2025 এর জন্য সেরা কাটিয়া সরঞ্জামের রেটিং

একটি উল্লেখযোগ্য পরিমাণ বাঁক কাজ বিশেষ কাটার মাধ্যমে বাহিত হয়। ব্যবহারের ফ্রিকোয়েন্সি পরিপ্রেক্ষিতে, কাটার সরঞ্জামগুলি এই অগ্রভাগগুলির মধ্যে একটি শীর্ষস্থানীয় স্থান দখল করে। এগুলি ফাঁকা বস্তুর গভীর এবং সরু খাঁজ কাটার জন্য ডিজাইন করা এক ধরণের বাঁক সরঞ্জাম। এই ধরনের মডেল, একটি নিয়ম হিসাবে, একটি টাকু গর্ত মাধ্যমে খাওয়ানো হয় যে একটি বার থেকে একটি ইতিমধ্যে প্রক্রিয়াকৃত workpiece অপসারণ করতে ব্যবহৃত হয়। তাদের কাটিয়া প্রান্তের বিশেষ বৈশিষ্ট্যের কারণে, কাট-অফ নমুনাগুলি তাদের প্রতিরূপগুলির থেকে উল্লেখযোগ্যভাবে পৃথক: থ্রেডেড, থ্রু-হোল, বিরক্তিকর এবং অন্যান্য ধরণের কাটার।
অংশটি প্রক্রিয়াকরণে ব্যয় করা মোট সময়ের তুলনায় কাট-অফ অপারেশনটি কাজের সময়ের এত বড় অংশ নেয় না, তবে, এটি প্রায়শই কাজের চক্রের সাধারণ তালিকার শেষ হয়, যার কারণে ওয়ার্কপিসের শেষ মুখের উচ্চ-মানের প্রক্রিয়াকরণের বিধান। কাটিং প্লেটে তীক্ষ্ণ কোণের ভুল নির্বাচন উল্লেখযোগ্যভাবে কাটা পৃষ্ঠে চিপস এবং রুক্ষতার ঝুঁকি বাড়ায়, যা ফলস্বরূপ, পণ্যটিকে প্রত্যাখ্যানের দিকে নিয়ে যায় বা এটিকে আরও প্রক্রিয়া করা অসম্ভব করে তোলে। কাট-অফ টার্নিং কাটারের প্রধান বৈশিষ্ট্যগুলির মধ্যে একটি হ'ল এর সামনের অংশটি, অপারেশন চলাকালীন, একটি সংকীর্ণ খাঁজে নিমজ্জিত হয়, যার ব্যাসের আকার কাটিয়া প্রান্তের ব্লেডের প্রস্থের চেয়ে কিছুটা বড়। এই পরিস্থিতিতে বর্জ্য চিপগুলি অপসারণ এবং অগ্রভাগের শীতল প্রক্রিয়ার জন্য কিছু অসুবিধা তৈরি করে, যার জন্য অ-মানক কার্যকরী সমাধান ব্যবহার করা প্রয়োজন।

