Valoració de les millors eines de tall per al 2025

Una quantitat important de treballs de tornejat es realitza mitjançant talladores especials. Pel que fa a la freqüència d'ús, les eines de tall ocupen un dels llocs de referència entre aquests broquets. Són un tipus d'eina de tornejat dissenyada per tallar solcs profunds i estrets en objectes en blanc. Aquests models, per regla general, s'utilitzen per treure una peça ja processada d'una barra que s'alimentava a través d'un forat del cargol. A causa de les característiques especials del seu tall, les mostres de tall difereixen significativament de les seves contraparts: talladores roscades, de forat passant, avorrits i altres tipus de talladores.
L'operació de tall no ocupa una part tan gran del temps de treball en comparació amb el temps total dedicat a processar la peça, però sovint és l'última de la llista general del cicle de treball, que es deu a la Provisió de processament d'alta qualitat de la cara final de la peça. La selecció incorrecta de l'angle d'afilat a la placa de tall augmenta significativament el risc d'encenalls i rugositat a la superfície de tall, la qual cosa, al seu torn, provocarà el rebuig del producte o impossibilitat de processar-lo. Una de les característiques principals d'un tall de tall de tall és que la seva part frontal, durant el funcionament, s'enfonsa en una ranura estreta, la mida de la qual en diàmetre és lleugerament més gran que l'amplada de la fulla de tall. Aquesta circumstància crea algunes dificultats per a l'eliminació d'encenalls de residus i per al procés de refredament del broquet, que requereix l'ús de solucions de treball no estàndard.

