat brug af elementer;
- Kvalitetsbygning.
Fejl:
- Det har begrænsninger på tykkelsen af det svejste metal.
1. plads: ADF-1000
Denne prøve fra en russisk producent kan udføre flerlags- og enkeltlagssvejsning med belægning af forbrugstråd under fluxbeskyttelse. Det vil dog kræve en trefaset elektrisk forbindelse. Softwaren, der følger med sættet, løser problemet med at synkronisere bevægelseshastigheden og fremføringen af elektrodetråden. Enheden er i stand til at bevæge sig både langs forudinstallerede skinner og direkte på overfladen af det objekt, der behandles. En fjernbetjening er tilgængelig, hvorigennem det også er muligt at justere svejsespændingen. Arbejdselementet - hovedet - er bevægeligt, kan installeres i en bestemt vinkel til arbejdsfladen. For nemheden af visuel kontrol er en laserdesignator tilvejebragt i designet. Sømme kan påføres både i ringformede og i en lige linje teknik. Enheden er i stand til at svejse uden at skære kanter eller med dem (rumpe), sammenføje i "tyren" (i en vinkel) og overlappende sømme. Den vejledende pris er 260.000 rubler.

Fordele:
- Bevægelse på overfladen af arbejdsobjektet er tilgængelig;
- Tilstedeværelsen af en lasermarkør;
- Har en fjernbetjening.
Fejl:
- Der kræves en trefaset nettilslutning.
Mellemprissegment
2. plads: Promotech LIZARD
Denne prøve har en stabil bevægelseshastighed, som forbliver uændret gennem hele arbejdsgangen.Dette faktum gør det muligt at opnå ekstrem præcision i påføringen af svejsningen, samt at sikre dens forbedrede kvalitet. Samtidig vil fyldmaterialet blive brugt særdeles økonomisk. Maskinen kan programmeres til at sy en lang eller specialsøm med sting. Kun ved at trykke på to knapper er det muligt at bestemme typen af den ønskede søm, mens parametrene for længde, linjeafstand, sømfyldning, kraterfyldningstid allerede kan forudindstilles. En meget vigtig mulighed er tilstedeværelsen af en oscillerende enhed, ved hjælp af hvilken de nødvendige kriterier for svejseoperationen automatisk vælges. Denne blok udvider enhedens muligheder betydeligt, hvilket er især vigtigt for lodrette sømme og sømme med skæring langs kanten. Den vejledende pris er 312.000 rubler.

Fordele:
- Stiv og let krop i ét stykke;
- Tilstedeværelsen af et magnetisk positioneringssystem;
- Kan optage op til 40 programskabeloner.
Fejl:
- Ikke fundet:
1. plads: "Riland-Aurora PRO MZ 1250"
En god prøve fra en kinesisk producent, som har en modulær arkitektur med en separat inverter. Enheden er i stand til at udføre neddykket buesvejsning i en automatiseret tilstand. Denne tilstand vil have en positiv effekt på den effektive acceleration af produktionen generelt, mens kvaliteten af de påførte sømme ikke går tabt. Kan svejse i en vinkel, samt overlappe og jævne stød. Den kan bevæge sig både langs det behandlede objekt og langs en given vektor ved hjælp af installerede skinner. Positionen af svejsningen er ret justerbar - den kan placeres både uden for sporet og inde i den.Selve enheden er strukturelt meget enkel, hvilket betyder øget pålidelighed. Beskyttelse mod strømstød og opvarmning - til stede. Tvungen køling af høj kvalitet er tilvejebragt, hvilket påvirker forlængelsen af levetiden. Den vejledende pris er 338.000 rubler.

Fordele:
- Tvungen kølesystem tilgængeligt;
- Kan udføre svejsning på ikke-standardiserede måder;
- Separat modulær arkitektur.
Fejl:
- Ikke fundet.
Premium klasse
2. plads: "Svarog MZ1000"
En anden russisk prøve designet til at arbejde med metalgenstande med en tykkelse på 4 til 30 millimeter. Viser høj produktivitet, når enheden bruges i næsten kontinuerlige produktionsoperationer. Lysbuens jævnhed sikres ved finjustering af de indstillelige strømparametre, hvilket betyder bedre suturering. Enheden har et insider-stabiliseringskredsløb, der styrer indgangsspændingsudsving, men det vil kræve et trefaset netværk for at forbinde det. Komfortabel styring og betjening leveres af lyse og kontrasterende informationsdisplays og kontrolpanelet. Op til 100 algoritmeskabeloner kan indlæses i hukommelsen, hvilket gør det muligt for dig ikke at sætte udstyret op igen hver gang. Den vejledende pris er 350.000 rubler.