বিষয়বস্তু
- 1 কাট-অফ কর্তনকারীর নকশা বৈশিষ্ট্য
- 2 কাটিং কাটার প্রকার এবং সুযোগ
- 3 উল্টানো কাটার - সুনির্দিষ্ট এবং সুবিধা
- 4 ফলিত চিহ্নিতকরণ
- 5 কাটিং সন্নিবেশে কার্বাইড ব্যবহারের সুবিধা
- 6 কাটিয়া সরঞ্জাম নির্বাচন করার জন্য সুপারিশ
- 7 ওয়ার্কফ্লো বেসিক
- 8 2025 এর জন্য সেরা কাটিয়া সরঞ্জামের রেটিং
- 9 একটি উপসংহারের পরিবর্তে
কাট-অফ কর্তনকারীর নকশা বৈশিষ্ট্য
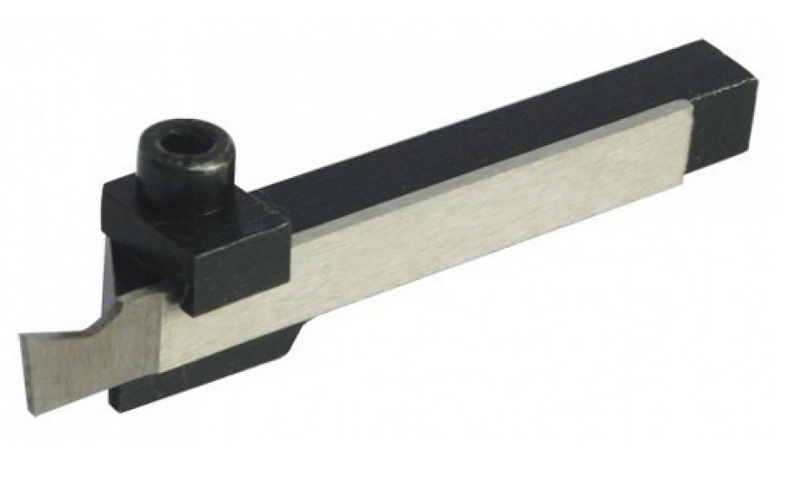
তিনি নিজেই একটি একচেটিয়া অল-মেটাল টার্নিং টুল, যার মধ্যে একটি সমতল মাথা এবং একটি বিশাল ধারক রয়েছে। মাথার শেষে একটি কাটিং প্লেট আছে। অন্যান্য ধরণের টার্নিং অগ্রভাগের সাথে তুলনা করে, প্রধান কাটিয়া প্রান্তের পাশাপাশি, কাটারটিতে দুটি সহায়কও রয়েছে, যা প্রধানটির উভয় পাশে অবস্থিত, কাটা স্লটের পাশের পৃষ্ঠগুলি কাটার উদ্দেশ্যে। প্রতিটি দিকের জন্য 1-3 ডিগ্রি কোণে ধারকের দিকে সরানো হলে কাটিং হেড ব্লেডটি সরু হয়ে যায়। খাঁজের দেয়ালের বিপরীতে অগ্রভাগের ঘর্ষণ কমাতে সক্ষম হওয়ার জন্য, সেইসাথে কাটিয়া তরল সঞ্চালন এবং চিপগুলির নির্গমনকে উন্নত করার জন্য এই নকশা বৈশিষ্ট্যটি প্রয়োজন।
ব্লেডের মাথার প্রস্থ 3-10 মিলিমিটার হতে পারে এবং এর দৈর্ঘ্য এমনভাবে নির্বাচন করা উচিত যাতে ওয়ার্কপিসের ব্যাসার্ধের তুলনায় কয়েক মিলিমিটার বড় হয়। শক্তি বাড়ানো এবং কম্পনের মাত্রা কমাতে, বিশেষ ধরণের কাট-অফ কাটার ব্যবহার করা প্রয়োজন, যার মধ্যে সামনের অংশটি বড় করা হয়। এই জাতীয় সরঞ্জামটিকে শীর্ষে বৃত্তাকার প্রোট্রুশন রয়েছে এমন মাথাগুলির দ্বারা একটি গুণগত ভারসাম্য দেওয়া হবে (এগুলিকে "ককারেল"ও বলা হয়), এবং যা ধারকের অক্ষের মতো একই লাইনে কাটিয়া প্রান্ত স্থাপন করা সম্ভব করে তোলে।
কাটিং কাটার প্রকার এবং সুযোগ
কাঠামোগতভাবে, বিবেচনাধীন অগ্রভাগগুলিকে প্রিফেব্রিকেটেড এবং মনোলিথিক (সমস্ত-ধাতু) ভাগে ভাগ করা হয়েছে।পরবর্তীগুলি ভারী-শুল্ক সরঞ্জাম ইস্পাত থেকে তৈরি করা হয়, এবং তাদের প্রধান প্রযুক্তিগত বৈশিষ্ট্যগুলি 1973 সালের স্টেট স্ট্যান্ডার্ড নং 18874 দ্বারা নিয়ন্ত্রিত হয়। এই জাতীয় কাটারের সর্বাধিক মাত্রাগুলি হল:
- সম্পূর্ণ দৈর্ঘ্য - 80 মিলিমিটার;
- মাথার দৈর্ঘ্য - 15 মিলিমিটার;
- কাটিয়া প্রান্তের প্রস্থ 12 মিলিমিটার।
গুরুত্বপূর্ণ! ইনসিসাল প্রান্তটি নিচের দিকে নেমে যাওয়ায়, এই টুলের মাথার দৈর্ঘ্য কমে যাবে, যা সেই অনুযায়ী, কাট-অফ ব্যাস সীমাকে কমিয়ে দেবে।
প্রিফেব্রিকেটেড মডেল, ঘুরে, দুই ধরনের বিভক্ত করা যেতে পারে। প্রথম প্রকারটি একটি একশিলা নমুনার মতো দেখায়, যেখানে মাথা এবং ধারক উভয়ই একটি একক দণ্ড দিয়ে তৈরি, তবে কাটিং প্লেটটি মাথার শেষ অংশে ইনস্টল করা একটি পৃথক প্রিফেব্রিকেটেড উপাদান। এর বন্ধন দুটি উপায়ে করা যেতে পারে - হয় বেসে সোল্ডারিং দ্বারা বা যান্ত্রিক বন্ধন দ্বারা।
দ্বিতীয় ধরণের প্রিফেব্রিকেটেড মডেলটি একত্রিত ইনসিসারের আধুনিক বিশ্বে সবচেয়ে ব্যাপক হয়ে উঠেছে। এটি একটি কাটিয়া প্রান্ত সঙ্গে একটি দীর্ঘ এবং সমতল মাথা আছে, যা যান্ত্রিকভাবে একটি বিশেষ ফ্রেমে স্থির করা হয়, যা এক ধরনের ধারক হিসাবে কাজ করে। এই কাটারগুলি বিনিময়যোগ্য সন্নিবেশের সাথে বিক্রি হয় যা বেধ এবং প্রস্থে পরিবর্তিত হয়। অন্যান্য জিনিসগুলির মধ্যে, বর্ণিত কিছু নমুনা তাদের মাথার ইজেকশন দৈর্ঘ্য সামঞ্জস্য করতে সক্ষম।
ক্লাসিক ডিজাইনে কাটিং অগ্রভাগের শক্তিশালী এবং মানক সংস্করণগুলি ছাড়াও, অন্যান্য ধরণের কাটিয়া সরঞ্জামগুলি বিশেষ পরিস্থিতিতে কাজ করার জন্য ব্যবহার করা যেতে পারে, যা লেদটির কম অনমনীয়তা বা কম শক্তির জন্য ক্ষতিপূরণ দিতে পারে। এর মধ্যে রয়েছে উল্টানো বা বসন্ত মডেল, যা প্রায়ই ছোট আকারের উৎপাদনে বা পরিবারের কর্মশালায় ব্যবহৃত হয়।তাদের মাথা গতিশীল শক লোডের জন্য ক্ষতিপূরণ দিতে পারে এবং উৎপন্ন কম্পনগুলি (যতদূর সম্ভব) শোষণ করতে পারে এবং এটি পছন্দসই পৃষ্ঠের গুণমান অর্জন করবে এবং ক্ষতির হাত থেকে কাটিয়া প্রান্তকে রক্ষা করবে।
গুরুত্বপূর্ণ! উল্টানো মডেলগুলির জনপ্রিয়তা প্রায় পাঁচ বা ছয় বছর আগে এসেছিল, কারণ একটি কার্যকর এবং সহজেই ব্যবহারযোগ্য কাটিং সন্নিবেশ তৈরি করা হয়েছিল।
উল্টানো কাটার - সুনির্দিষ্ট এবং সুবিধা
এই ধরনের কাটার সরঞ্জামকে তাই বলা হয় কারণ এটি ঘড়ির কাঁটার বিপরীতে কাজ করে, অর্থাৎ টাকুটির বিপরীত গতিতে। এর নকশাটি একটি করণিক ছুরির সাথে কিছুটা মিল: একটি লম্বা ফলক আকারে একটি প্লেট এবং একটি ধারক একটি তির্যক প্রান্তে স্থির করা হয়। ব্লেডটি উচ্চ-গতির ইস্পাত দিয়ে তৈরি, যা কোবাল্ট দিয়ে মিশ্রিত করা হয়, এবং ক্রস বিভাগে এটি "T" অক্ষরটি উল্টে দেওয়া হিসাবে দৃশ্যতভাবে উপস্থাপন করা হয়, যেখানে উভয় ক্রসবারগুলি যেমন ছিল, সংক্ষিপ্ত। কাটিয়া প্রান্তের প্রান্তের তীক্ষ্ণ কোণটি সাত ডিগ্রি, প্রস্তুতকারক মিলিমিটারের এক থেকে তিন পয়েন্টের দুই দশমাংশ পর্যন্ত বিভিন্ন বেধে সরঞ্জাম তৈরি করতে পারে।