Contingut
- 1 Característiques de disseny del tallador de tall
- 2 Tipus i abast de talladores
- 3 Talladors invertits: característiques i avantatges
- 4 Marcatge aplicat
- 5 Beneficis de l'ús de carburs en el tall de plaquetes
- 6 Recomanacions per triar eines de tall
- 7 Conceptes bàsics del flux de treball
- 8 Valoració de les millors eines de tall per al 2025
- 9 En lloc d'un epíleg
Característiques de disseny del tallador de tall
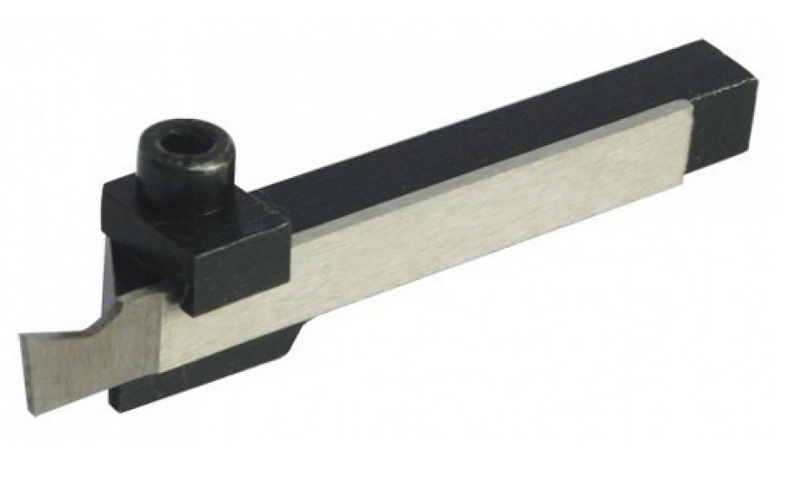
Ell mateix és una eina de tornejat monolítica totalment metàl·lica, que consta d'un cap pla i un suport massiu. Hi ha una placa de tall a l'extrem del cap. En comparació amb altres tipus de broquets de tornejat, a més del tall principal, el tallador també disposa de dos auxiliars, situats a banda i banda del principal, destinats a tallar superfícies al costat de la ranura que es talla. La fulla del cap de tall es fa més estreta quan es mou cap al suport amb angles d'1-3 graus per cada costat. Aquesta característica de disseny és necessària per poder reduir la fricció del broquet contra les parets de la ranura, així com per millorar la circulació del fluid de tall i l'expulsió d'encenalls.
L'amplada del capçal de la fulla pot variar entre 3 i 10 mil·límetres, i la seva longitud s'ha de seleccionar de manera que sigui uns quants mil·límetres més gran en relació al radi de la peça de treball. Per augmentar la força i reduir el nivell de vibració, cal utilitzar tipus especials de talladores, en què la part frontal s'amplia. A aquesta eina se li donarà un equilibri qualitatiu pels caps que tenen sortints arrodonits a la part superior (també s'anomenen "galls"), i que permetran col·locar el tall en la mateixa línia que l'eix del suport.
Tipus i abast de talladores
Estructuralment, els broquets considerats es divideixen en prefabricats i monolítics (totalment metàl·lics).Aquests últims estan fets d'acer per a eines de gran resistència, i les seves principals característiques tècniques estan regulades per la norma estatal núm. 18874 de 1973. Les dimensions màximes d'aquest tallador són:
- Longitud total - 80 mil·límetres;
- Longitud del cap - 15 mil·límetres;
- L'amplada de la vora de tall és de 12 mil·límetres.
IMPORTANT! A mesura que la vora incisal es rectifica, la longitud del cap d'aquesta eina disminuirà, cosa que, en conseqüència, reduirà el límit del diàmetre de tall.
Els models prefabricats, al seu torn, es poden dividir en dos tipus. El primer tipus sembla una mostra monolítica, en què tant el capçal com el suport estan fets d'una sola barra, però la placa de tall és un element prefabricat independent instal·lat a l'extrem del cap. La seva fixació es pot fer de dues maneres: ja sigui per soldadura a la base o per subjecció mecànica.
El segon tipus de model prefabricat s'ha convertit en el més estès al món modern dels incisius muntats. Té un cap llarg i pla amb un tall, que es fixa mecànicament en un marc especial, que actua com una mena de suport. Aquests talladors es venen amb insercions intercanviables que varien en gruix i amplada. Entre altres coses, algunes de les mostres descrites són capaços d'ajustar la longitud d'ejecció del seu cap.
A més de les versions reforçades i estàndard del broquet de tall en el disseny clàssic, es poden utilitzar altres tipus d'eines de tall per treballar en condicions especials, que poden compensar la baixa rigidesa o la baixa potència del torn. Això inclou models invertits o de molla, sovint utilitzats en producció a petita escala o en tallers domèstics.Els seus caps poden compensar les càrregues de xoc dinàmiques i absorbir (en la mesura del possible) les vibracions generades, i això aconseguirà la qualitat de superfície desitjada i protegirà el tall dels danys.
IMPORTANT! La popularitat dels models invertits va arribar fa uns cinc o sis anys, a causa del fet que es va desenvolupar una plaqueta de tall eficaç i fàcil d'utilitzar.
Talladors invertits: característiques i avantatges
Aquest tipus d'equip de tall s'anomena així perquè funciona en sentit contrari a les agulles del rellotge, és a dir, en el moviment invers de l'eix. El seu disseny és una mica semblant a un ganivet clerical: una placa en forma de fulla llarga i un suport es fixen en un extrem oblic. La fulla està feta d'acer d'alta velocitat, que està aliat amb cobalt, i en secció transversal es representa visualment com la lletra "T" cap per avall, en la qual ambdues barres transversals estan, per dir-ho, escurçades. L'angle d'afilat de l'extrem de la vora de tall és de set graus, el fabricant pot produir eines de diferents gruixos d'un a tres puntes dues dècimes de mil·límetre.
