Valoració dels millors perforadors, punxons i talladors per a cuir i teixit per al 2025

Els punxons, perforadors i talladors són eines estructuralment diferents en el negoci de la pell, però tenen un propòsit comú: fer forats en els materials. També són capaços de realitzar molts tipus de treballs relacionats amb la preparació de diversos materials densos i cuir per a la costura. Aquests materials, per regla general, tenen una gran rigidesa, la qual cosa fa que sigui extremadament difícil treballar amb ells sense els instruments en qüestió. A més, algunes manipulacions sense elles són fins i tot impossibles de realitzar. Els perforadors de perforació es poden utilitzar no només per a teixits i cuir, sinó també per a lona i pell. Els forats que fan són uniformes i de gran qualitat que quan es fan operacions similars amb agulla de cosir, trepant o punxó.
Contingut
- 1 Classificació i dispositiu
- 2 Conceptes bàsics de l'ús de punxons i punxons
- 3 Punxó stepper fet a si mateix
- 4 Dificultats d'elecció
- 5 Valoració dels millors perforadors, punxons i talladors per a cuir i teixit per al 2025
- 6 En lloc d'un epíleg
Classificació i dispositiu
A causa del fet que la pell té una gran densitat, una agulla o un punxó no sempre són adequats per perforar-la. A partir d'això, és evident que per a una major eficiència, s'ha d'utilitzar una eina especial (perforadores i perforadores), els models de la qual es poden dividir en:
- minúscules;
- arrissat;
- giratori;
- anell;
- Final.
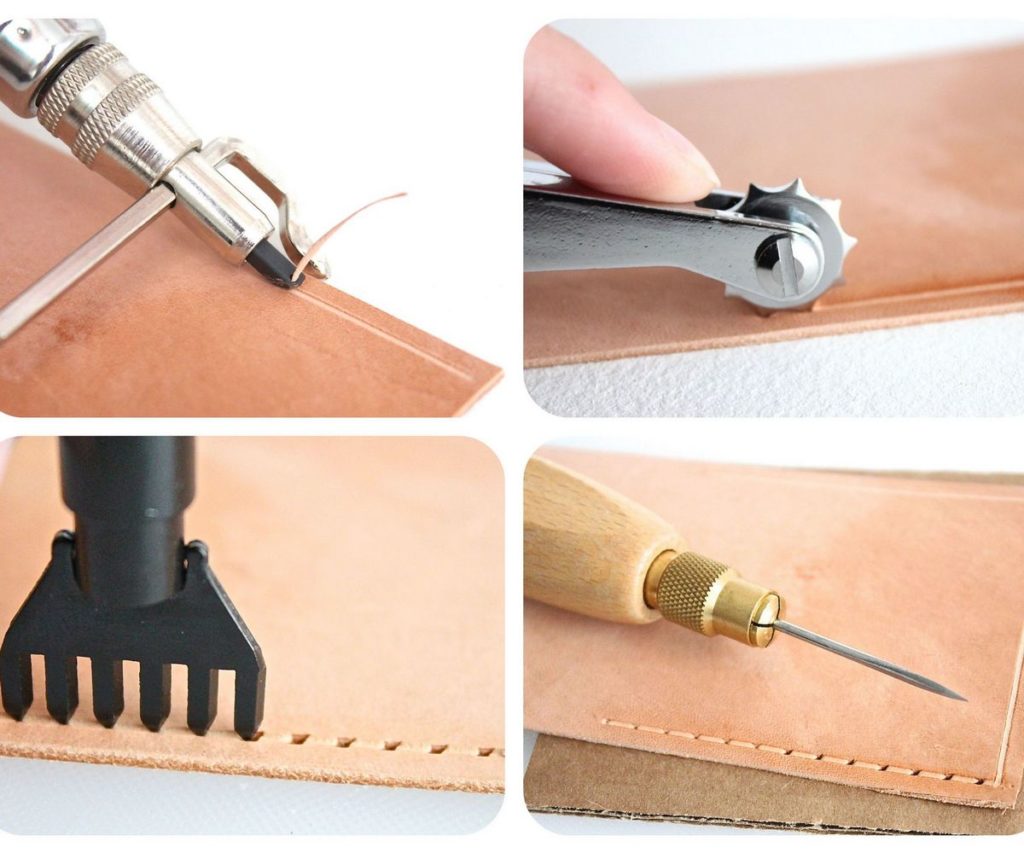
El punxó estàndard és un tub amb una superfície de treball molt afinada. L'afilat nítid és el principal requisit de disseny, basat en el fet que com més petita sigui l'àrea del dispositiu en contacte amb el material, més fàcil serà fer-hi forats.
IMPORTANT! És molt possible fer un dispositiu de perforació i perforació pel vostre compte, només heu de recollir un tub del diàmetre desitjat i esmolar-lo amb alta qualitat.
També hi ha models moderns que tenen la funció de escariar. Per a aquestes mostres, el cicle de treball consta de dos passos:
- La punta fa un forat;
- Les fulles incorporades especials amplien l'obertura a una mida determinada.
El procés d'escariat en si és un processament mecànic del material, en el qual la precisió del forat perforat es calcula en dècimes de mil·límetre. Realitzar aquestes manipulacions manualment és gairebé impossible, perquè. caldrà aplicar un esforç muscular excessiu al dispositiu, observant una major precisió. A l'avellana, com a accionament de treball, es poden utilitzar diverses màquines-eina per al treball del metall. La forma del forat dependrà de la part de treball del perforador. Com a exemple, podem donar la forma cònica de l'eina, de l'impacte de la qual s'obtindran forats rodons.
Models per a traus
Per instal·lar traus (accessoris que protegeixen els forats de la destrucció) al material, haureu de fer forats rodons amb un diàmetre determinat. És molt difícil realitzar aquesta operació amb l'ajuda d'una eina improvisada o a casa. Per tant, per a aquest procés s'utilitzen dispositius especials que, mentre fan forats, fixen simultàniament llandes especials a les seves vores que protegeixen les vores dels forats de la destrucció. Normalment, aquests reblons també poden contenir el logotip de l'empresa del fabricant o el seu patró corporatiu. Els models de grommet no només perforen els productes, sinó que al mateix temps poden doblegar les vores dels forats, que en el futur no requeriran un processament especial de les seves vores.
Models en línia