বিবেচনাধীন কর্তনকারীর প্রধান সুবিধা হল চিপস অপসারণের সুবিধা, কারণ যখন টাকুটি বিপরীত দিকে ঘোরানো হয়, তখন চিপগুলি তাদের নিজস্ব ওজনের প্রভাবে নীচে ফেলে দেওয়া হয়। এই মোডটি ব্যয় করা চিপগুলির সাথে কাজের খাঁজটি পূরণ করার সম্ভাবনা উল্লেখযোগ্যভাবে হ্রাস করে, যার অর্থ মেশিনের ভাঙ্গন বা জ্যামিংয়ের প্রায় কোনও ঝুঁকি নেই। এই জাতীয় অগ্রভাগের অতিরিক্ত সুবিধার মধ্যে রয়েছে:
- ব্লেড ধারালো করার সহজতা;
- একটি বর্ধিত নাগালে প্রক্রিয়াকরণের সম্ভাবনা;
- কুলিং প্রক্রিয়ার অপ্টিমাইজেশান (চিপগুলি নীচে যায় এবং কুল্যান্ট উপরে থেকে সরবরাহ করা হয়);
- এমনকি কাটিং সন্নিবেশ বারবার regrinding সঙ্গে একটি দীর্ঘ সেবা জীবন দখল.
অন্যান্য জিনিসগুলির মধ্যে, উল্টানো কাটারটির একটি বিন্দু উচ্চতা সামঞ্জস্য ব্যবস্থা রয়েছে, যা gaskets ব্যবহার করার সময় অবস্থানে অগ্রভাগের অবস্থান সামঞ্জস্য করার প্রয়োজনকে কেবল অপ্রয়োজনীয় করে তোলে।
ফলিত চিহ্নিতকরণ
রাশিয়ান ফেডারেশনে, তিনটি রাষ্ট্রীয় মান (GOST) রয়েছে, যেগুলি সোভিয়েত সময়ে বিকশিত হয়েছিল এবং 1973 সাল থেকে কার্যকর রয়েছে (তাদের নথির ডিজিটাল নামের শেষে "73" সূচক রয়েছে) এবং যা কাটিয়া সরঞ্জাম চিহ্নিত করার জন্য প্রবিধান স্থাপন করার জন্য ডিজাইন করা হয়েছে। উচ্চ-গতির ইস্পাত দিয়ে তৈরি অগ্রভাগের কোডিং এবং তাদের মানক মাপ স্ট্যান্ডার্ড নং 18874 দ্বারা প্রতিষ্ঠিত হয়; হার্ড-অ্যালয় প্লেট সহ অগ্রভাগ - স্ট্যান্ডার্ড নং 18884; বাঁকা প্লেট ("ককারেল") কার্বাইড থাকা - স্ট্যান্ডার্ড নং 18894। এই মানগুলির প্রযুক্তিগত টেবিলগুলি ব্যবহার না করে চিহ্নিত করে জ্যামিতি এবং টাইপ সঠিকভাবে স্থাপন করা অসম্ভব। তিনটি তালিকাভুক্ত নিয়ন্ত্রক নথিতে, প্রতিটি প্রকারের নিজস্ব কোড এবং টেবিলে নির্দেশিত পরামিতিগুলির সংখ্যা রয়েছে। চিহ্নিতকরণের একমাত্র ব্যাখ্যাযোগ্য তথ্যমূলক উপাদানটি কাটিয়া অংশের খাদটির শ্রেণীবিভাগ। উদাহরণস্বরূপ, উচ্চ গতির ইস্পাত দিয়ে তৈরি একটি ডান কর্তনকারীর নিম্নলিখিত বৈশিষ্ট্য রয়েছে:
- ক্রস বিভাগ - 16x16 মিলিমিটার;
- দৈর্ঘ্য - 80 মিলিমিটার;
- মাথা - 15 মিলিমিটার;
- ব্লেডের প্রস্থ - 12 মিলিমিটার।
স্ট্যান্ডার্ড নং 18874 অনুযায়ী উপরের প্যারামিটারগুলিতে সাধারণ মার্কিং "2120-0519" থাকবে। অনুরূপ জ্যামিতি সহ একটি কাটার, কিন্তু একটি কার্বাইড সন্নিবেশ সহ, স্ট্যান্ডার্ড নং 18884 এর ভিত্তিতে "2130-055 T5K10" হিসাবে চিহ্নিত করা হবে। শেষ আলফানিউমেরিক সেট মানে কার্বাইড কম্পোজিশনে কোবাল্ট সহ টাইটানিয়াম কার্বাইডের উপস্থিতি, যেখানে 10 হল পরেরটির শতাংশ।আরও তথ্যের জন্য, কিছু নির্মাতারা রঙে ব্যবহৃত উপাদানের ধরণকে বিশেষভাবে হাইলাইট করে। উদাহরণস্বরূপ, উপরের "T5K10" হলুদ।
আইএসও (ইন্টারন্যাশনাল অর্গানাইজেশন ফর স্ট্যান্ডার্ডাইজেশন) গ্রেডেশনে কাটিং টুল নির্ধারণের জন্য বিশ্বে একটি সর্বজনীন আন্তর্জাতিক ব্যবস্থাও রয়েছে। এই সংস্থার সংশ্লিষ্ট নথিটি খুব বিশাল, এতে অনেক বৈশিষ্ট্য রয়েছে, তাই সম্পূর্ণ চিহ্নিতকরণটি বেশ দীর্ঘ বলে মনে হচ্ছে। উদাহরণ হিসেবে, "গ্রুভিং এবং এক্সটার্নাল কাট" বিভাগে "QFGD2525R2252H" ট্রান্সক্রিপ্ট দেওয়া যেতে পারে, যেখানে:
- প্রশ্ন - কাটিং ধারক;
- F - শেষ প্রক্রিয়াকরণ;
- জি - প্লেটের মাত্রা;
- ডি - ডবল পার্শ্বযুক্ত প্লেট জন্য;
- 25 - ধারক উচ্চতা;
- 25 - ধারক প্রস্থ;
- আর - বাম, ডান, নিরপেক্ষ;
- 22 - সর্বাধিক কাজের গভীরতা;
- 52 - ন্যূনতম কাট-ইন ব্যাস;
- মুখের খাঁজ কাটার জন্য H হল সন্নিবেশের অবস্থান।
কাটিং সন্নিবেশে কার্বাইড ব্যবহারের সুবিধা
একটি কার্বাইড সন্নিবেশ এর উচ্চ গতির ইস্পাত প্রতিরূপের প্রধান সুবিধা হল যে এটি উচ্চ কাটিং গতিতে কাজ করার ক্ষমতা রাখে (স্টিলের ফাঁকা জায়গাগুলির জন্য 500 m/s পর্যন্ত)। অধিকন্তু, কর্মক্ষেত্রে একটি সাধারণ উচ্চ তাপমাত্রায় (900 ডিগ্রি সেলসিয়াস পর্যন্ত) নিজস্ব কঠোরতা বজায় রাখার সময়। উপরে উল্লিখিত হিসাবে, ধারক মাথায় কার্বাইড সন্নিবেশ সংযুক্ত করার জন্য দুটি পদ্ধতি রয়েছে - যান্ত্রিক ক্ল্যাম্পিং এবং সোল্ডারিং (বা অন্যান্য অনুরূপ পদ্ধতি)। এক-টুকরো সংযোগগুলি কম্পনের জন্য আরও প্রতিরোধী বলে মনে করা হয় এবং সাধারণত কাঠামোগতভাবে সহজ, বিশেষ করে যখন তীব্র লোডের উপর কাজ করা হয়।যাইহোক, প্রযুক্তিগতভাবে জটিল উত্পাদন পদ্ধতি সত্ত্বেও, কাট-অফ টুল, যার উপর প্লেটটি যান্ত্রিকভাবে স্থির করা হয়েছে, এর বেশ কয়েকটি সুবিধা রয়েছে:
- এর ধারকের মাথায় কাজ করার সময়, কাটার উপাদানটি স্থির করার সময় কোনও তাপীয় প্রভাব নেই;
- অন্য কাটিয়া প্রান্তে একটি দ্রুত বিপরীত বা একটি ত্বরিত সন্নিবেশ পরিবর্তন উপলব্ধ;