El principal avantatge del tallador considerat és la facilitat d'eliminació d'encenalls, ja que quan el cargol es gira en sentit contrari, els encenalls, sota la influència del seu propi pes, es llancen cap avall. Aquest mode redueix significativament la probabilitat d'omplir la ranura de treball amb encenalls gastats, la qual cosa significa que gairebé no hi ha risc d'avaria o encallament de la màquina. Els avantatges addicionals d'aquest broquet inclouen:
- Facilitat per esmolar fulles;
- Possibilitat de processament a un major abast;
- Optimització del procés de refrigeració (les xips baixen i el refrigerant es subministra des de dalt);
- Possessió d'una llarga vida útil fins i tot amb un rectificat repetit de la plaquita de tall.
Entre altres coses, el tallador invertit disposa d'un sistema d'ajust de l'alçada del punt, que fa que la necessitat d'ajustar la posició del broquet en posició quan s'utilitzen juntes sigui simplement innecessària.
Marcatge aplicat
A la Federació Russa, hi ha tres estàndards estatals (GOST), que es van desenvolupar a l'època soviètica i que estan en vigor des de 1973 (tenen l'índex "73" al final del nom digital del document) i que són dissenyat per establir normes de marcatge d'eines de tall. La codificació de broquets i les seves mides estàndard fetes d'acer d'alta velocitat s'estableixen per la norma núm. 18874; broquets amb plaques d'aliatge dur - estàndard núm. 18884; amb plaques corbes ("gallet") de carbur - norma núm. 18894. Simplement és impossible establir correctament la geometria i el tipus marcant sense utilitzar les taules tècniques d'aquestes normes. En els tres documents normatius enumerats, cada tipus té el seu propi codi i el nombre de paràmetres indicats a les taules. L'únic element informatiu desxifrable del marcatge és la classificació de l'aliatge de la peça de tall. Per exemple, un tallador dret d'acer d'alta velocitat té les característiques següents:
- Secció transversal - 16x16 mil·límetres;
- Longitud - 80 mil·límetres;
- Cap - 15 mil·límetres;
- Amplada de la fulla - 12 mil·límetres.
Els paràmetres anteriors segons la norma núm. 18874 tindran la marca general "2120-0519". Un tallador amb geometria similar, però amb una plaquita de carbur, es marcarà segons la norma núm. 18884 com a "2130-055 T5K10". L'últim conjunt alfanumèric significa la presència de carbur de titani amb cobalt en la composició del carbur, on 10 és el percentatge d'aquest últim.Per a més informació, alguns fabricants destaquen específicament el tipus de material utilitzat en color. Per exemple, el "T5K10" anterior és groc.
També hi ha un sistema internacional universal al món per designar les eines de tall en gradació ISO (International Organization for Standardization). El document corresponent d'aquesta organització és molt voluminós, conté moltes característiques, per la qual cosa el marcatge complet sembla força llarg. A tall d'exemple, es pot donar la transcripció "QFGD2525R2252H" a la categoria "Ranals i talls externs", on:
- Q - suport de tall;
- F - processament final;
- G - dimensions de la placa;
- D - per a plaques de doble cara;
- 25 – alçada del suport;
- 25 – amplada del suport;
- R - esquerra, dreta, neutre;
- 22 - profunditat màxima de treball;
- 52 - diàmetre mínim de tall;
- H és la posició d'inserció per al ranurat frontal.
Beneficis de l'ús de carburs en el tall de plaquetes
El principal avantatge d'una inserció de carbur sobre els seus homòlegs d'acer d'alta velocitat és que té la capacitat de funcionar a velocitats de tall elevades (fins a 500 m/s per a peces en brut d'acer). A més, mantenint la seva pròpia duresa a una temperatura general alta a la zona de treball (fins a 900 graus centígrads). Com s'ha esmentat anteriorment, hi ha dos mètodes per connectar insercions de carbur al capçal del suport: subjecció mecànica i soldadura (o altres mètodes similars). Les connexions que són d'una sola peça es consideren més resistents a les vibracions i generalment són estructuralment senzilles, especialment quan es treballa amb càrregues intenses.Tanmateix, malgrat el mètode de producció tècnicament complex, l'eina de tall, a la qual es fixa la placa mecànicament, té una sèrie d'avantatges:
- Quan es treballa al capçal del seu suport, no hi ha efecte tèrmic quan l'element de tall està fixat;
- Hi ha disponible una inversió ràpida a un altre tall o un canvi accelerat de plaquita;
- Després de canviar la inserció, es conservaran les característiques geomètriques.