La seva forma es pot comparar amb una pinta o una forquilla de taula. Tenen puntes especials que es disposen en una sola línia, a una distància equidistant entre elles.En aquest dispositiu hi ha agulles d'entre dues i sis peces. S'instal·len a la mateixa línia, per on passarà la futura costura. En colpejar la part final del dispositiu, el material que s'està processant es perfora i s'hi fan forats. La velocitat de costura dependrà del nombre de puntes de la perforació de la puntada. Un cop finalitzada la penetració, les puntes s'eliminen dels forats i la pinta en si es desplaça a la distància desitjada cap a un dels costats, observant la uniformitat del pas. Els perforadors de línia es poden dividir en dues opcions:
- Productes que funcionen segons el principi d'un tallador que prem/perfora els forats i allunya el material;
- Productes que tallen una petita cavitat en el material, amb l'excés resultant eliminat (aquesta opció deixa forats de màxima qualitat i precisió).
Val la pena assenyalar que per als models en minúscules, les puntes poden tenir una forma diferent. Molt sovint hi ha opcions rodones i semicirculars, però també hi ha:
- en forma de diamant;
- triangular;
- oblic;
- Rectangular.
IMPORTANT! El gruix de la secció de les puntes i la distància entre elles tenen un paper important en el treball de mostres urgents. Per exemple, la costura francesa se sol fer amb punxons oblics, i aquests s'utilitzen tradicionalment per cosir bosses o processar corretges de rellotge de cuir.
Si se suposa que ha de treballar amb material molt aspre i dens, és preferible utilitzar talladors, en què les puntes tinguin un diàmetre més gran i un espai més gran. Aquesta proporció us permetrà flashejar el futur producte amb fils més gruixuts.Cal tenir en compte que per a aquesta categoria no hi ha un conjunt d'eines universal adequat per a totes les situacions de treball, per tant, com més pintes de línia diferents tingui el mestre, més gran serà el ventall de tasques que pot realitzar.
IMPORTANT! La forma romboïdal de les puntes és característica de l'escola de sastreria xinesa, que s'ha desenvolupat històricament. Els seus perforadors de línia són clàssicament d'1, 2, 4, 6 dents amb una distància estàndard de 5 mil·límetres entre ells.
Models de revòlver
En el seu aspecte, els dispositius en qüestió s'assemblen a unes pinces, en una part de les quals s'instal·la un dispositiu tipus revòlver per perforar forats. Amb aquesta mostra, cal girar el dispositiu i instal·lar la punta de treball del tipus desitjat. A continuació, queda posar el material per processar i prémer el mànec per fer un forat. Com a estàndard, en els models giratoris s'instal·len sis puntes amb un diàmetre de 2 a 4,5 mil·límetres. Un bloquejador especial evita el risc de moure el tambor durant el funcionament. Tanmateix, una premsa d'aquest model significa l'execució d'un forat, la qual cosa indica que no és possible obtenir una costura immediatament. L'objectiu principal dels dispositius giratoris és perforar forats individuals, per exemple, per a un cinturó o una corretja per a una bossa.
Models arrissats
La perforació de forats mitjançant anell o dispositius figurats implica l'eliminació d'una part del material que cau sota la seva part de treball. Amb l'ajuda d'aquests dispositius, és possible realitzar ranures de gran mida. La seva forma tradicional és un tub regular amb un extrem punxegut. El tall s'aconsegueix aplicant la part punxeguda al material i colpejant fort contra l'extrem de l'eina. La gamma d'aquesta gamma de models és molt gran.Gràcies a ells, és possible fer no només un forat oval o rodó, sinó també repetir els contorns de formes geomètriques complexes: estrelles, polígons, trapezis, etc. Els models en qüestió se solen subministrar en kits, on els tubs tenen un diàmetre de 2 a 22 mil·límetres.
Models finals
S'utilitzen més sovint per tallar la pell. Els talladors especials utilitzats per processar cinturons, que tenen la forma d'una placa d'acer doblegada, han guanyat una gran popularitat. És convenient tallar cintes per als cinturons amb aquesta placa.