- সন্নিবেশ পরিবর্তন করার পরে, জ্যামিতিক বৈশিষ্ট্য সংরক্ষণ করা হবে।
কার্বাইড অংশ কাটা ছাড়াও, বিশেষ করে শক্ত ধাতুগুলিতে কাজ করার সময়, সিরামিকের উপর ভিত্তি করে সন্নিবেশ ব্যবহার করা সম্ভব। যদিও এগুলিকে আরও ভঙ্গুর বলে মনে করা হয়, তবে তারা কাটিয়া অংশের পরিধান প্রতিরোধ ক্ষমতা বাড়িয়েছে এবং কর্মক্ষেত্রে গঠিত খুব উচ্চ তাপমাত্রায় (1200 ডিগ্রি সেলসিয়াস পর্যন্ত) কাজ করতে সক্ষম।
কাটিয়া সরঞ্জাম নির্বাচন করার জন্য সুপারিশ
উৎপাদন প্রযুক্তি
প্রশ্নে কাটার ধরণের কেনার সময়, উত্পাদনে প্রস্তুতকারকের দ্বারা ব্যবহৃত রাষ্ট্রীয় মানগুলির প্রয়োজনীয়তার প্রতি আরও মনোযোগ দেওয়া উচিত। একটি ছোট মূল্যের প্রশ্ন একটি প্রভাবশালী অবস্থান দখল করা উচিত নয়. এইভাবে, incisors, যার উত্পাদন প্রযুক্তি নিশ্চিত করা যায় না, দীর্ঘ সময়ের জন্য স্থায়ী হতে পারে না, এবং তাদের তীক্ষ্ণ করা সমস্যাযুক্ত হবে। টুল উত্পাদন প্রযুক্তির অসঙ্গতির সহজ চিহ্ন হল এর খুব সস্তা দাম। এটি সর্বদা মনে রাখা উচিত যে কেবলমাত্র রাষ্ট্রীয় মান অনুসারে উত্পাদিত পণ্যগুলি কোনও বাধা ছাড়াই প্রযুক্তিগত কাজের চক্র সরবরাহ করতে সক্ষম হবে।
পছন্দের মানদণ্ড
আপনার জানা দরকার যে কাটারগুলি অত্যন্ত বিশেষায়িত অগ্রভাগ এবং শুধুমাত্র দুটি অপারেশনের জন্য ব্যবহার করা উচিত - বাঁক এবং কাটা। এইভাবে, ছোট মেরামতের সুবিধা এবং গার্হস্থ্য ব্যবহারের জন্য, আপনার অত্যধিক ব্যয়বহুল এবং পেশাদার নমুনা কেনা উচিত নয়।এই পরিস্থিতিতে, একটি ব্রেজড প্লেটের সাথে রাশিয়ান তৈরি নমুনাটি পাওয়া বেশ সম্ভব, যার দাম যান্ত্রিকভাবে বেঁধে রাখা কার্বাইড প্লেটের অনুরূপটির চেয়ে 1.5-2 গুণ কম হবে। একই সময়ে, এই নিয়মটি ব্যাপক উৎপাদনের ক্ষেত্রে প্রযোজ্য নয়, বিশেষ করে যদি কর্তনকারী CNC মেশিনে ব্যবহার করা হবে। একটি বিনিময়যোগ্য সন্নিবেশ সহ একটি উচ্চ-প্রযুক্তি কাটিং মডেলের কোন বিকল্প নেই।
সংক্ষেপে, এটি লক্ষ করা উচিত যে অধিগ্রহণের আগে, একজন সম্ভাব্য ক্রেতাকে নিম্নলিখিত বিষয়গুলির উপর সিদ্ধান্ত নিতে হবে:
- ভবিষ্যতের লোডের তীব্রতা গণনা করুন;
- প্রক্রিয়া করা হচ্ছে উপাদানের কঠোরতা অ্যাকাউন্টে নিন;
- ভবিষ্যতের কাজের ধরন বিবেচনা করুন;
- পছন্দসই পৃষ্ঠের গুণমানের পরামিতি এবং পণ্যের মাত্রার নির্ভুলতার মধ্যে অগ্রাধিকার সেট করুন;
- টুলিংয়ের পরিধান প্রতিরোধের পছন্দসই ডিগ্রি গ্রহণ করুন।
ওয়ার্কফ্লো বেসিক
কাটার তীক্ষ্ণ করা - সাধারণ সুপারিশ
কর্তনকারীর দক্ষতা, সেইসাথে কাটিয়া শক্তি এবং সামগ্রিক পরিষেবা জীবন, সরাসরি উচ্চ-মানের শার্পনিংয়ের উপর নির্ভর করে। বাঁক সরঞ্জামের জন্য, এটির উভয় প্রান্ত তীক্ষ্ণ করার প্রথাগত। নাকাল প্রতিটি কাজের কাটিয়া পৃষ্ঠের জন্য পৃথকভাবে বিভিন্ন ধাপে বাহিত হয়। প্রক্রিয়াটি পিছন থেকে শুরু হয় - অপারেটরকে অবশ্যই পিছনের পৃষ্ঠটি প্রায় 5-ডিগ্রি কোণে কাজ করতে হবে। এর পরে, আপনার কাটিয়া প্রান্তের পিছনের সমতলটি পিষে নেওয়া উচিত। পিছনের সন্নিবেশের জন্য যে কোণটি তীক্ষ্ণ করা হবে সেটি কাটার ক্লিয়ারেন্স কোণ থেকে প্রায় দুই ডিগ্রি বেশি হওয়া উচিত। কাটিং এবং পিছনের অংশগুলি বাঁক করার পরে, অপারেটরকে শেষ করে চূড়ান্ত কাটিয়া কোণ গঠন করতে হবে। সামনের অংশটিও উপরে বর্ণিত অ্যালগরিদম অনুযায়ী চালু করা উচিত।এটা মনে রাখা মূল্যবান যে কাটারের সামনের কোণটি অবশ্যই ডবল বাঁক বা সমাপ্তির মাধ্যমে তৈরি করা উচিত। কাজের প্রান্ত যে বরাবর নাকাল করা হয় তা অবশ্যই নাকাল পৃষ্ঠের সাথে একটি সমান্তরাল সরল রেখায় অবস্থিত হতে হবে।
কাটার ইনস্টল করা হচ্ছে
কাটার পদ্ধতিটি সঠিকভাবে সম্পাদন করার জন্য এবং কাটিং সন্নিবেশের বর্ধিত পরিধান বন্ধ করার জন্য, পাশাপাশি কাটার পরে উচ্চ-মানের শেষ মুখ প্রক্রিয়াকরণ নিশ্চিত করার জন্য, ওয়ার্কপিসের ক্ষেত্রে কাটারটিকে সম্পূর্ণ লম্ব অবস্থানে স্থাপন করা মূল্যবান। উপরন্তু, এটি ঘূর্ণন অক্ষের বিপরীতে ইনস্টল করা উচিত, উভয় দিকে উল্লম্ব বিচ্যুতি 0.1 মিমি-এর বেশি নয়। কাটিং প্রান্তটি এমনকি মিলিমিটারের দশমাংশের একটি ছোট ভগ্নাংশ স্থাপন করলে ব্লেড ভেঙ্গে যেতে পারে এবং কম সেটিং সহ, ওয়ার্কপিসের উপর একটি কাটা কাটা প্রান্ত তৈরি হতে পারে। ন্যূনতম ওভারহ্যাং সহ একটি কাটার ব্যবহার করে চাকের চোয়ালের যতটা সম্ভব কাছাকাছি কাটা উচিত। বেঞ্চ-টপ মেশিনের সাথে শক্ত উপকরণের আরামদায়ক মেশিনের জন্য, উল্টানো বা বসন্ত-লোড করা সরঞ্জামগুলি ব্যবহার করা উচিত।
2025 এর জন্য সেরা কাটিয়া সরঞ্জামের রেটিং
বাজেটের বিকল্প
3য় স্থান: Tekhnostal 2130-0001 036258
ডান হাত ফিড সঙ্গে স্ট্যান্ডার্ড নমুনা. এটির মোট দৈর্ঘ্য 100 মিলিমিটার যার ধারক দৈর্ঘ্য 10, এবং এর উচ্চতা 16। T5K10 উপাদান দিয়ে তৈরি - কার্বাইড দিয়ে ছেদ করা। উৎপত্তি দেশ চীন, প্রস্তাবিত খুচরা মূল্য হল 185 রুবেল।