A més de tallar peces de carbur, quan es treballen metalls especialment durs, és possible utilitzar insercions a base de ceràmica. Encara que es consideren més fràgils, tenen una major resistència al desgast de la peça de tall i són capaços de treballar a temperatures molt elevades formades a la zona de treball (fins a 1200 graus centígrads).
Recomanacions per triar eines de tall
Tecnologia de producció
En comprar el tipus de talladores en qüestió, s'ha de prestar més atenció als requisits dels estàndards estatals utilitzats pel fabricant en la producció. La qüestió d'un petit preu no hauria d'ocupar una posició dominant. Per tant, els incisius, la tecnologia de fabricació dels quals no es pot confirmar, és poc probable que puguin durar molt de temps i serà problemàtic afilar-los. El signe més senzill d'incoherència en la tecnologia de producció d'eines és el seu preu molt barat. Cal recordar sempre que només els béns produïts segons les normes estatals podran oferir un cicle de treball tecnològic sense interrupcions.
Criteris d'elecció
Heu de saber que els talladors són broquets altament especialitzats i només s'han d'utilitzar per a dues operacions: tornejat i tall. Per tant, per a petites instal·lacions de reparació i ús domèstic, no hauríeu de comprar mostres massa cares i professionals.En aquesta situació, és molt possible fer-ho amb una mostra de fabricació russa amb una placa soldada, el cost de la qual serà 1,5-2 vegades inferior al d'una de similar amb una placa de carbur fixada mecànicament. Al mateix temps, aquesta regla no s'aplica a la producció en massa, especialment si el tallador s'utilitzarà en màquines CNC. Simplement no hi ha alternativa a un model de tall d'alta tecnologia amb un insert intercanviable.
En resum, cal tenir en compte que abans de l'adquisició, un comprador potencial ha de decidir sobre els punts següents:
- Calcular la intensitat de les càrregues futures;
- Tingueu en compte la duresa del material que s'està processant;
- Considereu els tipus de treball futur;
- Establiu la prioritat entre els paràmetres de la qualitat superficial desitjada i la precisió de les dimensions del producte;
- Adopteu el grau de resistència al desgast desitjat de l'eina.
Conceptes bàsics del flux de treball
Afilat de talladors: recomanacions generals
L'eficiència del tallador, així com la força de tall i la vida útil general, depenen directament de l'afilat d'alta qualitat. Per als equips de tornejat, s'acostuma a esmolar les dues vores. La mòlta es realitza en diversos passos, per separat per a cada superfície de tall de treball. El procés comença des de la part posterior: l'operador ha de treballar la superfície posterior amb un angle d'aproximadament 5 graus. A continuació, hauríeu de moldre el pla posterior de la vora de tall. L'angle que s'ha d'afinar per a la inserció posterior ha de superar l'angle lliure del tall en uns dos graus. Després de girar les peces de tall i posteriors, l'operador ha de formar l'angle de tall final acabant. La part frontal també s'ha de girar segons l'algorisme descrit anteriorment.Val la pena recordar que l'angle a la part davantera del tallador s'ha de crear mitjançant un doble gir o un acabat. La vora de treball al llarg de la qual es realitza la mòlta s'ha de situar en una línia recta paral·lela amb la superfície de mòlta.
Instal·lació del tallador
Per tal de realitzar correctament el procediment de tall i per aturar l'augment del desgast de la plaquita de tall, així com per garantir un processament de cara final d'alta qualitat després del tall, val la pena posar el tallador en una posició completament perpendicular respecte a la peça de treball. A més, s'ha d'instal·lar oposat a l'eix de rotació, amb una desviació vertical no superior a 0,1 mm en ambdues direccions. Col·locar la vora de tall fins i tot una petita fracció de dècimes de mil·límetre més alta pot provocar el trencament de la fulla i, amb una configuració més baixa, es pot formar una vora sense tallar a la peça de treball. El tall s'ha de fer el més a prop possible de les mordasses del mandril, utilitzant un tallador amb un voladís mínim. Per a un mecanitzat còmode de materials durs amb màquines de sobretaula, s'han d'utilitzar eines invertides o amb molla.
Valoració de les millors eines de tall per al 2025
Opcions pressupostàries
3r lloc: Tekhnostal 2130-0001 036258
Mostra estàndard amb alimentació dreta. Té una longitud total de 100 mil·límetres amb una longitud de suport de 10, i la seva alçada és de 16. Fabricat en material T5K10 - intercalat amb carbur. El país d'origen és la Xina, el preu de venda recomanat és de 185 rubles.