Models de "caça".
Amb la seva ajuda, es tallen de manera especial els tacos, que posteriorment s'insereixen al cartutx. Tenen formes de gran mida, en comparació amb les variacions de confecció. El seu diàmetre correspon al calibre del cartutx carregat amb el taco. El seu objectiu principal és tallar la peça desitjada d'un material molt dens, que és el suro estàndard, el cartró o el feltre.
Models especials
Aquestes variacions són equips que poden treballar tant en cuir i teixit dens, com en metall. Aquests poden incloure:
- Pneumàtica: aquestes mostres requereixen connexió a un compressor pneumàtic. S'utilitzen per processar diferents materials fins a llauna, xapa o rajoles metàl·liques.
- Hidràuliques: són, en major mesura, similars en principi de funcionament i aspecte a les màquines industrials dissenyades per fer forats en metall.
- Manual: aquestes variacions per a materials densos requeriran una força notable del mestre. El seu cos sempre està fet d'acer al carboni durador, a causa de les característiques del processament de productes densos. A causa del seu disseny massiu, són menys propensos a la deformació quan s'enfonsen a la peça de treball.
IMPORTANT! Els models especials poden perdre la seva nitidesa molt ràpidament, de manera que se'ls proporciona un procediment d'afilat periòdic. Al mateix temps, cal esmolar la part de treball no només a l'exterior, sinó també a l'interior, completant aquest procés amb poliment.
Conceptes bàsics de l'ús de punxons i punxons
En primer lloc, heu de triar l'eina adequada. El seu pas, el diàmetre de la peça de punxonat i el material de fabricació han de correspondre a la tasca actual. Aleshores necessiteu:
- A la peça de treball existent, marqueu la ubicació del futur forat;
- Instal·leu l'eina de manera que la seva part de treball s'ajusti perfectament al futur forat, sense anar més enllà del marc requerit;
- És important observar la ubicació de l'interval entre els forats sobre la base de la uniformitat, i totes les marques s'han de situar a la mateixa línia;
- Després d'haver comprovat amb precisió totes les mesures, l'eina s'aplica a la peça de treball i es pressiona el seu element d'activació (per als extrems - un cop fins a l'extrem, per als revòlvers - s'espremen les pinces, etc.). La força de premsat ha de correspondre a la densitat del material;
- Després de prémer, cal treure l'element retallat de la peça o netejar el forat resultant.
Quan s'utilitza l'equip en qüestió, la selecció de l'interval i el centrat de l'eina es consideren condicions importants. Si aquestes condicions estan en "desacord" entre si, és possible que els forats no estiguin a la mateixa línia. En perforar el primer forat (o conjunt de forats), l'interval i la direcció s'han de mantenir constantment, aleshores el resultat resultant serà indistinguible del treball de fàbrica. Els principis de processament anteriors són aplicables no només per perforar forats, sinó també per instal·lar botons i reblons.
IMPORTANT! L'eina durarà molt més si poseu un substrat especial en forma de placa de polímer sota la peça de treball. L'extracció de la peça al final de l'obra s'ha de fer verticalment, evitant el seu balanceig.
Punxó stepper fet a si mateix
L'eina de pas es considera amb raó un dels principals dispositius per treballar amb cuir, que s'utilitza per fer forats en cosir espais en blanc. Com a base constructiva per a això, és possible utilitzar una forquilla de taula normal. Aquest últim és preferible escollir entre acer inoxidable (només no alumini), que té un mànec pla. Les seves dents, preferiblement, han de ser rectangulars o triangulars.