সুবিধাদি:
- উত্পাদন উপাদান কার্বাইড সঙ্গে interspersed;
- যথেষ্ট দৈর্ঘ্য;
- কাটিং এজ সোল্ডারিং।
ত্রুটিগুলি:
- প্রাথমিক রাফিং প্রয়োজন।
2য় স্থান: "সেকিরা 1781"
বাজেট গ্রুপের আরেকটি প্রতিনিধি, চাঙ্গা উপাদান T5K6 (ছোট টাইটানিয়াম অন্তর্ভুক্তি) দিয়ে তৈরি। এটির মোট দৈর্ঘ্য 140 মিলিমিটার, যার ধারক উচ্চতা 25 এবং এর প্রস্থ 16। উৎপত্তি দেশ চীন, খুচরা চেইনের দাম 205 রুবেল।

সুবিধাদি:
- উত্পাদনের উপাদানে টাইটানিয়াম অন্তর্ভুক্তি;
- লম্বা বেস;
- বাজেট খরচ।
ত্রুটিগুলি:
- প্রাথমিক শার্পনিং প্রয়োজন।
1ম স্থান: Tekhnostal 2130-0005 030431
এই কাটারটি সাধারণ সুপারহার্ড ইস্পাত গ্রেড T5K10 দিয়ে কার্বাইড গর্ভধারণ করা হয় এবং এতে একটি ব্রেজড কাটার টিপ রয়েছে। সামগ্রিক দৈর্ঘ্য 120 মিলিমিটার, যার ধারক উচ্চতা 20 এবং এর প্রস্থ 12। একটি রাশিয়ান লাইসেন্সের অধীনে চীনে উত্পাদিত হয়। খুচরা দোকানে মূল্য 220 রুবেল এ সেট করা হয়।