Avantatges:
- Material de producció intercalat amb carbur;
- Longitud suficient;
- Soldadura d'avantguarda.
Defectes:
- Requereix un desbast inicial.
2n lloc: "Sekira 1781"
Un altre representant del grup pressupostari, fet de material reforçat T5K6 (petites inclusions de titani). Té una longitud total de 140 mil·límetres, amb una alçada de suport de 25 i una amplada de 16. El país d'origen és la Xina, el cost a les cadenes minoristes és de 205 rubles.

Avantatges:
- Inclusió de titani en el material de fabricació;
- base llarga;
- cost pressupostari.
Defectes:
- Requereix una esmolada inicial.
1r lloc: Tekhnostal 2130-0005 030431
Aquest tallador està fet d'acer normal de grau superdur T5K10 amb impregnació de carbur i té una punta de tall soldada. La longitud total és de 120 mil·límetres, amb una alçada de suport de 20 i la seva amplada és de 12. Produït a la Xina amb una llicència russa. El preu a les botigues minoristes es fixa en 220 rubles.

Avantatges:
- Bones dades geomètriques;
- S'utilitza acer d'alta velocitat;
- Punta soldada.
Defectes:
- De nou, la necessitat d'afilar inicialment.
Segment de preu mitjà
3r lloc: TekhnoStal 036377
Aquesta eina de tornejat es distingeix per les seves característiques geomètriques esteses, la base està feta d'un aliatge intercalat amb titani. Té una longitud total de 170 mil·límetres, amb una amplada del suport de 20, i la seva alçada és de 32. Fabricat a la Xina. El preu recomanat per a la botiga és de 310 rubles.

Avantatges:
- Preu raonable;
- Excel·lents dimensions geomètriques;
- Inserció de titani.
Defectes:
- No detectat.
2n lloc: "Sekira 15125"
Una bona opció del fabricant bielorús per al feed adequat. El cos està fet d'acer d'alta velocitat amb inclusions de carbur. Té una longitud total de 140 mil·límetres, una alçada de suport de 25 i una amplada de 20.País de fabricació - Bielorússia. El preu de venda recomanat és de 410 rubles.

Avantatges:
- Bones característiques geomètriques;
- material d'acer d'alta velocitat;
- Relació qualitat-preu adequada.
Defectes:
- No trobat.
1r lloc: "Sekira 18917"
Model líder en el seu segment. Està fet d'acer R6M5 resistent i té les següents característiques geomètriques: longitud total - 125 mil·límetres, amplada del suport - 4, alçada del suport - 18. A causa dels seus paràmetres geomètrics especials, es pot utilitzar per a treballs de joieria gairebé petits. País de fabricació - Bielorússia. El preu establert per a les botigues és de 520 rubles.

Avantatges:
- Dissenyat per a treballs de precisió;
- Ús de material innovador;
- Preu real.
Defectes:
- No detectat.
Classe premium
3r lloc: "MGEHR1212-2"
Un model excel·lent i multifuncional utilitzat amb inserts de tall intercanviables. Es diferencia en l'alta durabilitat i el llarg termini operatiu. Fet amb material de qualitat. El país de fabricació és Rússia, el preu de venda recomanat és de 900 rubles.