Primer cal desfer-se de la convexitat de les dents alineant-les. Per fer-ho, cal escalfar la part de treball sobre el foc, després de subjectar el mànec de la forquilla en un vici, i colpejar les dents amb un martell. A més, les dents es llimen amb cura amb una serra per a metalls i després es trenquen amb unes pinces. A més, la part sobrant del mànec es talla amb una serra per a metalls, per tal de donar-li una forma uniforme de la culata per a l'impacte, i la vora afilada formada al llarg de les vores es neteja amb una llima. El següent pas serà el procés d'igualació de l'amplada de les puntes de la forquilla, perquè les dents exteriors de la forquilla són lleugerament més amples que les centrals.
En l'última etapa, cal esmolar els elements de treball del dispositiu amb una llima d'agulla, assegurant-se que la longitud de les dents sigui uniforme, en cas contrari, la mida i la forma dels forats perforats diferiran.
Abans d'utilitzar el dispositiu resultant, cal comprovar la qualitat dels futurs forats de restes innecessàries de fulls de cuir. Si cal un ajust, s'ha de dur a terme esmolant els claus de treball.
Val a dir que per al mànec és possible utilitzar una part d'una altra eina que s'hagi caigut en mal estat amb una mida adequada per tal d'assegurar la total comoditat de copejar la part final, amb una correcta distribució i aplicació de la força d'impacte sobre tot. les dents.
Dificultats d'elecció
Quan es treballa amb cuir, la majoria dels artesans novells es fan la pregunta: quin equip de perforació s'hauria de preferir? L'elecció d'eines d'alta qualitat us permetrà marcar de manera ràpida i eficient la peça de treball, perforar i perforar forats, alhora que seleccioneu les seves formes i mides adequades. Per tant, a l'hora de triar, heu de seguir unes quantes regles senzilles:
- El model ovalat és ideal per a la majoria de treballs de pell, des de múltiples forats en un cinturó fins a opcions de bossa única;
- Els models arrissats són una eina de disseny, perquè amb la seva ajuda es realitza una geometria complexa: mitja lluna, flors, gotes i fins i tot papallones;
- Els models de línia són adequats per fer moltes opcions per a un conjunt de cordons de forats.
La majoria dels professionals prefereixen utilitzar punxons rodons amb un pas de 4-5 mm més sovint i, en casos especials, utilitzar un conjunt en forma de diamant no massa car. En comprar, cal parar atenció a la qualitat de les dents, tant si estan polides com si no. Treballar amb un punxó amb les dents polides serà una mica més ràpid, ja que serà més fàcil per a ell enganxar-se a la peça que amb les dents sense polir, que s'enganxaran a les vores dels forats. Les mostres polides són molt més cares que les contraparts sense polir. Tanmateix, si se suposa que es treballa una sola vegada, és possible sortir amb una eina sense polir.
Val la pena assenyalar que els dispositius fabricats al Japó, Alemanya i els EUA són més populars. Els dispositius xinesos, tot i que són molt econòmics, sovint no tenen ni les qualitats mínimes necessàries. El millor material de fabricació per a les eines en qüestió és l'acer d'aliatge durador. Pel que fa a esmolar les dents de treball, seria millor que estiguin tallades al diamant o endurides addicionalment.
Valoració dels millors perforadors, punxons i talladors per a cuir i teixit per al 2025
Segment pressupostari
3r classificat: "PHM-06 - Micron, gris fosc"
Aquesta mostra és una solució econòmica i fiable, especialment adequada per a un artesà de pell principiant. Està fet de metall durador i la seva finalitat principal és l'ús domèstic. El disseny proporciona un mànec amb un recobriment antilliscant i el diàmetre de l'eina és de 8 mil·límetres. Perfecte per treballar amb teixits densos, cuir, ante i pell. El cost recomanat per a les cadenes minoristes és de 290 rubles.