Fordele:
- Op til 100 programmerbare mønstre;
- Der er et internt stabiliseringskredsløb;
- Kvalitetssyning.
Fejl:
- Et trefaset netværk er påkrævet.
1. plads: ESAB A2 Multitrac
Fremragende, men meget dyr model fra en europæisk producent. I produktionsprocessen er den i stand til at arbejde med to buer, der deler den forbrugbare ledning.Adgang af luft til sømmens anvendelsesområde forhindres af tilførsel af inaktive gasser. Ved at installere en speciel adapter er det muligt at fremstille luftudskæring med en kulelektrode. Tyristor-inverteren kan give en stabil lysbue selv ved lav spænding. Den vejledende pris er 1.100.000 rubler.

Fordele:
- Lysbuestabilitet ved lav spænding;
- Parallel drift med to buer;
- tyristor inverter.
Fejl:
- Høj pris.
I stedet for en epilog
Svejsetraktorer/-vogne er en enkel, men funktionel løsning til automatisk lysbuesvejsning. De er i stand til at bevæge sig langs en forudvalgt sti eller langs specielle skinner, hvilket efterlader en person kun forpligtet til visuelt at kontrollere det udførte arbejde. Operatørens hovedopgave er at indstille de nødvendige indstillinger korrekt og passende i overensstemmelse med den opgave, der udføres. Maskinen kan klare alt arbejdet på egen hånd. Typen af arbejde kan være helt anderledes, så selve enhederne kan være lette og billige eller omfangsrige og dyre. Ikke desto mindre er det mere korrekt at sige, at en svejsetraktor eller -vogn primært er fokuseret på industrielle produktionsmængder.
nye poster
Bedømmelse af de bedste termiske salatbarer for 2025
Visninger: 33
Bedømmelse af de bedste russiske shampoo til hår i 2025
Visninger: 47
Bedømmelse af de bedste kosmetologer i Moskva for 2025
Visninger: 33
Rangering af de bedste beskyttende skoovertræk for 2025
Visninger: 96
Kategorier

Topplacering af de bedste og billigste scootere op til 50cc i 2025
Visninger: 131667

Vurdering af de bedste lydisoleringsmaterialer til en lejlighed i 2025
Visninger: 127704


De bedste herresneakers i 2025
Visninger: 124049

De bedste komplekse vitaminer i 2025
Visninger: 121953

Oversigt over de bedste niveauer og laserniveauer Matrix
Visninger: 4470

Bedømmelse af de bedste spearfishing knive for 2025
Visninger: 6619
Gennemgang af de bedste atlantiske vandvarmere i 2025
Visninger: 4617

Bedømmelse af de bedste udviklere i Moskva for 2025
Visninger: 3784

Nyttig

Rangering af de bedste vakuumforseglere for 2025
Visninger: 1943

Bedømmelse af de bedste elektriske kogeplader i 2025
Visninger: 2345

Bedømmelse af de bedste pålidelige walk-behind traktorer for 2025
Visninger: 17605

Bedste antivirale midler i 2025
Visninger: 33342

Top 15 hoverboards i 2025. Anstændigt værdi for pengene
Visninger: 29347
Populære artikler
-
Topplacering af de bedste og billigste scootere op til 50cc i 2025
Visninger: 131667 -
Vurdering af de bedste lydisoleringsmaterialer til en lejlighed i 2025
Visninger: 127704 -
Vurdering af billige analoger af dyre medicin mod influenza og forkølelse for 2025
Visninger: 124530 -
De bedste herresneakers i 2025
Visninger: 124049 -
De bedste komplekse vitaminer i 2025
Visninger: 121953 -

Topplacering af de bedste smartwatches 2025 - forhold mellem pris og kvalitet
Visninger: 114988 -

Den bedste maling til gråt hår - topvurdering 2025
Visninger: 113406 -

Rangering af de bedste træmalinger til indvendigt arbejde i 2025
Visninger: 110335 -

Bedømmelse af de bedste roterende hjul i 2025
Visninger: 105340 -

Ranking af de bedste sexdukker til mænd for 2025
Visninger: 104380 -

Rangering af de bedste actionkameraer fra Kina i 2025
Visninger: 102228 -

De mest effektive calciumpræparater til voksne og børn i 2025
Visninger: 102022