Avantatges:
- Possibilitat d'utilitzar diverses plaques de tall;
- Execució d'alta qualitat de solcs i talls;
- Multifuncionalitat i versatilitat.
Defectes:
- No trobat.
2n lloc: "24554 Proxxon"
Una eina fabricada a l'estranger molt pràctica, excel·lent per tallar solcs i tallar materials. Fabricat amb acer d'alta velocitat amb contingut en cobalt (endurit). Apte per al torn PD-400. Té unes dimensions: 12 x 3 x 85 mil·límetres. País de fabricació - Alemanya. El preu recomanat per a les cadenes minoristes és de 1300 rubles.

Avantatges:
- El fabricant és una marca mundialment famosa;
- Material de caixa d'alta qualitat;
- Llarga vida útil.
Defectes:
- No detectat.
1r lloc: "Jet 50000909"
Aquesta mostra és apta per treballar amb màquines JET BD-7, 8 i 920. Està pensada per tallar material amb un angle de 90 graus amb l'eix de rotació i per tallar solcs molt estrets. Capaç de treballar sota càrregues pesades, pot requerir tecnologia de tall amb gran precisió. Quan treballeu amb ell, no supereu la velocitat d'alimentació! Dimensions - 150 x 8 x 8 mil·límetres, País - fabricant - Suïssa. El preu recomanat per a les botigues és de 2300 rubles.
Avantatges:
- Material de fabricació d'alta qualitat;
- Capacitat per detectar el treball;
- Resistent a càrregues intenses.
Defectes:
- Necessitat d'observar exactament la velocitat d'alimentació.
En lloc d'un epíleg
L'anàlisi del mercat de talladores va trobar que, per a les necessitats domèstiques, el comprador rus, com un petit empresari en el camp del tornejat, prefereix sobretot mostres d'eines barates situades al segment de preus més baixos. Aquests models tenen vores de tall soldades, requereixen l'original, però tenen un preu extremadament barat. Val la pena assenyalar que fins i tot els fabricants russos han transferit la tecnologia per a la producció d'aquests broquets a Àsia: la majoria de les talladores populars es produeixen als països asiàtics o als països veïns amb llicències russes. Al mateix temps, el segment premium, centrat en la producció en massa i que requereix una resistència especial a causa de les càrregues intenses, està representat exclusivament per mostres d'Europa occidental.Es distingeixen per l'alta qualitat, costen de 3 a 5 ordres de magnitud més cars i, sovint, són models multifuncionals i universals.
noves entrades
Categories


Les millors sabatilles esportives per a home del 2025
Vistes: 124036

Les millors vitamines complexes del 2025
Vistes: 121942





Útil

Rànquing de les millors segelladores al buit per al 2025
Visualitzacions: 1939


Valoració dels millors tractors fiables per a l'any 2025
Vistes: 17599

Millors antivirals del 2025
Vistes: 33335

Articles populars
-

Top rànquing dels millors i més barats patinets de fins a 50cc el 2025
Vistes: 131653 -

Valoració dels millors materials d'insonorització per a un apartament el 2025
Vistes: 127694 -
Valoració d'anàlegs barats de medicaments cars per a la grip i els refredats per al 2025
Vistes: 124521 -
Les millors sabatilles esportives per a home del 2025
Vistes: 124036 -
Les millors vitamines complexes del 2025
Vistes: 121942 -

Màxim rànquing dels millors rellotges intel·ligents 2025: relació qualitat-preu
Vistes: 114981 -

La millor pintura per a cabells grisos: màxima qualificació 2025
Vistes: 113398 -

Rànquing de les millors pintures de fusta per a treballs d'interiors el 2025
Vistes: 110320 -

Valoració dels millors rodets giratoris del 2025
Vistes: 105332 -

Rànquing de les millors nines sexuals per a homes per al 2025
Vistes: 104369 -

Rànquing de les millors càmeres d'acció de la Xina el 2025
Vistes: 102218 -

Els preparats de calci més efectius per a adults i nens el 2025
Vistes: 102013