Avantatges:
- Una variació excel·lent per a un mestre novell;
- Capacitat suficient per processar diversos materials;
- Revestiment antilliscant.
Defectes:
- No apte per a teixits fins.
2n lloc: "Fes-ho!" per a pell semicircular de 50 mm"
Un model excel·lent per perforar i retallar productes de pell i diverses tires de cuir amb una amplada de fins a 50 mil·límetres. La part de tall, feta en forma de semicercle, està fermament soldada al mànec, la qual cosa facilita el treball amb un instrument de percussió. La força d'impacte es distribueix correctament per tota la vora de tall. Difereix en la facilitat d'ús.El cost recomanat per a les cadenes minoristes és de 350 rubles.

Avantatges:
- Facilitat d'ús;
- Distribució uniforme de la força d'impacte al llarg de la vora de tall;
- Material de fabricació durador.
Defectes:
- No detectat.
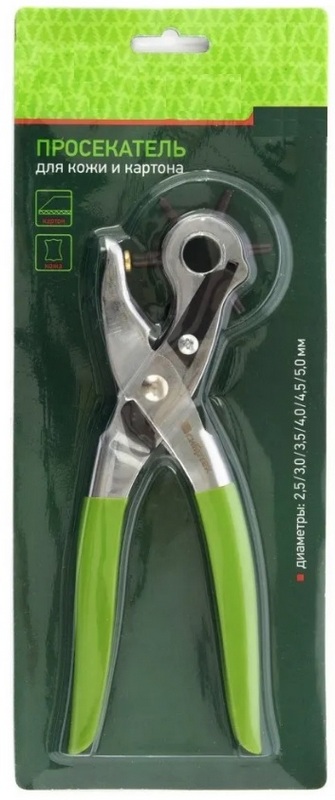
1r lloc: "Talladora per a cuir i cartró "Russia-18360S"
Aquest perforador s'utilitza per fer forats amb diàmetres de 2,5-3,0-3,5-4,0-4,5-5,0 mil·límetres. Perfectament adequat per treballar amb materials com pell i cartró, plàstic i tèxtils, així com altres substrats tous. El dispositiu es caracteritza per un pas ben ajustat entre les dents i les seves nanses estan equipades amb un recobriment especial antilliscant. El cost establert per a les cadenes de botigues és de 475 rubles.
Avantatges:
- Facilitat d'ús;
- Àmplia gamma d'usos;
- Nanses antilliscants.
Defectes:
- Com més forta sigui la peça, més esforç muscular es requereix.
Segment de preu mitjà
3r lloc: "Eines de perforació de cuir - 10PCS "BLGT"
Aquest conjunt de punxons pertany a la categoria semi-professional, conté les mides més populars per fer forats. Ve amb un pràctic estoig d'emmagatzematge. Tots els elements estan fets d'acer d'aliatge durador. La part d'impacte final distribueix uniformement la força aplicada a totes les vores, després de la qual només queda eliminar el cercle tallat. Les mides dels punxons varien de 0,5 a 5 mil·límetres. El cost recomanat per a les cadenes de botigues és de 875 rubles.