সুবিধাদি:
- ভাল জ্যামিতিক তথ্য;
- উচ্চ গতির ইস্পাত ব্যবহৃত;
- সোল্ডার করা টিপ।
ত্রুটিগুলি:
- আবার, প্রাথমিক ধারালো করার প্রয়োজন।
মধ্যমূল্যের সেগমেন্ট
৩য় স্থানঃ টেকনোস্টাল ০৩৬৩৭৭
এই টার্নিং টুলটি এর বর্ধিত জ্যামিতিক বৈশিষ্ট্য দ্বারা আলাদা করা হয়, বেসটি টাইটানিয়ামের সাথে ছেদযুক্ত একটি খাদ দিয়ে তৈরি। এটির মোট দৈর্ঘ্য 170 মিলিমিটার, যার ধারক প্রস্থ 20, এবং এর উচ্চতা 32। চীনে তৈরি। দোকানের জন্য প্রস্তাবিত মূল্য 310 রুবেল।

সুবিধাদি:
- সুলভ মূল্য;
- চমৎকার জ্যামিতিক মাত্রা;
- টাইটানিয়াম সন্নিবেশ.
ত্রুটিগুলি:
- সনাক্ত করা হয়নি।
2য় স্থান: "সেকিরা 15125"
সঠিক ফিডের জন্য বেলারুশিয়ান প্রস্তুতকারকের কাছ থেকে একটি ভাল বিকল্প। দেহটি কার্বাইড অন্তর্ভুক্তি সহ উচ্চ গতির ইস্পাত দিয়ে তৈরি। এটির মোট দৈর্ঘ্য 140 মিলিমিটার, এবং ধারকের উচ্চতা 25 এবং এর প্রস্থ 20।উত্পাদনের দেশ - বেলারুশ। প্রস্তাবিত খুচরা মূল্য 410 রুবেল।