Avantatges:
- Conjunt gran i d'alta qualitat;
- Acer de mà d'obra durador;
- Funda d'emmagatzematge convenient.
Defectes:
- No detectat.
2n lloc: "PHM-01 - Micron"
Una excel·lent eina manual semiprofessional. Per treballar-hi, no calen eines alienes (com un martell de sastre o un mall). Es pot utilitzar tant a casa com en la confecció professional. Els broquets inclosos en el kit estan fets de metall durador i el disseny en si està equipat amb un mànec de treball còmode. El diàmetre dels broquets varia d'1,5 a 4 mil·límetres. L'objectiu principal del dispositiu és el processament de teixits densos, camussa i cuir, així com pell. El cost establert per a les cadenes minoristes és de 1.700 rubles.

Avantatges:
- Conjunt de broquets inclòs;
- mànec de treball convenient;
- No calen eines de tercers.
Defectes:
- Preu massa alt.
1r lloc: "Buffalo - 7 mm"
Aquest dispositiu és altament especialitzat i està dissenyat per perforar les corretges de cuir dels rellotges. El pas entre els forats és de 7 mil·límetres i el diàmetre del forat de tall és de 2 mil·límetres. El nombre de dents a la pinta és de quatre. Les dents de l'aparell són intercanviables, però s'hauran de comprar per separat. El forat representa la forma d'un cercle regular. Les dents estan esmolades de fàbrica i estan immediatament llestes per al seu ús. Material de producció: acer inoxidable. El país d'origen és Rússia sota una llicència dels EUA. El cost establert per a les cadenes de botigues és de 2400 rubles.

Avantatges:
- Construcció robusta;
- Possibilitat de substitució de puntes;
- Fabricació de qualitat.
Defectes:
- Preu alt.
Classe premium
3r lloc: "Conjunt de punxons figurats "BLGT"
Aquest kit és una gran troballa per a un dissenyador de sastre professional. Inclou 52 parts de diverses formes geomètriques complexes, fetes d'acer aliat. Els seus talls estan correctament esmolats i poden tallar fins i tot la pell més gruixuda. El cost establert per a les cadenes minoristes és de 2450 rubles.

Avantatges:
- Preu adequat per a un nombre tan gran de broquets;
- Material de fabricació durador;
- Excel·lent afilat de les vores de tall.
Defectes:
- No detectat
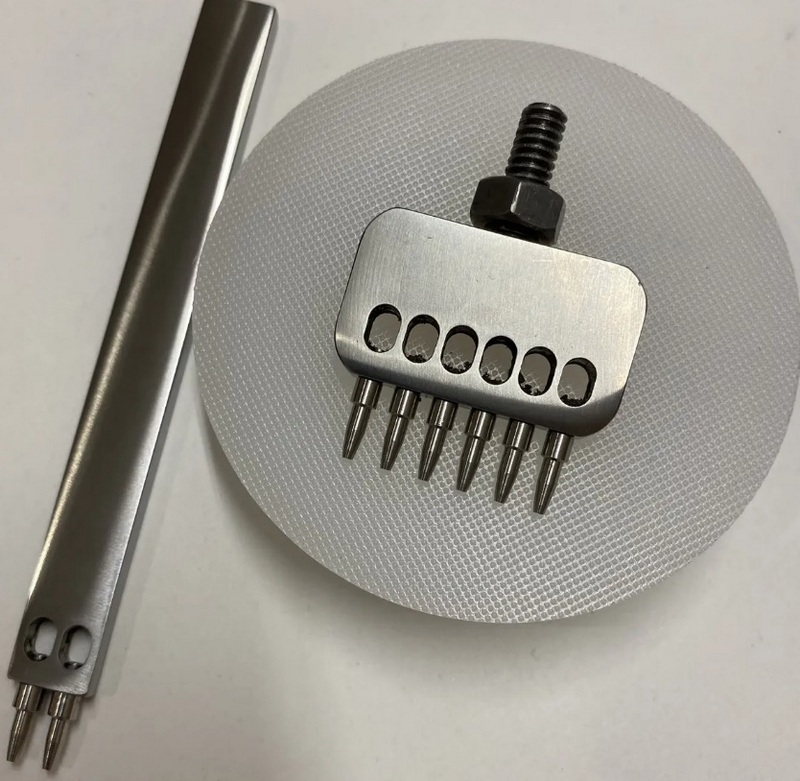
2n lloc: "Buffalo - 5 m"
Aquest kit té una finalitat universal i es pot utilitzar tant per separat com com a broquet per a premses Ter-2 o Pressmark. El conjunt inclou un punxó de 6 puntes, un punxó de 2 puntes i un broquet encoixinat de polipropilè per facilitar la perforació. El pas de costura del dispositiu deixa 5 mil·límetres i el diàmetre del forat retallat és d'1 mil·límetre. Les dents es poden substituir, el material de fabricació del dispositiu és d'acer inoxidable. El cost establert per a les cadenes minoristes és de 3.400 rubles.
Avantatges:
- Versatilitat d'ús;
- variabilitat del broquet;
- Dents reemplaçables;
- Elaboració de metall de qualitat.
Defectes:
- Preu alt.
1r lloc: "ZTools - 2 - 5"
Aquest dispositiu pertany a dispositius de confecció professionals per al sector de la pell. L'estructura està feta d'acer aliat d'alta qualitat. El kit inclou dos broquets per a cinc i dues dents, respectivament. És possible utilitzar broquets tant per separat com simultàniament (quan s'instal·len en una premsa adequada). Els propis punxons es poden canviar variant el seu diàmetre.El cost establert per a les cadenes minoristes és de 3.800 rubles.

Avantatges:
- Versatilitat;
- Material de producció: acer aliat;
- Capacitat per treballar amb la premsa.
Defectes:
- Sobrecàrrec.
En lloc d'un epíleg
Una revisió del mercat modern dels dispositius considerats ha establert que, en gairebé tots els segments, presenta productes d'un fabricant estranger. Al mateix temps, és bastant capaç de satisfer els preus declarats pel que fa a la seva qualitat, tot i que els preus poden semblar força elevats. Es recomana comprar aquestes eines a les botigues en línia, ja que és possible trobar-hi un assortiment suficient que pugui satisfer tant un artesà professional com un aficionat. Pel que fa a les marques dels països productors, m'agradaria destacar les empreses alemanyes que tenen totes les bones característiques dels béns subministrats i, a diferència d'altres, intenten omplir el mercat no amb eines individuals, sinó amb conjunts ampliats alhora. . El fabricant rus ni tan sols està representat pels seus propis productes, però fabrica productes de qualitat decent sota la llicència de l'empresa nord-americana Buffalo.
noves entrades
Categories


Les millors sabatilles esportives per a home del 2025
Vistes: 124042

Les millors vitamines complexes del 2025
Vistes: 121946

Les millors rentadores per a bugaderies el 2025
Vistes: 2286

Valoració dels millors patinets elèctrics per al 2025
Vistes: 27292


Smartphone BQ-5056 Fresh: una novetat digna del 2018
Vistes: 7535

Smartphone Umidigi F1: avantatges i inconvenients
Vistes: 4816
Útil



Valoració dels millors tractors fiables per a l'any 2025
Vistes: 17603

Millors antivirals del 2025
Vistes: 33338

Articles populars
-

Top rànquing dels millors i més barats patinets de fins a 50cc el 2025
Vistes: 131660 -

Valoració dels millors materials d'insonorització per a un apartament el 2025
Vistes: 127698 -
Valoració d'anàlegs barats de medicaments cars per a la grip i els refredats per al 2025
Vistes: 124526 -
Les millors sabatilles esportives per a home del 2025
Vistes: 124042 -
Les millors vitamines complexes del 2025
Vistes: 121946 -

Màxim rànquing dels millors rellotges intel·ligents 2025: relació qualitat-preu
Vistes: 114985 -

La millor pintura per a cabells grisos: màxima qualificació 2025
Vistes: 113401 -

Rànquing de les millors pintures de fusta per a treballs d'interiors el 2025
Vistes: 110327 -

Valoració dels millors rodets giratoris del 2025
Vistes: 105335 -

Rànquing de les millors nines sexuals per a homes per al 2025
Vistes: 104374 -

Rànquing de les millors càmeres d'acció de la Xina el 2025
Vistes: 102222 -

Els preparats de calci més efectius per a adults i nens el 2025
Vistes: 102016