সুবিধাদি:
- ভাল জ্যামিতিক বৈশিষ্ট্য;
- উচ্চ গতির ইস্পাত উপাদান;
- অর্থের জন্য পর্যাপ্ত মূল্য।
ত্রুটিগুলি:
- পাওয়া যায়নি।
1ম স্থান: "সেকিরা 18917"
তার বিভাগের জন্য নেতৃস্থানীয় মডেল. এটি ভারী-শুল্ক R6M5 ইস্পাত দিয়ে তৈরি এবং এতে নিম্নলিখিত জ্যামিতিক বৈশিষ্ট্য রয়েছে: সামগ্রিক দৈর্ঘ্য - 125 মিলিমিটার, ধারক প্রস্থ - 4, ধারকের উচ্চতা - 18। এর বিশেষ জ্যামিতিক পরামিতির কারণে, এটি ছোট প্রায় গয়না কাজের জন্য ব্যবহার করা যেতে পারে। উত্পাদনের দেশ - বেলারুশ। দোকানের জন্য নির্ধারিত মূল্য 520 রুবেল।

সুবিধাদি:
- নির্ভুল কাজের জন্য ডিজাইন করা হয়েছে;
- উদ্ভাবনী উপাদান ব্যবহার;
- আসল দাম।
ত্রুটিগুলি:
- সনাক্ত করা হয়নি।
প্রিমিয়াম ক্লাস
3য় স্থান: "MGEHR1212-2"
বিনিময়যোগ্য কাটিং সন্নিবেশের সাথে ব্যবহৃত একটি চমৎকার এবং বহুমুখী মডেল। উচ্চ স্থায়িত্ব এবং দীর্ঘ কর্মক্ষম মেয়াদে পার্থক্য. মানের উপাদান থেকে তৈরি. উত্পাদনের দেশটি রাশিয়া, প্রস্তাবিত খুচরা মূল্য 900 রুবেল।

সুবিধাদি:
- বিভিন্ন কাটিয়া প্লেট ব্যবহার করার সম্ভাবনা;
- খাঁজ এবং কাটা উচ্চ মানের মৃত্যুদন্ড;
- বহুমুখীতা এবং বহুমুখিতা।
ত্রুটিগুলি:
- পাওয়া যায়নি।
2য় স্থান: "24554 Proxxon"
একটি অত্যন্ত ব্যবহারিক বিদেশী তৈরি টুল, খাঁজ কাটা এবং উপকরণ কাটার জন্য চমৎকার। কোবাল্ট সামগ্রী সহ উচ্চ গতির ইস্পাত থেকে তৈরি (শক্ত)। লেদ PD-400 জন্য উপযুক্ত. এর মাত্রা আছে - 12 x 3 x 85 মিলিমিটার। উত্পাদনের দেশ - জার্মানি। খুচরা চেইনগুলির জন্য প্রস্তাবিত মূল্য 1300 রুবেল।

সুবিধাদি:
- প্রস্তুতকারক একটি বিশ্ব বিখ্যাত ব্র্যান্ড;
- উচ্চ মানের কেস উপাদান;
- দীর্ঘ সেবা জীবন.
ত্রুটিগুলি:
- সনাক্ত করা হয়নি।
1ম স্থান: "জেট 50000909"
এই নমুনাটি JET BD-7, 8 এবং 920 মেশিনে কাজের জন্য উপযুক্ত। এটি ঘূর্ণন অক্ষের 90 ডিগ্রি কোণে উপাদান কাটা এবং খুব সংকীর্ণ খাঁজ কাটার উদ্দেশ্যে। ভারী লোড অধীনে কাজ করতে সক্ষম, মহান নির্ভুলতা সঙ্গে প্রযুক্তি কাটিয়া প্রয়োজন হতে পারে. এটির সাথে কাজ করার সময়, ফিড রেট অতিক্রম করবেন না! মাত্রা - 150 x 8 x 8 মিলিমিটার, দেশ - প্রস্তুতকারক - সুইজারল্যান্ড। দোকানের জন্য প্রস্তাবিত মূল্য 2300 রুবেল।
সুবিধাদি:
- উচ্চ মানের উত্পাদন উপাদান;
- কাজ স্পট করার ক্ষমতা;
- তীব্র লোড সহ্য করা।
ত্রুটিগুলি:
- ফিড হার সঠিক পালনের প্রয়োজনীয়তা.
একটি উপসংহারের পরিবর্তে
কাটার বাজারের বিশ্লেষণে দেখা গেছে যে গার্হস্থ্য প্রয়োজনের জন্য, রাশিয়ান ক্রেতা, বাঁক নেওয়ার ক্ষেত্রে একজন ছোট উদ্যোক্তার মতো, বেশিরভাগই কম দামের সেগমেন্টে অবস্থিত সস্তা সরঞ্জামের নমুনা পছন্দ করেন। এই ধরনের মডেলগুলির কাটিং প্রান্তগুলি সোল্ডার করা আছে, আসলটির প্রয়োজন, কিন্তু দামে অত্যন্ত সস্তা। এটি লক্ষণীয় যে এমনকি রাশিয়ান নির্মাতারাও এই জাতীয় অগ্রভাগের উত্পাদনের প্রযুক্তি এশিয়াতে স্থানান্তর করেছেন - বেশিরভাগ জনপ্রিয় কাটার হয় এশিয়ান দেশগুলিতে বা রাশিয়ান লাইসেন্সের অধীনে প্রতিবেশী দেশগুলিতে উত্পাদিত হয়। একই সময়ে, প্রিমিয়াম সেগমেন্ট, যা ব্যাপক উৎপাদনের উপর দৃষ্টি নিবদ্ধ করে এবং তীব্র লোডের কারণে বিশেষ ধৈর্যের প্রয়োজন হয়, পশ্চিম ইউরোপের নমুনা দ্বারা একচেটিয়াভাবে প্রতিনিধিত্ব করা হয়।তারা উচ্চ মানের দ্বারা আলাদা করা হয়, তারা 3-5 মাত্রার অর্ডার আরো ব্যয়বহুল, এবং প্রায়ই এই multifunctional এবং সার্বজনীন মডেল হয়.
নতুন এন্ট্রি
ক্যাটাগরি

2025 সালের সেরা পুরুষদের স্নিকার্স
ভিউ: 124036

2025 সালে সেরা জটিল ভিটামিন
ভিউ: 121942





দরকারী




2025 সালে সেরা অ্যান্টিভাইরাল
ভিউ: 33335

জনপ্রিয় প্রবন্ধ
-

2025 সালে 50cc পর্যন্ত সেরা এবং সস্তার স্কুটারগুলির শীর্ষস্থানীয় র্যাঙ্কিং৷
ভিউ: 131653 -

2025 সালে অ্যাপার্টমেন্টের জন্য সেরা সাউন্ডপ্রুফিং উপকরণের রেটিং
ভিউ: 127694 -

2025 সালের জন্য ফ্লু এবং সর্দির জন্য ব্যয়বহুল ওষুধের সস্তা অ্যানালগগুলির রেটিং
ভিউ: 124521 -
2025 সালের সেরা পুরুষদের স্নিকার্স
ভিউ: 124036 -
2025 সালে সেরা জটিল ভিটামিন
ভিউ: 121942 -

সেরা স্মার্টওয়াচ 2025-এর শীর্ষ র্যাঙ্কিং - মূল্য-মানের অনুপাত
ভিউ: 114981 -

ধূসর চুলের জন্য সেরা পেইন্ট - শীর্ষ রেটিং 2025
ভিউ: 113398 -

2025 সালে অভ্যন্তরীণ কাজের জন্য সেরা কাঠের রঙের র্যাঙ্কিং
ভিউ: 110320 -

2025 সালে সেরা স্পিনিং রিলের রেটিং
ভিউ: 105332 -

2025 সালের জন্য পুরুষদের জন্য সেরা সেক্স ডলের র্যাঙ্কিং
ভিউ: 104369 -

2025 সালে চীন থেকে সেরা অ্যাকশন ক্যামেরার র্যাঙ্কিং
ভিউ: 102218 -

2025 সালে প্রাপ্তবয়স্কদের এবং শিশুদের জন্য সবচেয়ে কার্যকর ক্যালসিয়াম প্রস্তুতি
ভিউ: 102013